
En raison des vitesses de mesure et de réglage élevées de sa toute dernière plateforme de soudage MIG/MAG TPS/i, Fronius a développé le pack de soudage MIG/MAG à l'arc pulsé PMC (Pulse Multi Control).
Il offre au soudeur l'accès à de nombreuses caractéristiques du mode Synergique qui exploite pleinement les possibilités de la toute dernière génération d'appareils Fronius.
L'amélioration de la fonction de correction de l'impulsion, le perfectionnement du mode Synchro Puls ainsi que le développement de nouvelles fonctionnalités, telles que le stabilisateur de pénétration et le stabilisateur de longueur de l'arc électrique, simplifient l'utilisation du mode opératoire de soudage éprouvé et aboutissent à des résultats de soudage encore meilleurs.
Qu'il s'agisse d'oscillations Stick-out, par exemple dans les coins difficilement accessibles,ou d'oscillations de trajectoire lors d'un soudage robotisé, le stabilisateur de pénétration nouvellement développé maintient la pénétration constante via un ajustement de la vitesse d'avance du fil.
Grâce à la puissance de calcul élevée, à la mémoire importante, au bus système extrêmement rapide et à la non moins importante vitesse d'avance du fil particulièrement dynamique, la plateforme TPS/i est à même d'effectuer ces réglages de manière rapide, précise et sans oscillations parasites. La longueur de l'arc et ce faisant la pénétration, peuvent être maintenues au même niveau sur une large zone.
Le maniement s'en trouve sensiblement facilité. La valeur maximale de la vitesse d'avance du fil réajustée est réglée et limitée par l'utilisateur dans une plage allant jusqu'à 10 mètres. Ainsi, en cas d'activation du stabilisateur, le respect des descriptifs de mode opératoire de soudage et de ses
objectifs est également garanti.
La toute nouvelle fonction de stabilisation de la longueur de l'arc électrique est tout aussi utile que le stabilisateur de pénétration lors du soudage manuel et automatisé. L'utilisateur peut directement influer sur la longueur de l'arc via la tension à l'arc. Il en résulte un arc électrique plus court, près duquel se produisent des courts-circuits, qui garantissent un transfert de goutte sûr et insensible aux perturbations.
Ainsi, le réglage rapide permet de maintenir la durée de court-circuit au minimum et de réduire la tension, empêchant efficacement les manques de fusion et les projections. En cas de perturbations externes (dues par exemple à un changement de position de la torche de soudage, à un changement des épaisseurs de tôles ou à une évacuation de l'air chaud inégale),un réajustement manuel par l'utilisateur n'est pas nécessaire.
Pour les utilisateurs préférant cependant travailler avec la fonction de correction habituelle de la longueur de l'arc ou pour ceux qui y sont contraints par les descriptifs de mode opératoire de soudage, Fronius a en plus intégré ces fonctions au PMC. La correction de la dynamique d'impulsion a également été incluse au pack.
Elle peut aussi être utilisée avec la TPS/i pour accélérer le détachement de la goutte (ou le ralentir), mais maintient en outre un apport d'énergie à un niveau constant. Le PCS (Pulse Controlled Spray-Arc) fait également partie du contenu de la livraison du process PMC. Cette caractéristique permet aux utilisateurs d'alterner sans transition entre arc pulsé et pulvérisation axiale- l'arc globulaire problématique étant alors masqué.
De plus, Fronius a pu parvenir à des améliorations cruciales en matière de démarrage et d'arrêt.Ainsi, l'énergie d'amorçage se définit désormais en fonction de la température respective de l'extrémité du fil, de sorte que l'amorçage d'une extrémité defil encore chaude nécessite moins de puissance.
À la fin du process de soudage,le fil est retiré lorsqu'un processus PMC est installé. En outre, le courant est réduit et un burn-back est ainsi évité. Les deux mesures améliorent non seulement le bilan énergétique, mais ménagent aussi les pièces d'usure.
Dans la mesure où tous les éléments en contact avec le guide-fil dans la TPS/i sont conçus pour une dynamique plus précise et plus rapide, l'amorçage SFI (Spatter Free Ignition)éprouvé fonctionne désormais aussi avec l'équipement standard. Par conséquent,l'acquisition d'une torche de soudage Push Pull plus coûteuse n'est plus une condition préalable à l'utilisation de l'amorçage SFI. Grâce à la fonction Hot Start SFI nouvellement développée, la puissance en début de soudage est augmentée jusqu'à deux secondes et les manques de fusion sont évitées grâce aux amorçages " froids ".
Enfin, Fronius a personnalisé la fonction Synchro Puls et a introduit le paramètre Duty Cycle.Grâce à lui, l'utilisateur peut déterminer en pourcentage la durée de la phase d'impulsion à haute intensité par cycle, lors du soudage Synchro Puls. Ainsi,l'apport de chaleur peut être contrôlé encore plus précisément, de façon à ce que même des soudeurs moins expérimentés puissent réaliser des soudures parfaites dans toutes les positions.
.jpg) |
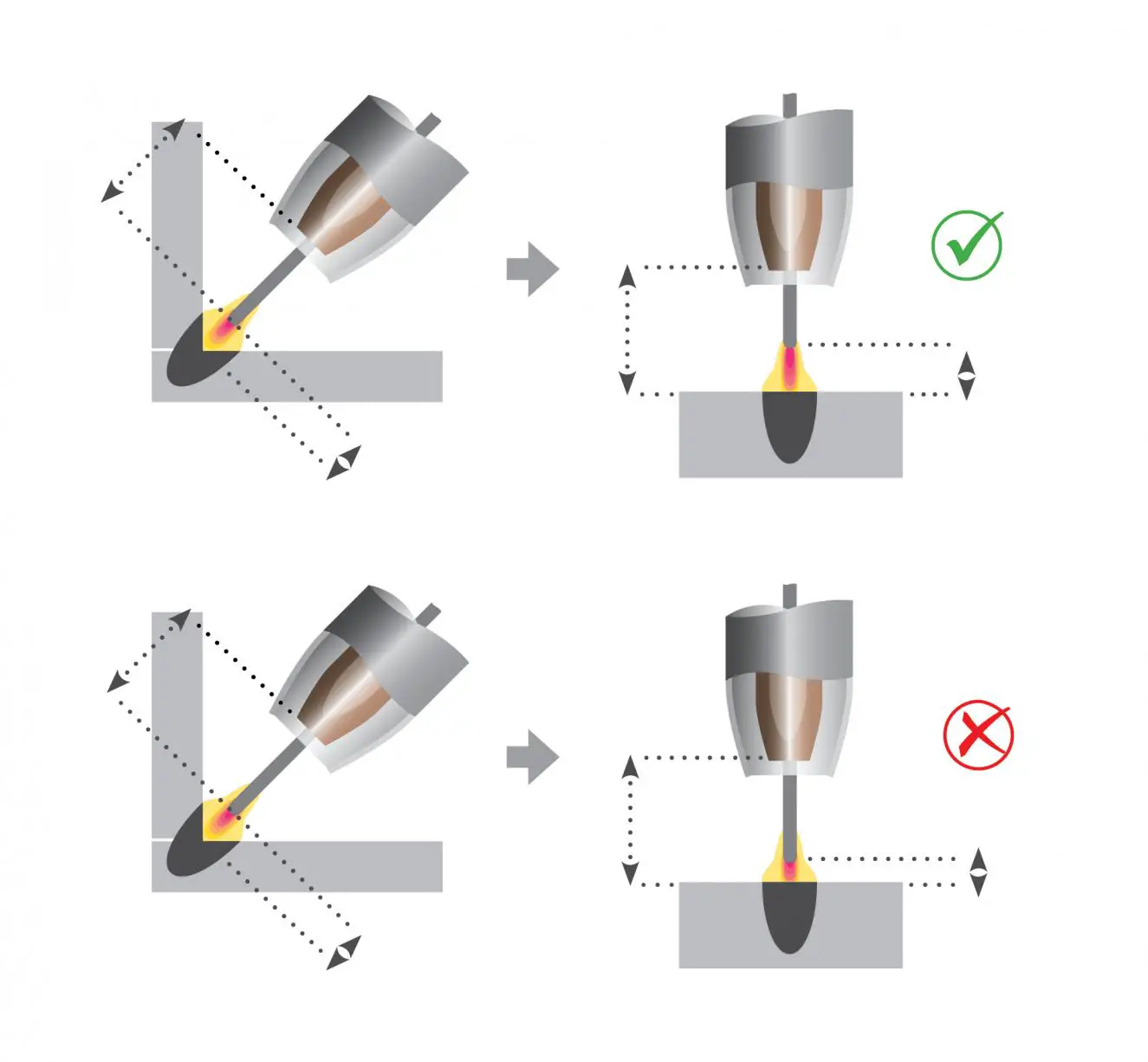
Avec le procédé intégré PMC et le stabilisateur de pénétration activé, la TPS / i contrôle la vitesse d'alimentation du fil à la place du courant de soudage (à gauche) et assure une pénétration de fusion constante (à droite). Télécharger 300 dpi (467,88 ko) |
 |
Auparavant, il a toujours été nécessaire d'ajuster manuellement la longueur de l'arc, les différentes positions de la torche, la variation de l'épaisseur de la feuille ou de la variation de l'équilibre thermique dans le matériau de base. Plus de détails dans le communiqué de presse. Télécharger 300 dpi (417,01 ko) |
{kind=link}
{kind=link}
Pour toute autre information, veuillez prendre contact avec :
Sabrina Roy, Tél.: +33 (0)1 3933 12 58,
E-Mail: Roy.Sabrina@fronius.com
.
