
1 - Définition du procédé de soudage par résistance à la molette
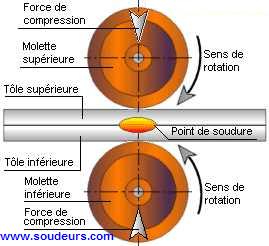
Les pièces à souder sont superposées et sont serrées localement entre deux molettes en alliage de cuivre. L'ensemble pièces / molettes est traversé par un courant de soudage qui provoque une élévation de température par effet Joule à l'interface des deux pièces et la fusion localisée des deux pièces dans la zone de positionnement des deux molettes.
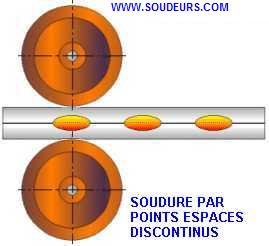
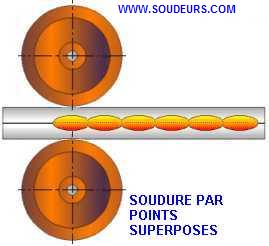
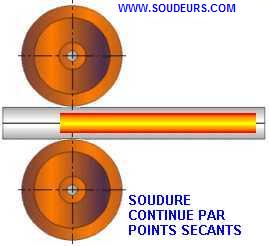
Le soudage à la molette permet d'obtenir une soudure continue et étanche lorsque le passage de courant est continu.
2 - Rappel de base d'électricité
Loi de Joule : Lorsqu'un courant électrique parcourt un conducteur, la quantité de chaleur dégagée est proportionnelle au carré de l'intensité du courant et au temps.
W (en joules) = R (Ohm) x I[SUP]2[/SUP] (Ampères) x t (secondes)
Résistance : La résistance d'un conducteur, à température ambiante, est :
[*]proportionnelle à sa longueur
[*]inversement proportionnelle à sa section
[*]fonction du matériau constitutif de l'âme du conducteur
R (Ohm) = p (micro-Ohm/cm/cm[SUP]2[/SUP]) x ( L (cm) / S (cm[SUP]2[/SUP]))
La résistivité est l'opposition d'un matériau au passage du courant électrique. Les électrodes en cuivre présentent une résistivité faible (1,7 micro-ohm/cm/cm[SUP]2[/SUP])
3 - Installation pour le soudage par résistance à la molette
Les installations de soudage à la molette sont constituées :
[*]Soit par des machines statiques à molettes longitudinales ou transversales
[*]Soit par des machines portatives
[LIST=1]
[*]Un transformateur de courant de soudage (il abaisse la tension, il augmente le courant)
[*]Un dispositif de mise en pression des molettes
[*]Un dispositif de commande du cycle de soudage
[*]Un dispositif de dévidage de feuillard en cuivre (dans certaines installations)
[*]Un circuit de refroidissement avec contrôle en température
4 - Les différents types de transformateurs de soudage
[*]Les transformateurs monophasés
[*]Les transformateurs triphasés avec changement de fréquence
[*]Les transformateurs triphasés avec redresseurs
[*]Les transformateurs électrostatiques (décharge de condensateurs)
5 - Les différents types de mise en pression des molettes
[*]La commande manuelle
[*]La commande pneumatique
[*]La commande hydraulique (eau ou huile)
[*]La commande mécanique
6 - Les avantages du procédé de soudage
[*]Rapidité d'exécution
[*]Limitation des déformations
[*]Absence de préparation des bords à souder
[*]Possibilité de réaliser des soudures continues et étanches
[*]Possibilité de rabouter des tôles sans surépaisseur
[*]Possibilité d'automatisation
7 - Paramètres indicatifs pour le soudage à la molette d'aciers carbone non allié
| PARAMÈTRES DE SOUDAGE A LA MOLETTE | ||||
| ACIERS NON ALLIES (Documentation SCIAKY) | ||||
| Epaisseur | Vitesse | Intensité | Temps Travail / Repos | Pression |
| 0,5 mm | 2,3 m/min | 10 600 A | 0,04 s / 0,04 s | 250 daN |
| 0,8 mm | 2,1 m/min | 13 000 A | 0,04 s / 0,04 s | 350 daN |
| 1,0 mm | 1,9 m/min | 15 000 A | 0,04 s / 0,04 s | 400 daN |
| 1,5 mm | 1,9 m/min | 17 500 A | 0,06 s / 0,06 s | 525 daN |
| 2,0 mm | 1,5 m/min | 21 000 A | 0,08 s / 0,08 s | 675 daN |
| 2,5 mm | 1,3 m/min | 26 000 A | 0,10 s / 0,10 s | 800 daN |
| 3,0 mm | 1,1 m/min | 30 000 A | 0,15 s / 0,15 s | 950 daN |
8 - Paramètres indicatifs pour le soudage à la molette d'aciers inoxydables
| PARAMÈTRES DE SOUDAGE A LA MOLETTE | ||||
| ACIERS INOXYDABLES (Documentation SCIAKY) | ||||
| Epaisseur | Vitesse | Intensité | Temps Travail / Repos | Pression |
| 0,5 mm | 1,4 m/min | 8 250 A | 0,02 s / 0,04 s | 330 daN |
| 0,8 mm | 1,3 m/min | 12 000 A | 0,04 s / 0,06 s | 400 daN |
| 1,0 mm | 1,3 m/min | 12 800 A | 0,06 s / 0,08 s | 580 daN |
| 1,5 mm | 1,1 m/min | 15 100 A | 0,06 s / 0,08 s | 810 daN |
| 2,0 mm | 1,0 m/min | 16 500 A | 0,08 s / 0,10 s | 1 000 daN |
9 - Paramètres indicatifs pour le soudage à la molette d'alliages d'aluminium
| PARAMÈTRES DE SOUDAGE A LA MOLETTE | ||||
| ALLIAGES D'ALUMINIUM (Documentation SCIAKY) | ||||
| Epaisseur | Vitesse | Intensité | Temps Travail / Repos | Pression |
| 0,5 mm | 1,25 m/min | 23 600 A | 0,02 s / 0,02 s | 260 daN |
| 0,8 mm | 1,00 m/min | 28 600 A | 0,02 s / 0,06 s | 330 daN |
| 1,0 mm | 0,90 m/min | 32 000 A | 0,04 s / 0,06 s | 380 daN |
| 1,5 mm | 0,75 m/min | 36 000 A | 0,04 s / 0,08 s | 430 daN |
| 2,0 mm | 0,60 m/min | 42 000 A | 0,06 s / 0,10 s | 480 daN |
10 - Les différents types de soudage à la molette
* Le soudage transversal permet:[INDENT]- l'assemblage de deux tôles de grande longueur - avec comme limite de largeur pour l'une, la longueur utile maximale de la machine,
- l'assemblage de fonds circulaires sur des corps cylindriques,
- l'assemblage de pièces telles que réservoirs ou radiateurs comportant un joint périphérique d'allure générale curviligne, - partielle ou fermée.
[/INDENT]
* Le soudage longitudinal permet:[INDENT]- l'assemblage des vires de corps cylindriques ou parallélépipédiques avec comme limite de dimension deux fois la longueur utile de la machine (soudage en deux fois en retournant la pièce).[/INDENT]
11 - Quelques photographies du procédé
 |
 |
12 - Quelques liens Internet utiles
