Il y a plusieurs façons, bonnes ou mauvaises, de mettre en place l'équipement de soudage pour réaliser des soudures avec le procédé de soudage TIG aluminium.
Les soudeurs expérimentés doivent savoir comment résoudre les problèmes liés à ce procédé de soudage couramment utilisé et être familier avec la façon de résoudre certains problèmes de soudure communs.
Même si vous êtes expérimenté dans le soudage des aciers, le soudage de l'aluminium peut présenter un véritable défi.
La couche d'oxyde d'alumine, la conductivité thermique plus élevée et le point de fusion inférieur peuvent facilement conduire à des problèmes de soudure sauf si vous savez comment vous préparer pour le soudage et installer le matériel.
Bien que de nombreux procédés de soudage peuvent être utilisés pour assembler l'aluminium et ses alliages, le procédé le plus utilisé pour les plus petites épaisseurs et des soudures les plus esthétiques est le soudage à l'arc avec électrode de tungstène (TIG/WIG/GTAW).
Avantages et inconvénients du procédé TIG / GTAW
Il y a des avantages et des inconvénients dans l'utilisation du procédé TIG / GTAW sur aluminium.
Sur le plan positif, le procédé TIG fournit la plus haute qualité et offre une grande polyvalence, ce qui vous autorise à pouvoir souder plusieurs épaisseurs différentes de matériau avec des géométries très différentes.
Il est également facile de souder dans toutes les positions.
Si une fabrication soudée a des configurations complexes de soudure et/ou utilise des épaisseurs fines, le TIG / GTAW est généralement le procédé de choix à utiliser.
Le procédé TIG / GTAW est souvent utilisé pour des fabrications telles que les cadres de bicyclettes en alliage d'aluminium, les composants architecturaux, de la tuyauterie, des fauteuils roulants et le travail de
l'aérospatiale.
Il est également utilisé pour souder les carters de moteur d'avions commerciaux, des cadres de siège et des conduits, ainsi que pour réparer les composants existants, comme les culasses
Sur le plan négatif, le procédé TIG / GTAW est une méthode de soudage relativement lente avec un taux de dépôt assez faible.
Il n'est généralement pas utilisé pour le soudage des fortes épaisseurs > 8 mm.
La haute fréquence appliquée par le procédé TIG peut interférer avec les robots, les micro-ordinateurs et d'autres équipements sensibles à la hautre fréquence d'arc.
Le nettoyage des pièces en aluminium pour le soudage TIG / GTAW
Les pièces en alliage d'aluminium doivent être parfaitement propres.
Il faut éliminer tous les contaminants de surface (graisse, huile, peinture, humidité) avec un solvant adéquat ou de décaper chimiquement avec une solution alcaline.
Ensuite il faut éliminer les oxydes d'aluminium surfaciques avec une brosse métallique avec brins en acier inoxydable réservée uniquement à cet usage sur aluminium.
Lors du soudage, toutes traces de suie noire et d'oxydation doivent être éliminées entre chaque passe de soudage.
Type de courant du générateur TIG / GTAW
La plupart des matériaux soudés en TIG, autre que l'aluminium, exige un courant continu avec la polarité négative à la torche. C'est ce qu'on appelle la polarité directe.
Dans ce mode, la plupart de la chaleur et de l'énergie de l'arc va dans la pièce, ce qui améliore la pénétration du cordon. L'aluminium peut être soudé de cette façon, mais c'est très difficile.
Le plus souvent avec le procédé TIG / GTAW, l'aluminium et ses alliages sont soudés utilisant du courant alternatif (AC / CA)
Dans le soudage en mode alternatif CA/AC, l'action de l'arc électrique lorsque l'électrode de tungstène est positive et la pièce à souder est négative, cette polarité inversée rompt l'oxyde d'alumine sur la surface de la pièce en aluminium et le courant bombarde l'électrode.
Une grande partie de l'énergie de l'arc passe dans l'électrode de tungstène et la torche de soudage.
Pour cette raison, les électrodes de tungstène sont de plus gros diamètre que pour l'acier et les torches sont plus robuste et souvent refroidies par un circuit fermé d'eau.
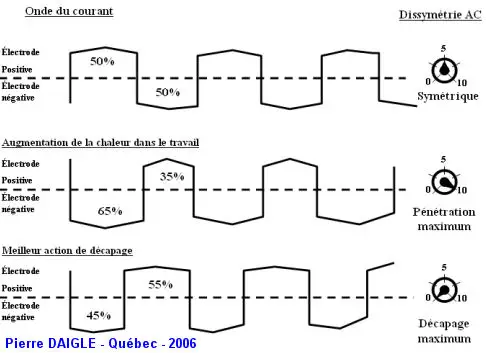
L'action de décapage créée par l'inversion de polarité du courant de soudage peut être contrôlée par le potentiomètre de la balance qui vous permet d'ajuster la quantité de pénétration (électrode négative) par
rapport à la quantité de décapage (électrode positive).
Certains générateurs sont équipés d'une autorégulation de la balance selon le courant utilisé.
Le soudage avec un courant alternatif crée un arc instable. Pour corriger l'instabilité de l'arc, les fabricants de générateur ont superposé un courant faible avec une haute fréquence à haute tension au-dessus du courant de soudage
Pour la plupart des types de soudage, cette haute fréquence est utilisée uniquement pour amorçer l'arc électrique, mais pour le soudage TIG de l'aluminium , la haute fréquence est présente en permanence et agit
comme un arc pilote pour réamorcer l'arc au point zéro de la sinusoide.
Lorsque vous sélectionnez un générateur de soudage, il est préférable de choisir un modèle récent avec une technologie d'ondes carrées qui modifie les caractéristiques de l'onde sinusoïdale pour créer un arc plus
stable.
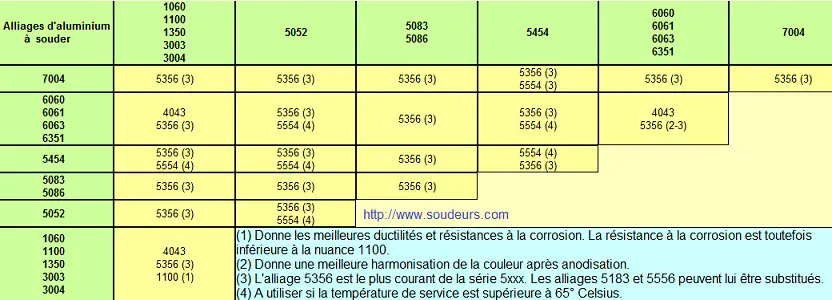
Type de métal d'apport TIG / GTAW pour l'aluminium
Type d'électrodes de tungstène TIG / GTAW pour l'aluminium
La plupart des soudeurs qui soudent de l'acier en courant continu (CC) avec la polarité négative DC sont habitués à utiliser une électrode de tungstène avec 2% de thorium, de cérium ou de lanthane avec un bout en cône pointu.
Pour le soudage TIG de l'aluminium, il est recommandé d'utiliser des électrodes de tungstène pur ou des tungstènes avec zirconium à bout arrondi. L
Le diamètre de l'électrode de tungstène doit être plus fort que pour le courant continu pour tolérer l'élévation de température lors de l'alternance en polarité positive de l'électrode.
Un diamètre trop faible par rapport à l'intensité de soudage génère des inclusions de tungstène dans la soudure.
Pour mémoire, vous pouvez aussi utiliser pour l'aluminium des électrodes au lanthane et au cériuem qui sont polyvalentes pour les courants continus et alternatifs.
Type de gaz de soudage TIG / GTAW pour l'aluminium
Le gaz le plus couramment utilisé pour souder l'aluminium et ses alliages de faible épaisseur (< 8 mm) en TIG / GTAW est l'argon pur avec une qualité de 99,995% (qualité 4,5).
Pour des épaisseurs supérieures, il est fortement recommandé d'utiliser des mélanges de gar Argon + Hélium.
La fourchette du pourcentage d'hélium du mélange sera de 30% à 50%.
Conclusions
Même si vous êtes un novice du soudage TIG de l'aluminium, vous pouvez réduire le nombre d'erreurs que vous faites en suivant les conseils donnés par un nettoyage par brossage soigné et méticuleux, sur la manière de bien régler le courant de soudage, de bien préparer la pièce à souder, le bon choix du gaz approprié, des électrodes de tungstène, des torches refroidies et de se soucier des conseils donnés par les soudeurs expérimentés.
Avec le temps, vous vous sentirez aussi confiant dans le soudage de l'aluminium que vous l'êtes dans le soudage de l'acier.
