Cet article technique est rédigé en février 2016 par le membre carlovitch1
Les produits utilisés dans l’industrie chimique ou celles du pétrole et de l’énergie en général sont toujours plus corrosifs, ce qui implique le recours à des matériaux toujours plus résistants.
Dans certains cas il est préconisé d’utiliser du titane pur ou au Palladium.
Ce matériau est en effet très performant dans certains environnements. Par contre, il est également bien plus cher que l’acier ou l’inox, malgré sa densité bien moindre (4,5).
Ceci entraîne donc dans un bon nombre d’applications l’utilisation de tôles acier ou inox plaquées titane, ceci dans le but évident de diminuer le coût de la matière.
Les tôles plaquées titane sont principalement obtenues par le procédé de plaquage (ou soudage) par explosion. C’est sur l’utilisation des tôles plaquées par explosion que va porter ce document.
Je pars sur le principe que nous avons, comme dans la majorité des cas, affaire à des tôles plaquées avec du titane ASTM B 265 GR 1 (T35 suivant normes Françaises), en un seul tir, d’une seule face et sans couche intermédiaire.
Il faut savoir en effet que certaines nuances peuvent se plaquer moyennant l’usage d’une couche intermédiaire de GR 1. Des pièces double-face sont également possibles. Ces 2 cas rendent la mise en oeuvre un peu plus délicate.
Nous avons donc des tôles qui ont les caractéristiques suivantes:
-le revêtement et la base ne sont pas soudables entre eux, ce qui exclut de fait un rechargement par soudage en cas de souci, ou le complique quelque peu
-la résistance au cisaillement de la liaison plaquée navigue dans les 200-220 MPa en moyenne, alors que pour les tôles plaquées inox ou base nickel par explosion nous sommes très souvent au-dessus de 400 MPa.
-la liaison ne supporte pas une chauffe prolongée au-delà des 700°C. Il est donc important d’en tenir compte lors de la mise en œuvre.
Découpe:
La tôle plaquée titane se découpe par tous les moyens usuels (sciage, oxycoupage, plasma, jet d’eau…). Si on utilise la flamme, il est recommandé de ne pas couper trop près du profil souhaité car la coupe est « vilaine » et l’oxyde de titane est très dur et risque d’endommager les outils (pour chanfreinage ou tournage, par exemple) bien plus que des scories d’acier.
Perçage/usinage:
Une plaque tubulaire plaquée titane doit toujours être percée par le côté titane à cause des caractéristiques de la liaison.
Ceci ne dispense pas de commencer le tournage par une passe de « blanchissage » de l’acier, face titane posée sur le tour, pour être sûr d’avoir les 2 faces bien parallèles. En effet la face de référence est la liaison donc par extension la face titane.
Mise en forme:
Les tôles plaquées titane doivent être mises en forme à tiède (température maxi 690-700°C) afin d’éviter la dégradation de la liaison plaquée.
Il convient également de protéger la surface titane des agressions des outils en acier (rouleaux, outils de presse…).
Ces précautions mises à part, elles se forment comme un matériau massif.
Soudage:
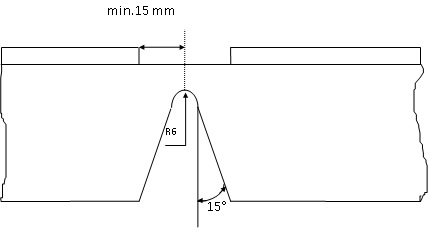
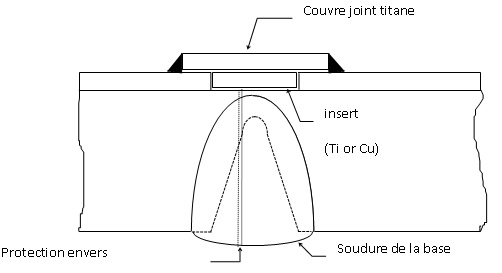
Le soudage requiert une technique très particulière, celle du « couvre-joint ».
Ci-dessous les schémas de principe de préparation et de soudage
Traitement thermique:
Les paramètres de traitement thermique doivent prendre en compte la température maxi utilisable et le fait qu’il est préférable d’éviter des vitesses de chauffe et de refroidissement trop rapides, à cause de la différence de coefficient de dilatation des matériaux. Une vitesse de l’ordre de 150 °C/h est considérée comme raisonnable.
Réparation:
La réparation de ces tôles est possible suivant les cas.
1- Défauts de surface sur l’un des matériaux
Dans ce cas une réparation par rechargement est possible, sous réserve que la liaison plaquée ne séjourne pas longtemps dans la zone des 700°C ou au-dessus.
2- Défauts de placage ou décollement
Il convient d’évaluer l’étendue de la zone à réparer. On distingue 2 cas: zone à réparer >0,25m² ou zone <= 0,25m².
-Dans le cas où la zone est étendue (>0,25m²), il est possible de remplacer le morceau de tôle défectueux par un autre en raboutant suivant la méthode indiquée ci-dessus au paragraphe « soudage ».
Il est également possible dans certains cas de replaquer un morceau de titane, par explosion:
Dans cette méthode, on remplace la zone défectueuse en plaquant une nouvelle tôle. Pour cela, on découpe et on retire la zone à remplacer.
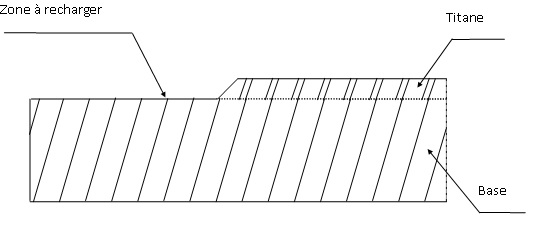
Ensuite, on plaque de nouveau une tôle qui doit chevaucher la tôle saine.
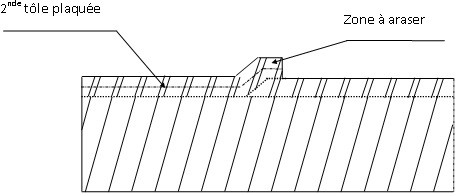
Une fois la nouvelle tôle plaquée, on procède à un traitement thermique de détensionnement, puis à une vérification par contrôle ultrasons.
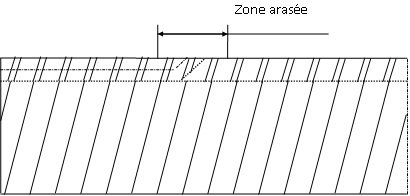
Il suffit alors d’araser la zone de chevauchement afin d’obtenir une surface correcte. La tôle obtenue est alors semblable, au niveau des caractéristiques mécaniques et d’étanchéité, à une tôle sans défaut.
Cette méthode étant une opération très difficile, elle ne s’appliquera que lorsque:
- la tôle est de grande dimension,
- le défaut est important (> 0,25 m[SUP]2[/SUP]),
- l’épaisseur de la base est importante (e > 100 mm), rendant le remplacement d’un morceau de tôle long et pénible.
Il faut cependant considérer que le fait de re-plaquer cette tôle peut engendrer de nouveaux petits défauts à proximité de la zone d’explosion ; des liaisons peuvent se défaire à proximité de la réparation. La taille de ces défauts étant variable, le contrôle par ultrasons permettra de définir le niveau de qualité de cette tôle.
Dans le cas où la zone de défauts n’est pas très étendue (<=0,25m²) on dispose de plusieurs possibilités:
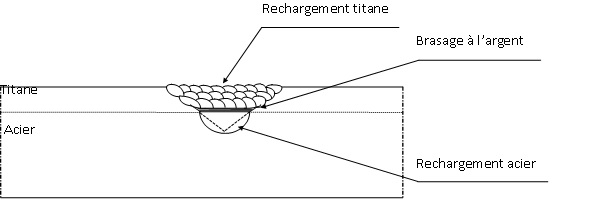
On peut effectuer une réparation par rechargement de l’acier (s’il y a un trou ou un défaut dans l’acier). On refroidit la base, puis on applique une fine couche d’argent pur (1 mm max.) qui sert d’interface entre l’acier et le titane. On recharge le titane sur cette couche d’argent.
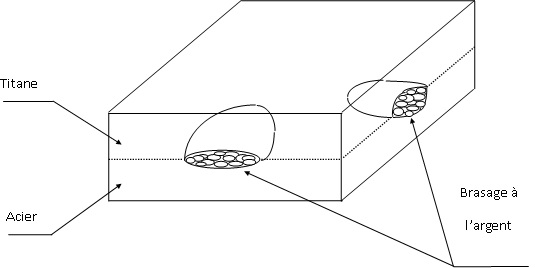
Une solution proche est également applicable pour des défauts sur le bord de tôle:
Dans le cas d’une zone non-plaquée sur le bord d’une tôle on peut recharger le défaut avec de l’argent ou tout autre matière compatible avec le fluide en contact afin d’assurer l'étanchéité de la liaison. Cette réparation n'est faite que pour l'étanchéité, elle ne permet pas de restaurer la liaison.
Il est à noter que certains produits développés par la société LOCTITE peuvent faire office de joints pénétrants.
Enfin, lorsqu’il y a seulement un petit décollement dans une zone du milieu de tôle, on peut procéder de la façon suivante:
Lorsque le défaut n’est pas gênant vis-à-vis de la fonction d’étanchéité à assurer, on peut chercher à seulement limiter la propagation du défaut. Toutefois cette méthode a une influence sur les
propriétés mécaniques de l’appareil ; il faut donc être sûr de l’étendue de ce défaut (bien délimiter le contour par ultrasons), et ne pas avoir un appareil avec des conditions d’utilisation trop exigeantes (travail au vide par exemple).
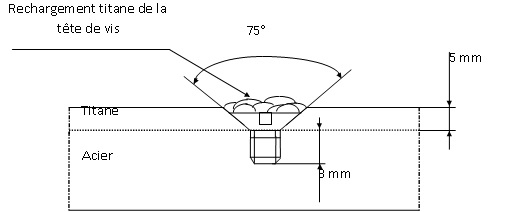
Ainsi, dans le cas d’une zone non-plaquée et éloignée du bord, et ne portant pas préjudice aux caractéristiques mécaniques et d’étanchéité, le plus simple est de fixer le revêtement à la base à l'aide de vis en titane que l’on scelle et dont on étanchéifie la tête par rechargement de titane.

Par: carlovitch1