
L' oxygène, l'hydrogène, l'azote et les contaminants étrangers affectent le titane.
La contamination chimique et des défauts créés au cours du soudage ruinent les caractéristiques mécaniques et chimiques du titane ainsi que la résistance à la corrosion.
En tant que tel, de la préparation, de la propreté et de la protection pendant le processus de soudure sont essentielles.
Parmi les procédés de soudage non ferreux, l'aluminium est le plus documenté, mais le titane est sans doute le plus impressionnant. Plus léger que les alliages d'acier et beaucoup plus résistant que l'aluminium, le titane fournit des caractéristiques très intéressants parmi les métaux couramment utilisés dans la fabrication.
Le titane est nettement plus cher que les autres matériaux, mais la dépense est justifiée si l'on tient compte de la résistance à la corrosion, durée de vie du matériel et coûts d'entretien et de réparation.
Les ingénieurs qui ont une vision à long terme savent que l'extension de la durée de vie d'un composant paie largement toutes les dépenses supplémentaires si l'on tient compte du travail et des matériaux qui entrent dans la réparation ou son remplacement.
Pour ces différentes raisons, le titane est largement utilisé dans le transport maritime, l'aviation, le militaire, l'industrie chimique, la production d'énergie, le nucléaire, le dessalement et les applications médicales
1 - La propreté est essentielle pour la réussite du soudage du titane
La propreté surfacique est essentielle à la résistance d'une soudure de titane.
Le titane est si sensible à la contamination que le port de gants est nécessaire pour la manipulation des pièces.
L'humidité, les graisses et les huiles contaminent la matière. Les gants en nitrile ou d'autres gants en coton non pelucheux, sont nécessaires lors de la préparation de soudure.
Si possible, faites la préparation des surfaces dans une zone de travail exclusivement dédiée au titane pour minimiser le risque de contamination par d'autres métaux.
Cela inclut la poussière d'acier carbone, d'aluminium, d'acier inoxydable et d'autres alliages courants.
De même, utiliser des outils dédiés à la préparation du titane.
Ne pas utiliser des outils de meulage souples comme les disques à lamelle qui peuvent avoir des matériaux contaminants noyés dans une résine.
Au lieu de cela, utilisez un outil d'ébavurage en carbure.
Ne pas utiliser de meules ou de brosses en acier inoxydable que vous utilisez pour la préparation d'autres matériaux.
Préparer les pièces et le métal d'apport comme ci-dessous :
[LIST=1]
[*]Tout en portant des gants en coton ou en nitrile, appliquez un agent de nettoyage industriel tel que de l'acétone ou du méthyléthylcétone (MEK) sur un chiffon blanc non pelucheux et essuyez les bords par l'intérieur et la surface extérieure du tuyau pour éliminer les contaminants.
[*]Comme l'aluminium, le titane développe des oxydes surfaciques qui doivent être éliminés juste avant le soudage. Décaper à la fois l'intérieur et l'extérieur du tube, ainsi que le bord des chanfreins et talons. Surfacer par meulage lentement afin de minimiser l'apport de chaleur. Ne pas utiliser de laine d'acier ou de produits abrasifs pour cette tâche car ces matériaux peuvent contaminer le titane.
[*]Nettoyez et essuyez une fois de plus la surface du métal de base. Ne pas utiliser de produits de nettoyage à base de chlore. Utiliser soit l'acétone ou soit du MEK. Nettoyez le fil de métal d'apport avec de l'acétone ou de MEK pour empêcher tout transfert de contaminants.
[*]Couper systématiquement l'extrémité du métal d'apport juste avant de commencer le soudage.
[*]Permettre à l'humidité de se dissiper avant d'amorçer un arc.
Une note de sécurité importante:
La poussière créée par l'usinage et le meulage lors de la préparation du titane peut être pyrophorique et volatile (la poudre de titane est utilisée dans la pyrotechnie).
Pour cette raison, il est important de recueillir et éliminer la poussière produite lors de la préparation afin de réduire au minimum le risque d'incendie ou d'explosion.
A noter également que l'ensemble de ces étapes doit être fait immédiatement avant le soudage.
Si vous nettoyez le métal d'apport à l'avance, placez-le dans un récipient hermétique.
2 - La découpe des tubes et la préparation des bords à souder
Ne pas utiliser de méthode de coupe qui laisse une surface chauffée, rugueuse et souillée, ce qui peut entraîner un manque de fusion.
Utilisez une scie circulaire à grande vitesse plutôt qu'une scie à ruban, si possible.
Si le processus de découpe laisse une surface chauffée et/ou souillée, remédier à la situation en usinant la surface pour éliminer tout métal contaminé avant le soudage.
Toutes les méthodes de préparation doivent réduire l'apport de chaleur et minimiser l'exposition de la surface à l'oxygène.
3 - Évitez toute contamination du titane par l'oxygène
La plage de température critique est de 250°C à 500°C lors de la réaction entre l'oxygène et le titane.
Cette réaction conduit à la fragilisation du matériau et réduit la résistance à la corrosion du matériau.
Par conséquent, il est essentiel de minimiser l'apport de chaleur lors du soudage et de protéger correctement le bain de fusion avec le gaz inerte de protection pendant et après le soudage jusqu'à ce que la température descend en dessous de la zone critique.
Cela comprend un inertage envers obligatoire du tube à l'aide d'un outillage de chambrage disponible dans le commerce spécialisé.
L'inertage envers (chambre à gaz) offre une protection efficace, mais ce chambrage est relativement coûteux
Les coûts du dispositif comprennent le coût de l'outillage de la chambre, le prix du gaz de protection pour remplir la chambre, et le temps qu'il faut pour mettre en place et remplir avec du gaz.
Pour la plupart des applications de soudage de titane, le gaz argon pur à 100% est recommandé à la fois pour la torche, le traînard et la chambre d'inertage envers.
Portez une attention particulière à vos procédures de soudage, car elles peuvent dicter des niveaux de pureté de gaz et de point de rosée de l'argon.
Par exemple, la procédure de soudage peut demander un gaz de protection avec pas plus de 20 PPM d'oxygène et / ou un point de rosée supérieur à -45°C.
Certaines applications nécessitent peut-être même des puretés de l'ordre de 99,999% (qualité 5).
Il est recommandé d'utiliser spécifiquement pour le soudage du titane, un traînard à l'arrière du bain de fusion et un diffuseur de gaz dans la torche.
Le diffuseur de gaz remplace l'organe de serrage standard et améliore le débit, le cône d'inertage et la couverture de gaz de protection autour du tungstène, de l'arc et le bain de soudure.
Le traînard de gaz placé sur la torche pour protéger l'arrière du bain de fusion peut être acheté ou fabriqué pour correspondre à des configurations spécifiques.
Il fournit une source supplémentaire et continue de gaz de protection afin de protéger le bain de fusion et les zones affectées thermiquement pendant le refroidissement jusqu'à 250°C.
Les procédures de soudage peuvent imposer l'utilisation occasionnelle d'un mélange de gaz 75% Ar / 25% He ou 70% Ar / 30% He comme gaz de protection.
L'hélium peut être utilisé comme gaz de protection envers, car il fournit la même protection générale que l'argon.
L'argon est recommandé car il offre une plus grande stabilité d'arc, une plus grande densité, est moins cher et est plus facilement disponible.
Utilisez un tuyau en plastique non poreux pour le transport de tous les gaz de protection.
Le caoutchouc absorbe l'oxygène qui peut contaminer le gaz de soudage et la soudure.
Certains soudeurs utilisent également des buses céramique sur-dimensionnées pour assurer une couverture supplémentaire de gaz autour de la soudure, mais ce n'est pas toujours nécessaire.
4 - Choix de l'équipement de soudage du titane
Il est recommandé de faire la soudure du titane avec des sources de courant continu, électrode négative.
Une source à base de transformateur ou un convertisseur de courant de soudage à base de capacités DC suffira.
Quelques considérations à garder à l'esprit :
[*]Amorçage de l'arc électrique avec la haute fréquence parce que l'électrode de tungstène ne doit jamais toucher le matériau de base.
[*]La possibilité d'utiliser un onduleur avec un courant continu pulsé pour réduire l'apport de chaleur, améliorer la stabilité de l'arc, augmenter la pénétration.
[*]Sélectionnez une source de courant avec possibilité d'obtenir un faible ampérage. Une source de courant de 3 à 200 ampères fournit une excellente gamme pour la plupart des applications de soudage du titane.
Le choix du type de torches refroidies à l'air ou à l'eau dépend de facteurs tels que l'accessibilité, l'articulation et le courant de soudage.
Les torches refroidies à l'eau sont plus petites et offrent plus de confort et d'accessibilité, mais elles coûtent plus chères et nécessitent un dispositif de refroidissement.
Les torches refroidies à l'air sont un peu plus volumineuses et grosses, mais coûtent moins chères et sont souvent appropriées pour la majorité des applications de soudage de titane.
5 - Choix des consommables et autres composants
Les électrodes de tungstène thorié et lanthane sont préférées
Certains soudeurs utilisent des électrodes de tungstène à 2% de Cérium.
Le tungstène doit être affûté en pointe avec un méplat en bout.
L'électrode de tungstène doit être dimensionnée comme suit:
Ø 1,6 mm lorsque l'intensité de soudage est inférieure à 90 ampères
Ø 2,4 mm pour des intensités de soudage comprises entre 90 et 200 ampères
Ø 3,2 mm si le courant dépasse 200 ampères.
Le métal d'apport doit correspond mécaniquement et chimiquement au métal de base.
Le procédé de soudage dicte toujours le choix du métal d'apport.
6 - Le soudage du titane
Alors que le succès du soudage du titane dépend principalement de la propreté, de la préparation, de la qualité de la protection gazeuse, voici quelques points de conseils pour aider à assurer une bonne soudure.
[*]Nettoyer le métal d'apport et couper l'extrémité du métal d'apport avant de souder.
[*]Vérifier la protection de gaz de protection pour détecter les fuites qui pourraient permettre de contaminer le bain de fusion.
[*]Laissez suffisamment de pré-gaz (3 à 5 secondes), afin d'assurer une protection adéquate.
[*]Utilisez l'amorçage de l'arc avec la haute fréquence.
[*]Assurez le pointage de la pièce dans les mêmes conditions que la soudure finale.
[*]Laissez le métal d'apport dans le cône d'inertage de gaz de protection.
[*]Si vous arrêtez de souder ou si le métal d'apport est contaminé, coupez l'extrémité et recommencer.
[*]Utiliser le post-gaz (de 5 à 10 secondes) pour protéger le joint lors de son refroidissement à une température inférieure au seuil de contamination (<250°C).
7 - La couleur du soudage du titane
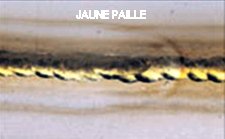
Lorsque la soudure est terminée, le titane indiquera si la soudure est acceptable par sa couleur sur la zone thermiquement affectée.
Ce contrôle visuel est nécessaire pour évaluer empiriquement la qualité de l'inertage et de la protection gazeuse de la soudure et des zones avoisinantes. Une soudure saine (donc non contaminée) est brillante et de couleur argent vif. Les différentes déclinaisons de colorations acceptables sont les suivantes :
 |
 |
 |
[*]Argent brillant
[*]Jaune paille clair
[*]Jaune paille foncé
[*]Ardoise claire
[*]Bleu très clair
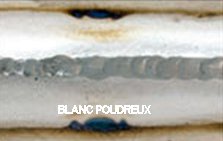
Les différentes déclinaisons de colorations inacceptables sont les suivantes :
 |
 |
 |
[*]Bleu foncé
[*]Gris bleuté
[*]Gris
[*]Gris noirâtre
[*]Blanc poudreux
Ce contrôle reste toutefois assez subjectif selon la personne qui réalise l'examen visuel. Les colorations jaune paille et ardoise claire sont éliminées, après accord du service d'inspection, par un brossage superficiel avec une brosse neuve en fil inox ou une toile émeri à grain fin (réservée à cet usage). Toute soudure présentant des colorations superficielles bleu foncé et plus doit être refusée et éliminée complètement (mauvaise ductilité ? pliage cassant à partir de 60°).
8 - Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
9 - Quelques liens Internet utiles
10 - Vos commentaires et réactions
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs et membres que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
11 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
