Le procédé de soudage à l'arc à l'électrode enrobée (Pour info : MMA (Metal Manual Arc)) est l'un des procédés de soudage les plus utilisés pour les travaux de la maison par les particuliers, dans les ateliers et principalement sur les chantiers par les professionnels.
Cet article technique décrit les principes essentiels de ce procédé de soudage à l'arc électrique.
1 - Définition du procédé de soudage à l'arc avec éléctrodes enrobées
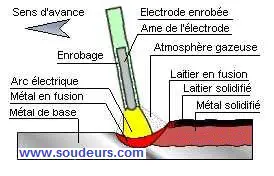
Le soudage à l'arc à l'électrode enrobée (SAEE / MMA / SMAW /111) est réalisé à partir d'un arc électrique créé et entretenu entre l'âme métallique de l'électrode et la pièce à souder. L'énergie calorifique de l'arc fait fondre simultanément et très localement la pièce à assembler, l'âme métallique de l'électrode et l'enrobage pour constituer le bain de fusion et après refroidissement le cordon de soudure recouvert d'un laitier protecteur qui se détache plus ou moins facilement. L'enrobage de l'électrode fond avec un léger retard par rapport à l'âme métallique.
Un générateur électrique fournit le courant continu ou alternatif avec une intensité variant de 30 à 400 ampères en fonction de différents paramètres comme le diamètre de l'électrode, la nature de l'enrobage, la position de soudage, le type d'assemblage, la dimension et la nuance des pièces à assembler. La tension à vide du générateur (Uo) doit être supérieure à la tension d'amorçage (surtout en courant alternatif). Sa valeur doit être comprise entre 40 et 80 volts.
2 - Principe du procédé de soudage à l'arc avec électrodes enrobées
L'électrode enrobée est placée et serrée sur la pince porte-électrode relié sur l'une des bornes électriques de sortie du poste de soudage.
Le connecteur de pièce est reliée au générateur et est placée sur la pièce à souder. L'amorçage de l'arc est réalisée en frottant l'extrémité généralement graphitée de l'électrode sur la pièce et en écartant de quelques millimètres le bout de l'électrode lorsque l'arc jaillit. Ensuite il faut entretenir cet arc électrique afin d'éviter la rupture d'arc en veillant à maintenir une distance constante la plus faible possible entre le bout de l'électrode et la pièce à souder.
3 - Définition de l'électrode enrobée
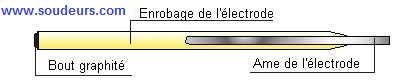
L'électrode est constituée de deux parties distinctes :
L'âme : partie métallique cylindrique placée au centre de l'électrode. Son rôle principal est de conduire le courant électrique et d'apporter le métal déposé de la soudure.
L'enrobage : partie extérieure cylindrique de l'électrode. Il participe à la protection du bain de fusion de l'oxydation par l'air ambiant en générant une atmosphère gazeuse entourant le métal en fusion. L'enrobage dépose, lors de sa fusion, un laitier protecteur sur le dessus du cordon de soudure. Ce laitier protège le bain de fusion de l'oxydation et d'un refroidissement trop rapide. L'enrobage a un rôle électrique, assure la stabilité et la continuité de l'arc par son action ionisante. L'enrobage a un rôle métallurgique, il permet d'apporter les éléments chimiques spéciaux d'addition nécessaires. Sa composition chimique et physique est très complexe.
Le diamètre de l'électrode enrobée varie de Ø 1,6 à Ø 8 mm.
Plus le diamètre est faible et plus la difficulté de soudage est grande.
La longueur totale est comprise entre 250 et 500 mm. Certaines électrodes peuvent atteindrent 1 mètre pour des applications spécifiques (soudage automatique à l'arc électrique avec électrodes enrobées).
4 - Classification des enrobages des électrode enrobées
Acide ou A (à base d'oxyde de fer et de ferro-alliages)
Basique ou B (à base de carbonate de calcium et de fluor de calcium)
Cellulosique ou C (à base de cellulose)
Oxydant ou O (à base d'oxyde de fer et de ferro-alliages)
Rutile ou R (à base d'oxyde de titane)
Haut rendement ou RR (à base de poudre métallique)
Spécial ou S
Les électrodes enrobées utilisées sont couramment :
Rutiles pour les travaux courants.
Basiques pour tous les travaux de sécurité (appareils à pression)
Cellulosiques pour les soudures à forte pénétration en position descendante
5 - Étuvage des électrodes enrobées
Les électrodes à enrobage basique et rutilo-basiques doivent être étuvées dans un four-étuve à 300° Celsius pendant 2 heures. Après étuvage, les électrodes à enrobage basique et rutilo-basiques doivent être conservées à une température de 120° Celsius dans des étuves portatives sur le lieu de soudage. Les autres types d'électrodes à enrobage rutile, cellulosique et acide sont conservées dans un local chauffé avec une humidité relative inférieure à 60%.
Un nouveau système de fabrication et d'emballage sous vide permet d'obtenir des électrodes à enrobage basique à très faible taux d'humidité qui ne nécessitent aucun étuvage avant utilisation.(SAFDRY ou VACPAC)
6 - Paramètres de soudage par diamètre des électrode enrobées
Lorsque l'intensité est trop faible, il y a collage de l'électrode enrobée sur la pièce à souder, la fusion est molle et la pénétration est faible, l'amorçage est difficile, une instabilité de l'arc et une mauvaise compacité du métal déposé (présence de défaut type soufflure et inclusion de laitier)
Lorsque l'intensité est trop forte, vous constatez des projections importantes au abord du joint, des écoulements de métal lors du soudage en position.
| Intensité moyenne de soudage pour la position à plat | ||||
| Ø électrode | Enrobage mince | Enrobage semi-épais | Enrobage épais | Enrobage R% 110 / 130 |
| Ø 1,6 mm | 25 A | 30 A | 35 A | |
| Ø 2,0 mm | 40 A | 50 A | 55 A | |
| Ø 2,5 mm | 60 A | 70 A | 75 A | 80 A |
| Ø 3,2 mm | 90 A | 100 A | 110 A | 115 A |
| Ø 4,0 mm | 130 A | 150 A | 160 A | 170 A |
| Ø 5,0 mm | 170 A | 190 A | 200 A | 220 A |
Le réglage de l'intensité appliquée à l'électrode dépend :
[*]du diamètre de l'électrode (voir tableau ci-dessus)
[*]de la nature de l'âme de l'électrode
[*]de la nuance des pièces à assembler
[*]de la position de soudage
[*]du type d'assemblage rencontré
[*]de l'épaisseur des pièces à souder
| Intensité moyenne de soudage pour la position à plat | ||||||
| Epaisseur | Ø 1,6 mm | Ø 2,0 mm | Ø 2,5 mm | Ø 3,2 mm | Ø 4,0 mm | Ø 5,0 mm |
| 2 mm | 30 A | 45 A | ||||
| 3 mm | 60 A | 70 A | 90 A | |||
| 4 mm | 80 A | 100 A | 120 A | |||
| 5 mm | 90 A | 110 A | 130 A | 160 A | ||
| 6 mm | 90 A | 120 A | 140 A | 160 A | ||
| 8 mm | 90 A | 125 A | 150 A | 170 A | ||
| 10 mm | 130 A | 160 A | 190 A | |||
| 12 mm | 130 A | 170 A | 190 A | |||
| 15 mm | 130 A | 170 A | 200 A | |||
| 20 mm | 190 A | 220 A | ||||
7 - Formules de calcul pour déterminer les paramètres par diamètre des électrode enrobées
Calcul de l'intensité de soudage :
L'intensité de soudage est donnée par la formule suivante :
I= 50 x (e-1) avec e : Ø de l'électrode
Electrode Ø2.5 mm :
I= 50 x (2.5-1) = 75 A
Electrode Ø3.15 mm :
I= 50 x (3.15-1) = 107.5 A
Calcul de la tension de soudage :
La tension de soudage est donnée par la formule suivante :
U= 20 + (0.04 x I)
Electrode Ø2.5 mm :
U= 20 + (0.04 x 75) = 23 V
Electrode Ø3.15 mm :
U= 20 + (0.04 x 107.5) = 24.3 V
Calcul de l'énergie de soudage :
L'énergie de soudage est donnée par la formule suivante :
E= (60xUxI)/(1000xVs) avec Vs la vitesse d'avance
Pour un soudage à l'arc avec électrode enrobée avec une vitesse de soudage Vs :
Vs = 20 cm/min
Electrode Ø 2.5 mm :
E= (60x23x75)/(1000x20) = 5.175 kJ/cm
Electrode Ø 3.15 mm :
E= (60x24.3x107.5)/(1000x20) = 7.84 kJ/cm
8 - Vitesse et énergie de soudage par diamètre des électrode enrobées
| Vitesse et énergie de soudage ou apport de chaleur pour la position à plat | ||||
| Apport de chaleur | Ø 2,5 mm (80A x 22,5V) | Ø 3,2 mm (120A x 23V) | Ø 4,0 mm (160A x 24V) | Ø 5,0 mm (210A x 25V) |
| 6 kJ / cm | 18 cm/min | |||
| 8 kJ / cm | 13,5 cm/min | 20,7 cm/min | ||
| 10 kJ / cm | 10,8 cm/min | 16,6 cm/min | 23 cm/min | |
| 12 kJ / cm | 9,0 cm/min | 13,8 cm/min | 19,2 cm/min | 26,25 cm/min |
| 14 kJ / cm | 7,7 cm/min | 11,8 cm/min | 16,4 cm/min | 22,5 cm/min |
| 16 kJ / cm | 6,75 cm / min | 10,35 cm/min | 14,4 cm/min | 19,7 cm/min |
| 18 kJ / cm | 9,2 cm/min | 12,8 cm/min | 17,5 cm/min | |
| 20 kJ / cm | 11,5 cm/min | 15,75 cm/min | ||
| 25 kJ / cm | 9,2 cm/min | 12,6 cm/min | ||
| 30 kJ / cm | 10,5 cm/min | |||
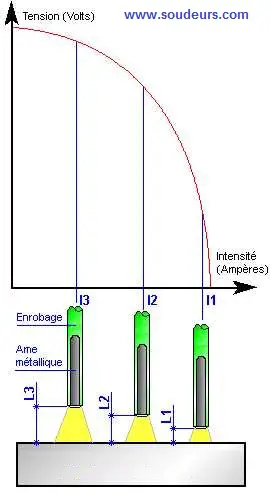
9 - La courbe de caractéristique plongeante de l'intensité et de la tension
| Les générateurs de soudage à l'arc à l'électrode enrobée sont à caractéristiques plongeantes, c'est à dire que lorsque la hauteur de l'arc électrique est modifiée (par le mouvement de l'électrode par le soudeur), l'intensité du courant est modifiée très faiblement.L'intensité du courant de soudage diminue lorsque la longueur d'arc augmente. Inversement, lorsque la longueur d'arc diminue, l'intensité augmente. |
 |
10 - La polarité de l'électrode enrobée
| Les passes de pénétration (non reprises à l'envers) réalisées à l'électrode enrobée à enrobage basique B avec un générateur à courant continu sont généralement effectuées avec la polarité négative à la pince porte électrode. La polarité négative à l'électrode enrobée est souvent utilisée pour les enrobages de type rutiles quelque soit le type d'assemblage. Selon le type d'enrobage, la pénétration peut être plus importante que la polarité positive à l'électrode. |
 |
|
[*]La fiche du câble de la pince porte-électrode est raccordée à la borne(-) [*]La fiche du câble de la pince de masse ou connecteur de pièce est raccordée à la borne (+) |
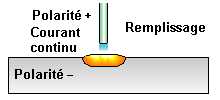
| Les passes de remplissage et de finition réalisées à l'électrode enrobée avec enrobage basique B avec un générateur à courant continu sont généralement effectuées avec la polarité positive à l'électrode. |
 |
|
[*]La fiche du câble de la pince porte-électrode est raccordée à la borne(+) [*]La fiche du câble de la pince de masse ou connecteur de pièce est raccordée à la borne (-) |
Polarité directe courant continu : DC-
c’est à dire pôle négatif à l’électrode pour les électrodes à enrobage acide et enrobage semi-volatile avec moins de 10% de cellulose, la polarité directe est utilisée pour la première passe de racine car elle favorise le contrôle du bain ainsi que la pénétration.
DC-
[*] électrodes rutiles
[*] Basiques en passe de racine (chanfreins)
DC- => bain plus maniable - Passe de pénétration en Basique
Polarité inverse courant continu : DC+
c’est a dire pôle positive à l’électrode pour les électrodes à enrobage basique et les enrobages à haute teneur en matières cellulosique.
DC+
[*]électrodes Inox toujours DC+, pour ne pas trop chauffer la pièce
[*]électrodes cellulosiques
[*]Basiques
DC+ => rendement plus élevé - Passe de remplissage en Basique
11 - Les différents transferts du métal dans l'arc de soudage
Le transfert du métal dans l'arc est la manière dont les gouttes de métal à l'état liquide se détachent de l'âme de l'électrode pour aller plonger dans le bain de fusion.
Le transfert d'arc se fait toujours de l'électrode vers la pièce quelques soient la nature du courant (alternatif ou continu), la polarité de l"électrode en courant continu (positive ou négative), l'intensité appliquée et la position de soudage utilisée.
Nous pouvons distinguer trois types de transfert de métal dans l'arc suivant la nature de l'enrobage :
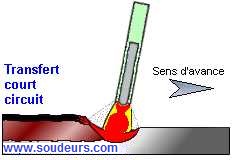 |
Le transfert par court-circuit :La fusion est globulaire mais la goutte pendante touche le bain de fusion avant de se décrocher de l'âme de l'électrode produisant un écoulement du métal à l'état liquide. |
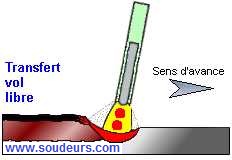 |
Le transfert en vol libre :Des gouttes de métal de diamètre équivalent à celui de l'âme de l'électrode se détachent de celle-ci et transitent suivant des trajectoires diverses vers le bain de fusion. |
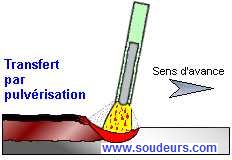 |
Le transfert par pulvérisation :De nombreuses gouttes, de diamètre varié, se détachent de l'électrode de manière désordonnée |
12 - Les différents types de générateurs de soudage
Les générateurs de soudage transforment le courant du réseau (tension élevée et faible intensité) en courant de soudage (tension relativement faible et intensité élevée). Ils permettent un réglage de l'intensité du courant de soudage.
Les différents types de postes de soudage ou générateurs sont :
[*]Les transformateurs statiques monophasés qui fournissent du
courant alternatif à 50 hertz. Ces postes sont les plus économiques du
marché et les plus simples.
[*]Les transformateurs statiques monophasés ou triphasés à redresseur
(pont de diodes, thyristors ou transistors) qui fournissent du courant
continu. Les bornes électriques de sortie sont repérées par les signes
conventionnels (+) et (-).
[*]Les groupes rotatifs à changeur de fréquence. Ils se composent
d'un moteur entraînant une génératrice à courant alternatif de 150 à
450 Hertz.
[*]Les transformateurs rotatifs à redresseur qui fournissent un
courant continu redressé.
13 - Le croquis didactique du procédé de soudage 111
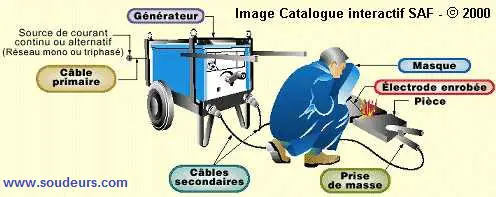
14 - Installation de soudage à l'arc à l'électrode enrobée
[LIST=1]
[*]Un générateur de courant (poste de soudage)
[*]Une pince porte-électrode avec câble conducteur
[*]Une pince de masse ou connecteur de pièce avec câble conducteur
[*]Une étuve portative pour les électrodes basiques
[*]Un masque avec verres teintés spéciaux de 11 à 13
[*]Une combinaison de soudeur et gants en cuir souple
[*]Un marteau à piquer et une brosse métallique
[*]Une meuleuse d'angle électrique
[*]Des écrans ou rideaux de protection
[*]Une ventilation dans les endroits confinés
15- Quelques préparations de joints
| QUELQUES PRÉPARATIONS DE JOINTS | |||
| Epaisseur en mm | Fourchette d'intensité | Ø électrode | Préparation |
| De 1,0 à 2,5 mm | 30 à 60 ampères | Ø 1,6 mm | 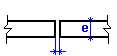 |
| De 2,0 à 4,0 mm | 50 à 90 ampères | Ø 2,0 à 3,2 mm | |
| De 4,0 à 20 mm | 60 à 200 ampères | Ø 2,5 à 5,0 mm | 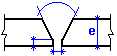 |
| De 4,0 à 20 mm | 70 à 200 ampères | Ø 2,5 à 5,0 mm |  |
| De 8,0 à 30 mm | 80 à 200 ampères | Ø 3,2 à 5,0 mm | 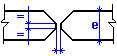 |
16 - Les défauts rencontrés lors du soudage à l'arc avec électrode enrobée
| TABLEAU DES DÉFAUTS RENCONTRES | ||
| DÉFAUTS RENCONTRES | ORIGINES PROBABLES | SOLUTION A ADOPTER |
| Morsures et caniveaux le long du cordon de soudure |
Mauvais balancement de l'électrode Intensité de soudage trop élevée Vitesse de soudage trop rapide Tôles insuffisamment blanchies |
Insister sur les bords du chanfrein lors du soudage. Vérifier les paramètres de soudage. Nettoyer correctement les rives. |
| Cordon trop bombé ou cordon trop creux |
Vitesse de soudage inadaptée et intensité mal réglée. | Vérifier vos valeurs de soudage et faites varier les deux paramètres lors du soudage. |
| Manque de pénétration | Diamètre de l'électrode trop grosse en première passe. Préparation des chanfreins inadaptée. Jeu d'écartement entre les deux pièces trop faible ou non constant. Entraînement du soudeur insuffisant. |
|
| Soufflures dans la soudure | Causes multiples : Pièces humides ou sales. Électrodes non étuvées donc humides. Arc trop long lors du soudage. Intensité trop faible. |
Sécher et dégraisser les pièces à assembler. Étuver les électrodes basiques dans un four à 300° C pendant au moins 1 heure. Étuver les électrodes rutiles dans un four à 100° C pendant au moins 1 heure. Réduire la distance électrode/pièce lors du soudage. |
| Projections sur les bords des pièces | Intensité trop forte. Mauvais raccordement de le connecteur de pièce. Électrodes non étuvées | Adapter l'intensité du courant au diamètre de l'électrode. Étuver les électrodes basiques dans un four à 300° C pendant au moins 1 heure. Étuver les électrodes rutiles dans un four à 100° C pendant au moins 1 heure. |
| Rougissement important de l'électrode | Intensité trop élevée. Arc trop long lors du soudage. | Adapter l'intensité du courant au diamètre de l'électrode. Réduire la distance électrode/pièce lors du soudage. |
17 - Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
18 - Quelques liens Internet utiles
19 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
20 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal

Par: Dominique ADMIN