
1. Le facteur de marche
2. Le hot start
3. L'anti collage (anti stick en anglais)
4. L'arc force
1. Le facteur de marche d'un poste à souder
Le courant de soudage maximum n'a de sens que s'il est spécifié avec son facteur de marche.
On peut définir simplement le facteur de marche comme étant la proportion du temps pendant laquelle on soude.
En pratique pour le soudage à l'électrode enrobée, il est généralement admis que le facteur de marche horaire se situe entre 15 et 45%. Le reste du temps est consacré à préparer les pièces à enlever le laitier et brosser le cordon de soudure et à se déplacer d'un cordon à l'autre.
En réalité, ce facteur de marche dépend beaucoup de la manière dont opère le soudeur et des pièces assemblées.
S'il travaille sur de grosses structures dont la préparation et la mise en position est réalisée par d'autres personnes, le soudeur se consacre essentiellement à souder et son facteur de marche peut ainsi atteindre près de 60% en particulier si les cordons sont de grande longueur (1m ou plus) et si on le compte sur un intervalle de 10 minutes.
A l'inverse pour un usage de bricolage ou artisanal pour lequel c'est la même personne qui doit préparer ses pièces, les mettre en position et les souder, le facteur de marche sera beaucoup plus réduit, souvent autour de 15 à 30% au maximum.
Autrefois le facteur de marche désigné pour tester les postes à souder était basé sur une heure de fonctionnement.
La norme EN 50 060 spécifiait un nombre d'électrodes par heure en considérant qu'entre chaque électrode il y avait au moins une période de repos de 20s pour le poste à souder (temps minimum pour enlever le laitier).
Maintenant la norme EN 60974-1 ne prend plus en compte les spécificités du soudage à l'électrode enrobée et elle définit de la même manière le facteur de marche indépendamment du procédé de soudage car elle s'applique à tout type de poste (MMA, TIG, MIG).
La définition du facteur de marche selon cette norme est le pourcentage du temps pendant lequel on peut souder de manière ininterrompue sur un intervalle de 10min sans déclencher la protection thermique du poste.
Ainsi un facteur de marche de 60% correspond à un soudage interrompu durant 6 minutes suivi d'une période de repos de 4 minutes.
On voit bien que cette définition du facteur de marche est assez éloignée de l'usage réel du soudage à l'électrode enrobée puisqu'en pratique on soude rarement 6 minutes en continu (6 électrodes de 3,2mm d'affilé ce qui fait un cordon de plus de 1m de long) et on ne s'arrête pas 4 minutes.
En pratique, on soude plutôt une minute (temps de fusion moyen d'une électrode) puis on s'arrête pour enlever le laitier avant de poursuivre le travail.
Pour des travaux de serrurie, les cordons sont en général assez courts (à peine 5cm) ce qui correspond à seulement un quart d'électrode et même si on peut enchaîner plusieurs cordons et plusieurs électrodes à la suite avant de s'arrêter pour enlever le laitier, il y a forcement des temps morts entre chaque cordon le temps de se repositionner et de changer d'électrode.
Un poste de type onduleur se refroidissant très vite, chacun de ces petits temps morts lui permet de refroidir beaucoup plus vite qu'un poste à transformateur traditionnel.
Ainsi le facteur de marche exprimé selon la norme EN 60974-1 est assez pessimiste et en pratique on peut utiliser un poste à souder à un facteur de marche sensiblement plus important en considérant des intervalles de cycle de travail qui correspondent au temps de fusion d'une électrode.
Même si la norme considère des intervalles de 10min ; ça ne signifie pas que l'on travaille seulement durant 10min car le poste n'aurait pas atteint sa température maximale en seulement un cycle.
La norme considère des cycles de 10min mais après plus d'une heure de cycles de manière à ce que le poste ait bien eu le temps de chauffer.
Un autre point important de la norme EN 60974-1 ; c'est qu'elle se base sur des tests à une température ambiante de 40°C ce qui est là encore assez pessimiste.
La norme EN 50 060 se basait elle sur des tests à 20°C.
La différence de facteur de marche peut être très importante pour un même poste onduleur entre 20°C et 40°C. Par exemple un facteur de marche de 35% à 40°C peut se transformer en 60% à 20° et un facteur de marche de 20% à 40°C peut se transformer en 35% à 20°C.
Avec un poste à transformateur traditionnel cette différence de facteur de marche était moins importante selon la température ce qui laissait moins de marge quand on comparait le facteur de marche annoncé à 40°C à celui que l'on pouvait avoir en pratique en travaillant à 20°C.
Même si la norme EN 60974-1 impose des conditions de test du facteur de marche qui ne sont pas très représentatives de la réalité, il n'empêche que c'est sur elle que l'on doit se baser pour comparer différents postes actuels car c'est ainsi qu'ils doivent être testés et spécifiés.
Le fabricant doit indiquer sur la plaque du poste les courants pour lesquels le poste peut fonctionner au facteur de marche de 100% et de 60% et il doit aussi indiquer le facteur de marche pour le courant maximum.
Le gros problème quand on compare les différents facteurs de marche annoncés par les fabricants c'est qu'un certain nombre ne le font pas en conformité avec la norme EN 60974-1 et même s'ils annoncent être conformes à cette norme (et c'est obligatoire) ça ne les empêche pas d'afficher des valeurs de facteur de marche très optimistes.
C'est le cas en particulier de beaucoup de fabricants chinois qui se soucient peu des normes européennes et qui historiquement spécifient leurs postes à 25°C au lieu de 40°C et qui sont distribués par des importateurs peu scrupuleux qui ne veulent pas refaire une qualification dans les règles.
En Italie où il y a aussi de nombreux fabricants de produits relativement bas de gamme il est de tradition d'être très optimiste sur les facteurs de marche annoncés.
C'est le cas en particulier pour Deca, Fimer, Ergus, Awelco, EPS (qui fourni les postes d'entrée de gamme de Castolin pour la gamme W). Il ne faut pas généraliser non plus et les fabricants italiens de produits plus haut de gamme comme Selco et CEA utilisent bien les conditions de la norme.
Il y a aussi des fabricants sérieux d'autres pays qui ont prit cette mauvaise habitude de ne pas spécifier leurs postes en conformité avec la norme. On peut citer encore Solter et Elektrosta.
Il y a aussi un certain nombre de fabricants respectables qui préfèrent afficher deux valeurs de facteur de marche : l'une selon la norme et l'autre selon leur méthode qui leur est propre et donc difficilement comparable. Parmi les fabricants assez connus, c'est le cas de GYS, Fronius, EWM, Lincoln et Telwin.
Enfin il y a les fabricants qui n'utilisent que le facteur de marche normalisé comme c'est le cas pour ESAB, Air Liquide ou Miller.
Parmi les méthodes propres aux fabricants pour spécifier un facteur de marche plus avantageux il y a celle de GYS qui est basée sur le test du nombre d'électrodes par heure selon la norme EN 50 060 (donc à 20°C).
L'indication en soit de ce nombre d'électrode est assez représentative d'un usage réel (bien que ce ne soit que durant la première heure) et c'est plutôt une bonne chose de l'indiquer. Par contre le facteur de marche X GYS associé est trompeur car c'est en fait le ratio du nombre d'électrodes que l'on peut souder avec le poste par rapport au nombre maximum que l'on pourrait souder en une heure selon la norme EN 50 060 (donc avec une pause de 20s entre chaque électrode).
Heureusement toutes les documentations commerciales de GYS précisent bien aussi depuis 2007 le facteur de marche à 40°C selon la norme EN 60974-1 et c'est bien celui là qu'il faut retenir.
Telwin utilise une méthode semblable du test de nombre d'électrodes mais c'est sur 10min au lieu de 1h et toujours à 20°C avec des pauses de 20s. La encore le facteur de marche annoncé dans ces conditions est très différent du véritable facteur de marche selon la norme EN 60974-1.
Par exemple le Telwin Force 165 annoncé à un facteur de marche de 60% à 150A n'a en réalité qu'un facteur de marche de 7% à 140A selon la norme.
On voit sur ce genre d'exemple comme le facteur de marche peut être trompeur et variable selon la manière dont il est spécifié. Il faut donc être très vigilant quand on regarde les caractéristiques affichées.
Dans un poste à souder le facteur de marche au courant maximum ainsi que le courant avec des facteurs de marche importants (60% ou 100%) sont deux choses aussi importantes.
Avec un poste à transformateur traditionnel, vu qu'il n'y avait qu'un transformateur, c'était toujours lui qui limitait à la fois le courant maximum (avec un facteur de marche très faible) et le courant au facteur de marche de 60 ou 100%.
Avec un inverter, c'est un peu différent. Il y a toujours un transformateur qui va limiter le courant au facteur de marche de 60 ou 100% mais le courant maximum va avant tout être limité par l'électronique et son refroidissement.
Si l'électronique ou le dissipateur n'est pas très largement dimensionnée, seuls quelques % de facteur de marche seront possibles au courant maximum.
Dans tous les cas le courant maximum est plus souvent un choix marketing qu'un véritable choix technique du fabricant.
Ainsi pour vendre ses postes en grandes surfaces de bricolage, Air Liquide a préféré spécifier son Weldteam 170i à 160A même si c'est avec un facteur de marche de seulement 10%.
A l'inverse pour ses réseaux de distribution professionnel, Air Liquide qui vend en fait le même poste sous des habillages différents (SAF Saxo 1300G, Cemont Colt 150G ou Oerlikon Minarc 3.2GI), à préféré limiter son courant maximum à 130A pour l'afficher avec un facteur de marche un peu plus important (20%).
En général d'ailleurs les postes professionnels n'ont pas un facteur de marche inférieur à 20 ou 30% à leur courant maximum.
A l'inverse bien des postes de bricolage ont un facteur de marche de seulement 5 à 7% à leur courant maximum.
Cela n'est pas réellement utilisable en pratique (en plus se pose le problème de la tension d'arc déjà mentionné pour ces postes).
2. La surintensité de démarrage (Hot start en anglais)
C'est un mécanisme de surintensité à l'amorçage qui a deux rôles :
[*]faciliter l'amorçage en créant un court circuit de plus grande énergie et donc une étincelle plus forte lorsque l'on frotte l'électrode pour l'amorcer : il s'agit de réchauffer le bout de l'électrode pour stabiliser l'amorçage de l'arc
[*]limiter les problèmes de manque de fusion en augmentant le courant de soudage : il s'agit d'échauffer plus la pièce en début de cordon
Le premier effet dure environ un dixième de seconde alors que pour le deuxième effet, ce peut être plus proche de la seconde.
Pour le premier effet l'augmentation d'intensité peut être très forte (50 à 100%) pour avoir le maximum d'efficacité alors que pour le deuxième effet, l'augmentation doit rester limitée pour ne pas avoir d'effets négatifs (augmentation des projections).
Sur la majorité des postes d'entrée de gamme, de moyen de gamme ou même un peu plus haut de gamme mais de technologie un peu ancienne, ces deux étapes n'en font qu'une qui dure environ 0,5s et qui correspond à une augmentation moyenne du courant de soudage de 20 à 40%.
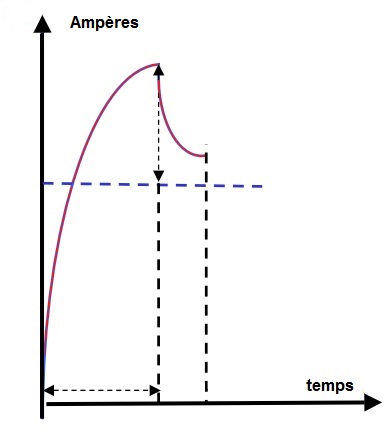
Sur quelques postes plus haut de gamme la première étape est bien distincte avec une surintensité supplémentaire pour initialiser l'arc.
Cela est obtenu soit de manière brusque par la décharge de condensateurs (Kemppi Minarc 150 ou EWM Pico 162) soit de manière contrôlée avec une régulation numérique de l'arc et une certaine réserve de puissance (ex :Esab Caddy Arc ou GYS GYSMI 195 et 206)
Il faut noter qu'en général la surintensité du hot start ne peut pas dépasser le courant maximum que le poste peut délivrer donc pour que l'on puisse profiter de cet effet, il faut avoir une certaine réserve de puissance et ne pas souder au courant maximum du poste.
Le hot start associé à la tension à vide importante et continue des inverters est vraiment quelque chose qui a un effet très significatif pour amorcer facilement les électrodes même en travaillant à faible intensité.
Sur certains postes, la surintensité du hot start peut être ajustable ce qui permet de mieux la doser selon l'épaisseur et la taille des pièces à souder.
Il faut dire que c'est une fonction moyennement utile dont l'absence peut être compensée par un geste adaptée du soudeur (revenir sur son cordon au début ou rester plus ou moins longtemps sur le début).
Tous les inverters ont une certaine forme de hot start même si selon les modèles elle est plus ou moins contrôlée et efficace.
3. L'anti collage (anti stick ou anti sticking en anglais)
C'est une fonction qui contrairement à ce que laisse penser son nom, n'empêche pas complètement le collage de l'électrode mais qui en limite en conséquence en réduisant à une très faible valeur (environ 10A) le courant lorsque l'on colle l'électrode (court circuit pendant plus d'une seconde).
Ainsi avec un très faible courant, l'électrode ne s'échauffe pas et ne colle pas vraiment si c'est à l'amorçage.
Ce système qui réduit subitement le courant de soudage lors d'un court circuit prolongé est exactement le contraire de ce qui se passe avec un poste traditionnel qui lui délivre un courant maximum lors d'un court circuit ce qui fait très vite coller sérieusement l'électrode.
Au-delà de la phase d'amorçage, le collage peut aussi survenir en cours de fusion si l'on rapproche trop l'électrode du bain de fusion.
Là ce n'est pas l'anti-collage qui est efficace mais l'arc force.
S'il est suffisamment fort il est même quasiment impossible de faire coller une électrode en la plantant dans le bain de fusion.
A noter que tous les postes inverters ont une fonction d'anti-collage.
4. L'arc force
C'est une fonction qui sert à augmenter l'intensité du courant de soudage lorsque l'électrode est sur le point d'être en court circuit avec la pièce.
Cela peut se produire :
- soit à cause d'une maladresse du soudeur qui rapproche trop l'électrode ou qui a du mal à contrôler son bain de fusion (fréquent en vertical descendant)
- soit à cause d'un transfert de métal par grosses gouttes (électrodes plus ou moins cellulosiques ou basiques) et d'un arc un peu court (mais nécessaire avec ce type d'électrodes)
Avec une intensité momentanément plus forte, le bout de l'électrode fond (et donc se raccourci) plus vite et le court circuit est soit évité soit de durée assez courte pour ne pas éteindre l'arc.
Même si l'arc force est disponible sur tous les postes inverters il en existe des implémentations très différentes qui ont aussi des effets assez variables.
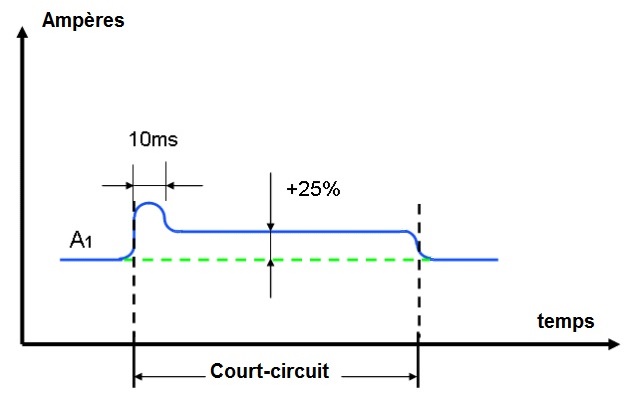
Un certain nombre de postes d'entrée de gamme ou même parfois déjà un peu plus chers (ex SAF Saxo 1600 G) n'ont pas de détection de tension d'arc court et attendent le début du court-circuit pour réagir et activer l'arc force ce qui n'est forcement pas l'idéal.
Beaucoup de postes ont toutefois une détection de tension d'arc faible qui active l'arc force avant le court circuit, par exemple si la tension d'arc est en dessous de 10V.
Après les postes peuvent réagir plus ou moins rapidement face à ces événements. Il n'y a pas besoin d'être très rapide pour détecter une maladresse du soudeur qui raccourcit trop l'arc mais par contre il faut réagir beaucoup plus rapidement pour traiter le cas des grosses gouttes de métal qui peuvent former un court circuit en moins d'une milliseconde.
Une autre notion est aussi à associer à l'arc force, c'est celle de la pente de la caractéristique courant tension du poste.
Dans l'idéal le courant de soudage devrait rester le même quelque soit la longueur de l'arc (et donc sa tension). On doit donc avoir une pente parfaitement verticale.
C'est ce que savent faire les postes les plus hauts de gamme qui ont une régulation par mesure directe du courant de soudage. Cela permet d'obtenir le cordon le plus régulier indépendant de toute imperfection du geste du soudeur ou même lors de gestes volontaires de balayage horizontaux qui conduisent à faire varier la longueur de l'arc.
Pourtant dans certains cas particuliers on peut souhaiter que le courant décroisse plus ou moins fortement lorsqu'on allonge l'arc. C?est naturellement ce que l'on a sur un poste traditionnel de faible tension à vide et c'est aussi ce que l'on a de manière moins marquée sur les inverters d'entrée ou de moyen gamme.
En particulier pour le soudage en vertical montant, on peut vouloir faire varier la longueur de l'arc pour maintenir le bain de fusion et on allonge temporairement l'arc pour réduire l'apport thermique et laisser se solidifier le bain de fusion. Pour cela il vaut mieux que le courant de soudage dépende assez fortement de la longueur; c'est-à-dire qu'il faut que le poste ait une pente moins inclinée que la verticale.
Par contre avec une pente faible il faut que le soudeur ait un geste extrêmement précis car le poste amplifiera toute imperfection du geste en faisant varier sensiblement le courant.
Ce réglage de pente nécessite que le poste puisse mesurer précisément le courant de soudage et la tension d'arc et qu'il dispose d'un réglage pour fixer sa caractéristique.
En pratique très peu de postes permettent de régler spécifiquement la pente : on peut juste citer le Transpocket 1500 de Fronius qui d'ailleurs n'appelle pas cela la pente mais la « caractéristique » et dont le réglage d'arc force est appelé « dynamique ».
Par contre on trouve plus couramment sur des postes haut de gamme un réglage de l'arc force qui est plus ou moins progressif et qui intervient à partir d'une tension d'arc pas trop faible (15 à 20V) ce qui fait qu'il agit en même temps sur la pente (effet progressif) et qu'il ne sert pas uniquement lors des court circuits (effet brusque).
Ce réglage unique est aussi une simplification pour le soudeur pour lequel la notion d'arc force n'est déjà pas toujours très claire et qu'il faut éviter de compliquer en rajoutant encore un réglage de pente encore plus complexe.
D'ailleurs pour simplifier un peu les termes, certains fabricants ne parlent pas d'arc force réglable mais proposent différents réglages d'arc. Par exemple sur les Lincoln Powertec150S et 170S il y a le choix entre un arc doux (faible arc force) et un arc vif (fort arc force).
D'autres (chez Selco par exemple) ont un choix de type d'électrode qui conditionne l'arc force. En sélectionnant Rutile l'arc force est minium alors qu'il est plus important en sélectionnant Basique ou Cellulosique.
Le réglage de l'arc force doit en effet avant tout être adapté en fonction des électrodes que l'on utilise. En choisissant un réglage d'un arc force minimum, l'arc sera le plus doux et il y aura un minimum de projections. Cela n'est possible qu'avec des électrodes rutiles qui ont un arc assez régulier. Même s'il y a des courts circuits avec de petites gouttes il vaut mieux ne pas rajouter d'intensité à ce moment là : cela permet de faire disparaître le court circuit en douceur donc sans projection.
A l'inverse avec des électrodes basiques pour lesquels on peut avoir des court circuits plus prolongés à cause de grosses gouttes, il faut pouvoir appliquer rapidement une surintensité afin de rompre ce court circuit qui pourrait déstabiliser l'arc.
L'arc force peut aussi être adapté à la position de soudage. Par exemple avec des électrodes rutiles on a vu qu'on avait intérêt à avoir un arc force faible en soudant à plat mais en position verticale ce genre d'électrode universelle à en général une tendance à avoir le bain de fusion qui coule un peu sur l'arc et dans ces conditions un arc force plus important facilite beaucoup le travail.
Tous les postes à souder ont un dispositif d'arc force mais seuls les plus haut de gamme permettent de le régler car cela nécessite une commande d'arc plus avancée.
Lorsqu'il n'est pas réglable, l'arc force est à un niveau moyen qui permet de s'accommoder des différentes électrodes en étant plutôt orienté électrode rutile que basique.
Sur des postes plus orienté bricolage ou semi-profesionnel, l'arc force à tendance à être plus faible (15 à 20% ) alors que sur des postes plus orientés soudage professionnel avec des électrodes basiques, l'arc force peut être plus important (30 à 40%) et cela peut créer plus de projections.
Il faut aussi noter que pour profiter de l'arc force, il faut disposer d'une réserve de puissance car si le poste doit rajouter momentanément 30% de courant en plus, il ne faut pas qu'il soit déjà réglé au maximum car sinon il ne peut en général pas fournir d'arc force.
C'est pour cela que pour utiliser des électrodes de 3,2mm tout en profitant de l'arc force, il est préférable d'avoir un poste avec un courant maximum de 140 à 160A même si on ne le règle jamais au-delà de 120A.
De même avec des électrodes de 4mm, un poste avec un courant maximum de 180 à 200A pourra profiter de l'arc force ce qui ne sera pas possible avec un poste de 150 à 160A.
5. Quelques liens Internet utiles
6. Vos commentaires et réactions sur cet article
Envoyer un message privé à l'auteur arnaud72 :

Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
7.Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal

