
Le contrôle visuel selon NF EN ISO 17637 Mai 2011 du cordon de soudure est obligatoire pour les essais de qualification de soudeur selon NF EN 287-1 Septembre 2011 et les essais de qualification de mode opératoire de soudage selon NF EN ISO 15614-1/A2 Mai 2012 .
Pour mémoire, une qualification de soudeur, d'opérateur et/ou une qualification de mode opératoire de soudage est qualifiée si les défauts de forme et de compacité dans l'assemblage de qualification sont dans les limites du niveau de qualité B spécifiées dans la NF EN ISO 5817 Novembre 2007 sauf pour les types de défauts suivants :
Les surépaisseurs excessives, les convexités excessives, les gorges excessives et les excès de pénétration pour lesquels le niveau C doit s'appliquer.
NOTE
La corrélation entre les niveaux de qualité de la NF EN ISO 5817 Novembre 2007 et les niveaux d'acceptations des différentes méthodes END.
2 - L'excès de pénétration des soudures - Excess root penetration
L'excès de pénétration est le métal d'apport excédentaire à la racine d'une soudure bout à bout par fusion réalisée d'un seul côté. Ce type d'imperfection selon son importance peut générer des effets indésirables dans l'écoulement du fluide qui peuvent causer l'érosion, la cavitation et / ou des problèmes de corrosion.
2 - 1 - Cause probable de l'excès de pénétration des soudures
Le cordon de pénétration en racine devient excessive lorsque le jeu (écart) entre les deux pièces est trop important, les talons de chanfrein sont trop faibles, l'apport de chaleur est trop élevé ou une combinaison de ces causes.
L'excès de pénétration peut être aussi la conséquence d'un manque de dextérité et d'expérience du soudeur.
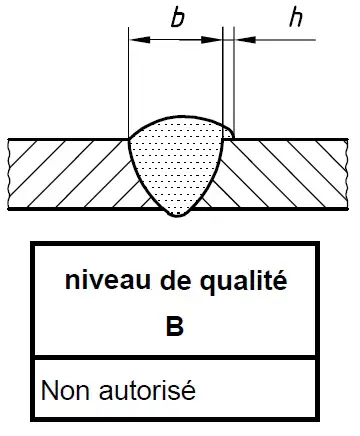
2 - 2 - Critère d'acceptation de l'excès de pénétration des soudures
Un pense-bête pour les soudeurs concernant le critère d'acceptation de l'excès de pénétration des soudures bout à bout (Défaut N° 504) selon NF EN ISO 5817 Novembre 2007 pour les qualifications de soudeurs et les qualifications de mode opératoire de soudage.
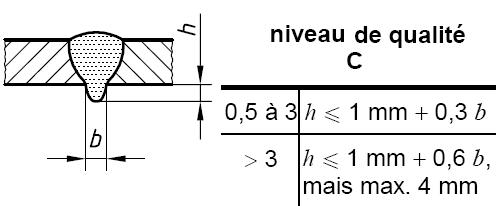
Si épaisseur soudée supérieure à 0,5 mm et inférieure à 3 mm
Si b = 2 mm alors h doit être < 1,6 mm ou = 1,6 mm maxi
Si b = 3 mm alors h doit être < 1,9 mm ou = 1,9 mm maxi
Si b = 4 mm alors h doit être < 2,2 mm ou = 2,2 mm maxi
Si b = 5 mm alors h doit être < 2,5 mm ou = 2,5 mm maxi
Si épaisseur soudée supérieure à 3 mm
Si b = 2 mm alors h doit être < 2,2 mm ou = 2,2 mm maxi
Si b = 3 mm alors h doit être < 2,8 mm ou = 2,8 mm maxi
Si b = 4 mm alors h doit être < 3,4 mm ou = 3,4 mm maxi
Si b = 5 mm alors h doit être < 4,0 mm ou = 4,0 mm maxi
Si b = 6 mm alors h doit être < 4,0 mm ou = 4,0 mm maxi
Si b = 7 mm alors h doit être < 4,0 mm ou = 4,0 mm maxi
2 - 3 - Comment éviter l'excès de pénétration des soudures
Il est important de respecter la procédure de mode opératoire de soudage indiquée dans le DMOS. Si la présence du défaut est imputable à la dextérité et au savoir faire du soudeur, il est indispensable de poursuivre la formation pratique du soudeur.
3 - La surépaisseur excessive des soudures - Excess weld metal or reinforcement
Cet excès de métal de soudure parfaitement visible en surface est situé sur la face externe du joint de soudure.
Le terme américain reinforcement utilisé dans les spécifications ASME / AWS est à éviter en Europe car ce terme implique qu'il ajoute de la résistance au joint soudé, ce qui n'est pas vrai.
3 - 1 - Causes probables de la surépaisseur excessive des soudures
La surépaisseur excessive est une imperfection formée par un apport excessif de métal fondu en finition.
C'est généralement le résultat d'une méthodologie inadaptée du soudeur en soudage manuel , mais aussi par des paramètres inadéquats en soudage automatique (trop de vitesse de fil d'apport par exemple).
3 - 2 -Critère d'acceptation de la surépaisseur excessive des soudures
Un pense-bête pour les soudeurs concernant le critère d'acceptation de la surépaisseur excessive des soudures bout à bout (Défaut N° 502) selon NF EN ISO 5817 Novembre 2007 pour les qualifications de soudeurs et les qualifications de mode opératoire de soudage.
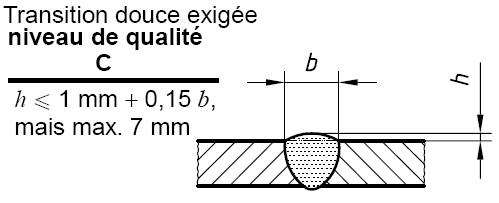
Si b = 5 mm alors h doit être < 1,75 mm ou = 1,75 mm maxi
Si b = 10 mm alors h doit être < 2,5 mm ou = 2,5 mm maxi
Si b = 15 mm alors h doit être < 3,25 mm ou = 3,25 mm maxi
Si b = 20 mm alors h doit être < 4,0 mm ou = 4,0 mm maxi
Si b = 25 mm alors h doit être < 4,75 mm ou = 4,75 mm maxi
Si b = 30 mm alors h doit être < 5,5 mm ou = 5,5 mm maxi
Si b = 35 mm alors h doit être < 6,25 mm ou = 6,25 mm maxi
Si b = 40 mm alors h doit être < 7,0 mm ou = 7,0 mm maxi
Si b = 45 mm alors h doit être < 7,0 mm ou = 7,0 mm maxi
Si b = 50 mm alors h doit être < 7,0 mm ou = 7,0 mm maxi
3 - 3 - Comment éviter la surépaisseur excessive des soudures
Il faut parfois prévoir une sous-épaisseur (- 1 mm ou - 2 mm par rapport à la génératrice de la pièce) avant de réaliser la ou les passes de finition.
Il faut par exemple augmenter la tension de soudage ou bien encore la vitesse d'avance de la tête de soudage pour limiter la surépaisseur externe de soudure dans une limite acceptable.
Il faut entraîner le soudeur si l'imperfection est le résultat d'un manque de dextérité dans la technique de soudage.
4 - L'effondrement et le manque d'épaisseur -
Le manque d'épaisseur est le métal d'apport manquant en finition qui se traduit par une sous épaisseur à la surface d'une soudure bout à bout par fusion. Ce type d'imperfection selon son importance peut générer des ruptures en soudure par manque de résistance mécanique.
4 - 1 - Cause probable de l'effondrement ou manque d'épaisseur
Le cordon de finition en surface est creux lorsqu'il n'y a pas assez de métal d'apport déposé.
L'effondrement ou manque d'épaisseur peut être aussi la conséquence d'un manque de dextérité et d'expérience du soudeur.
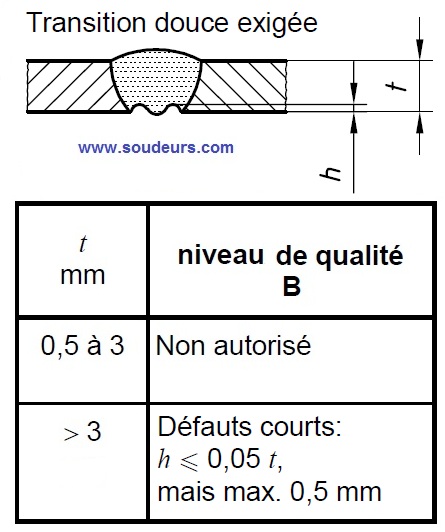
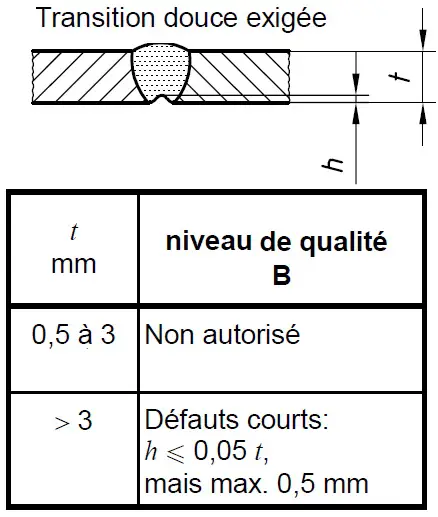
4 - 2 - Critère d'acceptation de l'effondrement ou de manque d'épaisseur des soudures
Un pense-bête pour les soudeurs concernant le critère d'acceptation de l'effondrement ou de manque d'épaisseur des soudures bout à bout (Défaut N° 509 et 511) selon NF EN ISO 5817 Novembre 2007 pour les qualifications de soudeurs et les qualifications de mode opératoire de soudage.
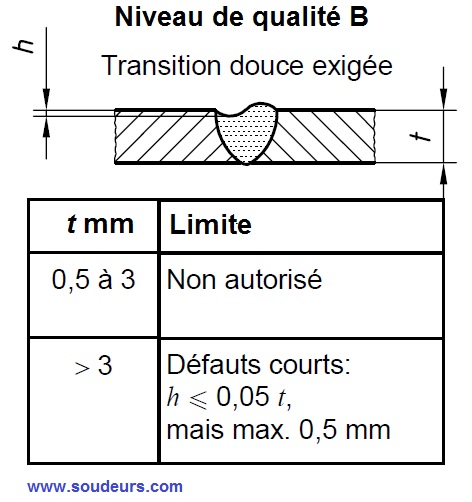
Si épaisseur soudée supérieure à 0,5 mm et inférieure ou égale à 3 mm
Aucun manque d'épaisseur toléré.
Si épaisseur soudée supérieure à 3 mm
Si t = 4 mm alors h doit être < 0.20 mm ou = 0,20 mm maxi
Si t = 5 mm alors h doit être < 0.25 mm ou = 0.25 mm maxi
Si t = 6 mm alors h doit être < 0.30 mm ou = 0.30 mm maxi
Si t = 7 mm alors h doit être < 0.35 mm ou = 0.35 mm maxi
Si t = 8 mm alors h doit être < 0.40 mm ou = 0.40 mm maxi
Si t = 9 mm alors h doit être < 0.45 mm ou = 0.45 mm maxi
Si t = 10 mm alors h doit être < 0.50 mm ou = 0.50 mm maxi
4 - 3 - Comment éviter l'effondrement ou le manque d'épaisseur des soudures
Si la présence du défaut est imputable à la dextérité et au savoir faire du soudeur, il est indispensable de poursuivre la formation pratique du soudeur.
Il est facile de rajouter une passe de finition pour éliminer ce défaut.
5 - La morsure et le caniveau - Undercut
La morsure ou le caniveau est un manque d'épaisseur plus ou moins marquée sur les bords de la soudure suite à une fusion du métal de base par l'arc électrique et le non remplissage de cette fusion par le métal en fusion. Ce type d'imperfection selon son importance peut générer des fissures ou des ruptures en fatigue par concentration de contrainte.
5 - 1 - Cause probable de la morsure et du caniveau
Un arc électrique large ou une hauteur d'arc importante (tension d'arc élevée) qui fond le métal de base avec un remplissage insuffisant (grande vitesse de déplacement) est la cause habituelle de cette imperfection.
L'inclinaison inadaptée de la torche de soudage peut être à l'origine du défaut.
Une intensité de soudage importante en finition sur une pièce trop chaude génère aussi des morsures et caniveaux.
5 - 2 - Critère d'acceptation de la morsure et du caniveau des soudures
Un pense-bête pour les soudeurs concernant le critère d'acceptation de la morsure et du caniveau des soudures bout à bout (Défaut N° 5011 et 5012) selon NF EN ISO 5817 Novembre 2007 pour les qualifications de soudeurs et les qualifications de mode opératoire de soudage.
Si épaisseur soudée supérieure à 0,5 mm et inférieure ou égale à 3 mm
Aucune morsure et / ou caniveau toléré.
Si épaisseur soudée supérieure à 3 mm
Si t = 4 mm alors h doit être < 0.20 mm ou = 0,20 mm maxi
Si t = 5 mm alors h doit être < 0.25 mm ou = 0.25 mm maxi
Si t = 6 mm alors h doit être < 0.30 mm ou = 0.30 mm maxi
Si t = 7 mm alors h doit être < 0.35 mm ou = 0.35 mm maxi
Si t = 8 mm alors h doit être < 0.40 mm ou = 0.40 mm maxi
Si t = 9 mm alors h doit être < 0.45 mm ou = 0.45 mm maxi
Si t = 10 mm alors h doit être < 0.50 mm ou = 0.50 mm maxi
5 - 3 - Comment éviter la morsure et le caniveau en bordure des soudures
Cette imperfection peut être évitée en réduisant la vitesse de soudage et / ou le courant de soudage et en maintenant constamment une longueur d'arc correcte.
Si la présence du défaut est imputable à la dextérité et au savoir faire du soudeur, il est indispensable de poursuivre la formation pratique du soudeur.
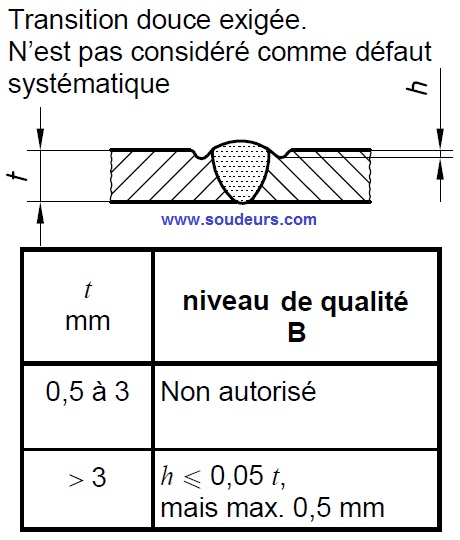
6 - Le caniveau à la racine - Root Undercut
Le caniveau racine est un manque d'épaisseur plus ou moins marquée sur les bords de la pénétration de la soudure en racine suite à une fusion du métal de base par l'arc électrique et le non remplissage de cette fusion par le métal d'apport en fusion. Ce type d'imperfection selon son importance peut générer des corrosions, des fissures ou des ruptures en fatigue par concentration de contrainte.
6 - 1 - Cause probable du caniveau à la racine
Un arc électrique large ou une hauteur d'arc importante (tension d'arc élevée) qui fond le métal de base avec un remplissage insuffisant (grande vitesse de déplacement) est la cause habituelle de cette imperfection.
L'inclinaison inadaptée de la torche de soudage selon la position de soudage peut être à l'origine du défaut.
6 - 2 - Critère d'acceptation du caniveau à la racine des soudures
Un pense-bête pour les soudeurs concernant le critère d'acceptation du caniveau racine des soudures bout à bout (Défaut N° 5013) selon NF EN ISO 5817 Novembre 2007 pour les qualifications de soudeurs et les qualifications de mode opératoire de soudage.
Si épaisseur soudée supérieure à 0,5 mm et inférieure ou égale à 3 mm
Aucune morsure et / ou caniveau toléré.
Si épaisseur soudée supérieure à 3 mm
Si t = 4 mm alors h doit être < 0.20 mm ou = 0,20 mm maxi
Si t = 5 mm alors h doit être < 0.25 mm ou = 0.25 mm maxi
Si t = 6 mm alors h doit être < 0.30 mm ou = 0.30 mm maxi
Si t = 7 mm alors h doit être < 0.35 mm ou = 0.35 mm maxi
Si t = 8 mm alors h doit être < 0.40 mm ou = 0.40 mm maxi
Si t = 9 mm alors h doit être < 0.45 mm ou = 0.45 mm maxi
Si t = 10 mm alors h doit être < 0.50 mm ou = 0.50 mm maxi
6 - 3 - Comment éviter le caniveau à la racine des soudures
Cette imperfection peut être évitée en réduisant la vitesse de soudage et / ou le courant de soudage et en maintenant constamment une longueur d'arc correcte.
Si la présence du défaut est imputable à la dextérité et au savoir faire du soudeur, il est indispensable de poursuivre la formation pratique du soudeur.
7 - Le débordement - Overlap
Il s'agit d'un écoulement du bain du fusion sur le bord du métal de base sans aucune fusion.
7 - 1 - Cause probable du débordement
La cause la plus probable est l'inexpérience du soudeur par une mauvaise manipulation de son électrode enrobée ou de sa torche de soudage.
L'origine de cette imperfection peut être aussi la présence d'oxydes sur la surface du métal de base qui empêche la fusion du métal fondu sur la pièce.
7 - 2 - Critère d'acceptation du débordement de soudure
Un pense-bête pour les soudeurs concernant le critère d'acceptation du débordement de soudure bout à bout (Défaut N° 506) selon NF EN ISO 5817 Novembre 2007 pour les qualifications de soudeurs et les qualifications de mode opératoire de soudage.
7 - 3 - Comment éviter le débordement de soudure
Cette imperfection peut être évitée en réduisant le volume du bain de fusion.
Un nettoyage efficace des bords à souder et de la surface du métal de base peut limiter cette imperfection.
Si la présence du défaut est imputable à la dextérité et au savoir faire du soudeur, il est indispensable de poursuivre la formation pratique du soudeur.
Pour bien évaluer un débordement qui est relativement difficile à déceler, il faut réaliser un ressuage coloré de la surface de la soudure et des bords adjacents.
8 - La retassure en racine - Root concavity
Il s'agit d'un sillon peu profond qui peut se produire dans la racine d'une soudure bout à bout.
8 - 1 - Cause probable de la retassure
La retassure en racine est provoquée par le retrait du bain de soudure dans le sens travers de l'épaisseur de la soudure. La fusion de la passe de fond par le deuxième passage (hot run) peut aussi produire cette retassure de racine ou concavité.
Cette imperfection est souvent associée au soudage TIG / 141 / GTAW.
Des vitesses de soudage trop élevées favorisent la formation de la retassure en racine.
8 - 2 - Critère d'acceptation de la retassure en racine de soudure
Un pense-bête pour les soudeurs concernant le critère d'acceptation de la retassure en racine de soudure bout à bout (Défaut N° 515) selon NF EN ISO 5817 Novembre 2007 pour les qualifications de soudeurs et les qualifications de mode opératoire de soudage.
Si épaisseur soudée supérieure à 0,5 mm et inférieure ou égale à 3 mm
Aucune retassure en racine tolérée.
Si épaisseur soudée supérieure à 3 mm
Si t = 4 mm alors h doit être < 0.20 mm ou = 0,20 mm maxi
Si t = 5 mm alors h doit être < 0.25 mm ou = 0.25 mm maxi
Si t = 6 mm alors h doit être < 0.30 mm ou = 0.30 mm maxi
Si t = 7 mm alors h doit être < 0.35 mm ou = 0.35 mm maxi
Si t = 8 mm alors h doit être < 0.40 mm ou = 0.40 mm maxi
Si t = 9 mm alors h doit être < 0.45 mm ou = 0.45 mm maxi
Si t = 10 mm alors h doit être < 0.50 mm ou = 0.50 mm maxi
8 - 3 - Comment éviter la retassure en racine de soudure
Si la présence du défaut est imputable à la dextérité et au savoir faire du soudeur, il est indispensable de poursuivre la formation pratique du soudeur.
9 - Quelques liens Internet utiles
10 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
