Cet article technique est rédigé en mars 2016 par le membre carlovitch1
Il existe de nombreuses méthodes de contrôle non destructif des joints soudés.
Cependant il n’y en a que deux qui soient considérées comme « volumiques » (capables de différencier des défauts plans-fissures- et des discontinuités de forme plus ou moins ronde – soufflures, inclusions), le contrôle par radiographie et le contrôle par ultrasons.
Cette dernière méthode permet de contrôler des soudures de pièces épaisses (à partir de 8-10mm) et même des soudures d’angle.
Le principe est le même que celui du sonar utilisé dans les sous-marins, ou que l’écholocation des animaux marins:
-une onde sonore émise par un émetteur va rencontrer des discontinuités dans le milieu de propagation
-à chaque discontinuité, l’onde sonore va être soit transmise, soit réfléchie. C’est cette onde réfléchie qui va être captée par le récepteur et analysée afin d’en extraire les informations suivant le schéma de principe ci-dessous.
-les résultats de cette analyse vont ensuite être confrontés aux critères d’acceptation de la spécification.
Ce document n’a pas pour ambition d’entrer dans le détail du procédé, il faudrait plusieurs livres, mais d’en exposer les lignes directrices.
1 - Pourquoi les ultra-sons ?
Le son se propage de façon variable dans les milieux, et l’expérience a montré qu’il se propageait très bien et loin dans l’eau et dans les métaux.
A titre de comparaison, la vitesse du son dans l’air est d’environ 340 m/s (ce qui nous permet d’entendre certains échos), alors que dans l’eau elle avoisine les 1500 m/s et dans l’acier les 5900 m/s.
Cette comparaison simple permet de comprendre l’intérêt d’utiliser le son pour contrôler les soudures.
2 - Comment sont produits les ultra-sons ?
Certaines matières sont dites « piézo-électriques » ou « ferro-électriques ». Cela signifie que soumises à un courant électrique elles produisent une vibration sonore.
Exemple, les cristaux de quartz, ou pour parler d’un matériau plus fréquemment utilisé le titanate de baryum.
Ce dernier matériau constitue fréquemment la pastille émettrice des « traducteurs ».
Le traducteur, appelé aussi fréquemment « palpeur » est l’élément qui émet l’onde ultrasonore, et qui dans la majorité des cas reçoit l’onde réfléchie par les changements du milieu.
C’est l’élément représenté en bleu sur le schéma de principe ci-dessus. Une photo d’un palpeur dit d’angle, le type plus utilisé pour contrôler les soudures:

Grâce à l’inclinaison de la pastille, ce modèle de palpeur permet la génération d’ondes ultrasonores dites transversales, qui sont le plus fréquemment utilisées pour contrôler les soudures.
Il existe plusieurs type d’ondes ultrasonores, les 2 principales étant les ondes longitudinales (ou de compression) et les ondes transversales (ou de cisaillement).
Les 2 types obéissent à la fameuse loi de Snell-Descartes suivant le schéma suivant montrant le comportement d’une onde au franchissement d’un changement de milieu (lire onde à la place de rayon, le principe étant le même pour la lumière):
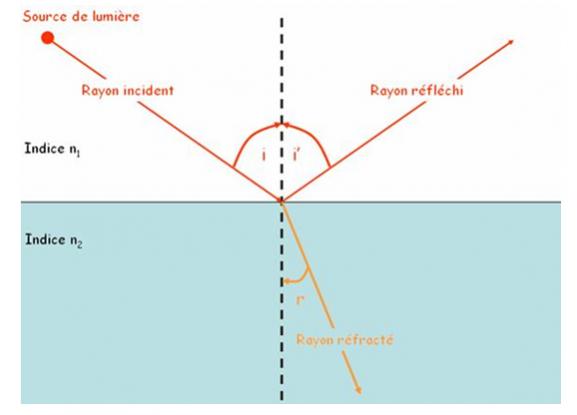
Pour ceux qui aiment les calculs, la formule de la loi est sinus(angle incident)/vitesse de l’onde incidente=sin(angle réfléchi)/vitesse de l’onde réfléchie= sin(angle réfracté)/vitesse de l’onde réfractée.
On peut ainsi remarquer, point très important, que l’angle de l’onde réfléchie est égal à l’angle d’incidence. Conséquemment chaque fois que l’onde se réfléchit sur une paroi, elle en repart avec le même angle.
L’onde produite par le palpeur, qu’elle soit longitudinale ou transversale est caractérisée par sa vitesse de propagation dans le milieu considéré, et sa fréquence de vibration.
Pour contrôler les soudures, la fréquence est majoritairement comprise entre 0,5 et 5 MHz (mégahertz).
Afin qu’elle soit transmise dans la pièce à contrôler le mieux possible, on utilise un couplant, car comme nous l’avons vu plus haut, l’air est mauvais conducteur des ondes sonores.
Les couplants les plus utilisés sont des gels spéciaux, ou de la colle soluble, parfois sur les machines automatiques de l’eau avec ou sans additif mouillant.
3 - Comment sont générés les signaux ?
La deuxième partie du dispositif de contrôle, dont on ne voit que l’écran dans le schéma, est le générateur à ultrasons.
C’est lui qui permet de générer les ondes, grâce au courant électrique transmis au palpeur via un câble coaxial et de traduire les ondes reçues en signaux sur l’écran grâce à un oscilloscope cathodiques (vieux systèmes) ou maintenant des systèmes électroniques de traitement de signal.
Exemple ci-dessous.

Il a 3 fonctions principales:
-l’amplification en réception, qui permet d’ajuster le signal reçu à la taille de l’écran (la hauteur des échos qu’on voit). Cette valeur se mesure en décibels. L’amplitude du signal obtenu sur l’écran se mesure en % de hauteur d’écran.
-la base de temps qui permet de mesurer la distance parcourue par les ondes
-le retard, qui permet de décaler l’échogramme (image obtenue sur l’écran) à droite et à gauche.
4 - Quels sont les étapes indispensables ?
Dans un premier temps, il faut définir et étudier la spécification de contrôle à utiliser. Les codes de construction et/ou réglementations nationales font référence à des spécifications bien précises.
Exemple ASME Section V article 5 ou EN 16810 et 11666.
Ces spécifications obéissent toutes à un principe identique très important: les discontinuités détectées sont comparées à des discontinuités de référence, à un même niveau d’amplification et dans un matériau de caractéristiques acoustiques identiques.
Le bloc permettant cette comparaison est appelé bloc de référence.
Il est souvent constitué d’une pièce comportant un ou plusieurs trous ou entailles qui vont permettre de tracer ce qu’on appelle la CAD (courbe de correction amplitude distance).
Ces blocs sont soit normalisés (cales types V1, V2 ou V3) soit fabriqués sur mesure pour une affaire particulière.
Ci-dessous une cale normalisée type V3. Suivant la position du palpeur sur les 2 faces planes par rapport aux trous, on peut obtenir plusieurs points de distances différentes de façon à tracer une CAD.

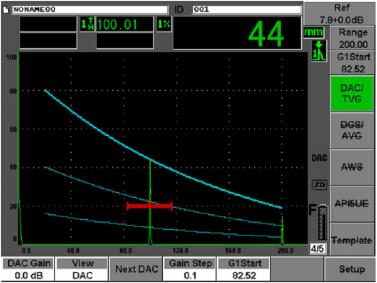
Exemple de courbe CAD obtenue à l’aide d’un bloc de référence (axe des abscisses= distance, ordonnées= amplitude):
Une fois la courbe obtenue, on doit enregistrer et noter les réglages d’amplification.
C’est ce que l’on appelle le niveau de référence.
Puis, on vérifie que pour une même distance, le niveau atteint par les échos est le même sur la pièce. Si on constate un écart, on va appliquer ce qu’on appelle une « correction de transfert », c’est-à-dire une augmentation (rarement une diminution) d’amplification pour remettre la référence à se place sur la pièce à contrôler. On note soigneusement cette correction.
Pendant qu’il est question de la pièce, il faut que son état de surface soit suffisamment bon pour permettre le contrôle, il faut que le palpeur puisse glisser sans accrocher sur les surfaces avoisinant la soudure, celle-ci étant dans la mesure possible arasée.
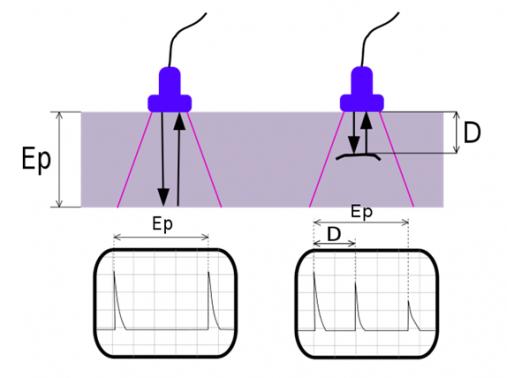
Ensuite, il est nécessaire de construire ce qu’on appelle la « réglette ». C’est en fait une modélisation du trajet des ultrasons dans la pièce. On peut le faire sur papier millimétré ou directement sur certains appareils modernes avec l’électronique.
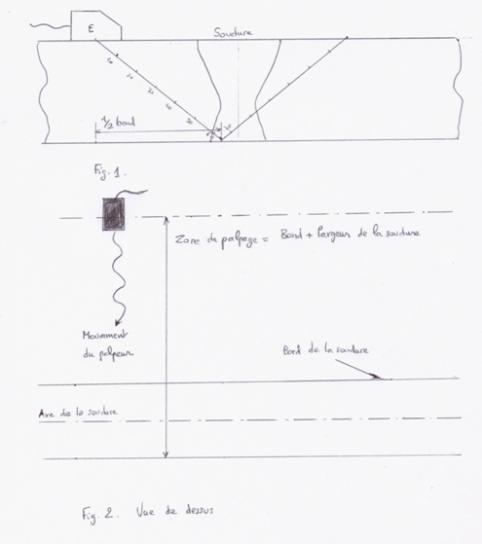
La figure 1 en page suivante montre un schéma de réglette expliquant le trajet du faisceau ultrasonore dans la pièce. Ceci permet de savoir où se trouve un éventuel réflecteur (indication).
Cette réglette permet aussi de déterminer la zone de palpage, afin que l’intégralité de la soudure soit sondée, que ce soit en demi-bond (avant le rebond du faisceau sur le fond de la pièce), ou en bond. Cette zone doit être si possible tracée sur la pièce. Voir figure 2.
Il convient donc de sonder au minimum la zone contenant la soudure+le bond. Si on peut de chaque côté de la soudure, car la réflexion obtenue dépend de l’orientation du réflecteur dans la soudure et un passage de l’autre côté permet parfois de mieux définir l’indication.
Il n’est pas inutile de rajouter la distance de la ZAT, dans la mesure possible.
Une fois que le contrôleur dispose de ces outils, il va régler son amplification de recherche suivant les indications de la spécification, en rajoutant de 2 à 6 décibels (l’unité de mesure d’amplification) au niveau de référence, ceci pour augmenter les chances de détecter les indications présentes dans la pièce. Puis le sondage proprement dit peut commencer. On utilise la technique dite de la chenille, le palpeur fait un mouvement sinueux vers la soudure afin de balayer au maximum la zone contrôlée comme indiqué sur la figure 2.
Quand une indication est détectée, il faut tracer de suite l’endroit sur la pièce et déterminer sa position exacte avec la réglette. Ensuite on remet l’amplification au niveau de référence, pour savoir si cette indication est signalable ou non par rapport à la spécification.
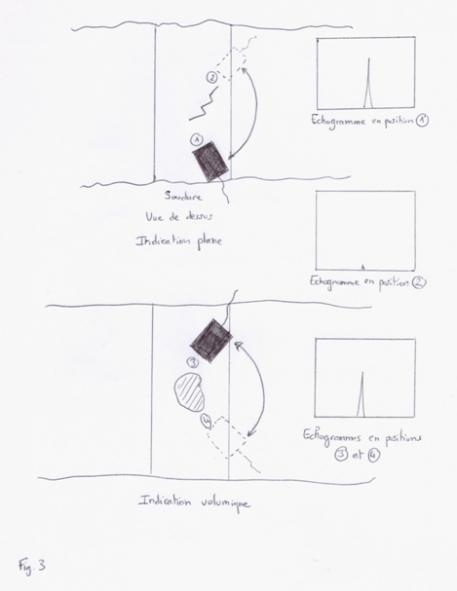
Si elle est signalable, il faut déterminer sa forme (plane ou volumique) en tournant autour avec le palpeur. Un réflecteur très « directionnel » (qui ne réfléchit bien que dans une seule direction) est typique d’une indication plane, qui ne sera généralement pas acceptable (« défaut » de type fissure ou manque de fusion). Voir figure 3.
Un réflecteur qui renvoie le signal dans une plage de directions étendue sera considéré comme « volumique ». Son écho maximum sera alors comparé avec la CAD afin de savoir s’il est dans les critères d’acceptation ou non. Une fois toutes les indications caractérisées, le contrôleur rédige son rapport indiquant tous les paramètres, spécification, bloc de référence et les résultats obtenus ainsi que l’acceptation ou non de la soudure.

Par: carlovitch1