
1 - Généralités sur le soudage des thermoplastiques
Les matières plastiques de la famille des thermoplastiques sont pratiquement toutes soudables à l'exception des Polytétrafluoréthylènes (PTFE), des Polyéthylènes à très haut poids moléculaire (PE) et des polyméthacrylates de coulée (PMMA) .
La matière plastique chauffée passe à l'état plastique (pour les matières amorphes) et à l'état visqueux (pour les matières cristallines) juste avant sa décomposition.
La chaleur, lors du ramollissement de la matière, assure une mobilité des chaînes macromoléculaires et assure l'interpénétration des molécules sous l'action d'une certaine pression.
Les principales matières plastiques utilisées en constructions chaudronnées et en tuyauteries sont :
[*]Polychlorure de vinyle (PVC)
[*]Polychlorure de vinyle surchloré (PVC/C)
[*]Polyéthylène haute à basse densité (PEHD et PEBD)
[*]Polypropylène homopolymère (PPH)
[*]Polymères fluorés (PVDF, ECTFE, PFA et FEP)
2 - Soudabilité des différents thermoplastiques
Vous ne pouvez assembler par soudage que des matières plastiques de même nature avec une même densité et un poids moléculaire similaire ou très avoisinant.
A titre indicatif, la couleur de la matière plastique n'a aucune importance dans l'opération de soudage dans la mesure où les matières sont de même nature (sauf pour l'esthétique). Le PE rigide et le PE souple ne peuvent être assemblés.
La liaison du PVC rigide avec du Plexiglas est possible.
3 - Principe du procédé de soudage avec chalumeau à air chaud
Le procédé de soudage au chalumeau électrique à air chaud à la volée est réservé à la fabrication d'isométriques de tuyauteries ou des éléments de chaudronnerie en atelier et sur chantier. Cette méthode demande une dextérité manuelle et un doigté assuré du soudeur.
La règle de l'art du soudage des matières plastiques est d'observer trois points essentiels :
[*]La température juste de soudage (vérifiée à l'aide un thermomètre digital à sonde)
[*]La vitesse de soudage constante
[*]La pression d'appui constante
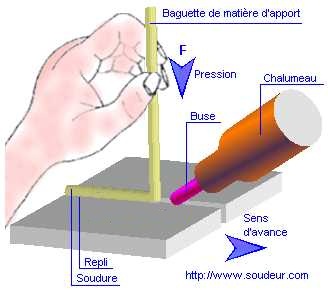
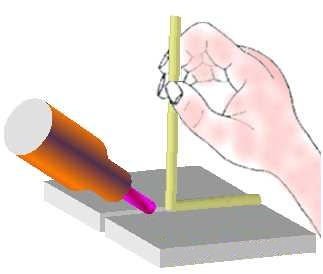
| Le point de départ de la soudure est préchauffé à l'aide d'un chalumeau spécial à buse ronde jusqu'à l'obtention d'une surface mate. Le chalumeau est déplacé de droite à gauche dans un mouvement de balancier devant la baguette d'apport. La baguette est tenue à 90° et la buse du chalumeau est à 45° environ. La zone de la pièce à souder proche de la baguette et la matière d'apport sont alternativement chauffées. Il est important de maîtriser l'étirage de la baguette et d'obtenir une largeur constante de la zone chauffée.. |
 |
4 - Position et guidage de la baguette d'apport
| Bon guidage de la baguette d'apport. L'angle de la baguette avec la pièce est de 90° | 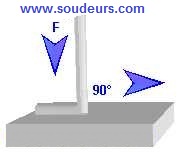 |
| Mauvais guidage de la baguette d'apport. L'étirage de la matière d'apport est inadmissible. | 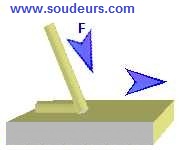 |
| Mauvais guidage de la baguette d'apport. La déformation de la matière d'apport est inadmissible. |  |
5 - Types de chalumeaux à air chaud
Il existe deux types de chalumeaux électriques à air chaud :
[*]Le chalumeau autonome : Un ventilateur envoie de l'air au travers d'une résistance avec régulation précise de la température.
[*]Le chalumeau électrique avec arrivée d'air indépendante : Ce chalumeau nécessite une soufflerie avec un réseau d'air comprimé, un filtre d'entrée d'air, un manomètre et un débitmètre (débit de 3 à 10 litres d'air / minute sous 3 bar de pression). Il est plus léger que le chalumeau autonome et il convient principalement pour les travaux d'atelier.
6 - Types de buses pour chalumeaux à air chaud
Il existe plusieurs types de buses pour chalumeaux électriques à air chaud :
[*]La buse ronde pour soudage pendulaire à la volée
[*]La buse rapide : Le fil de matière d'apport est chauffé à l'intérieur de la buse profilée. Le flux d'air chauffe la baguette et forme le joint des deux pièces à souder. Le fil est guidé à la main pour éviter l'étirage en cours de soudage. La vitesse de soudage est 2 à 4 fois supérieure au soudage à la volée. La pression de soudage est constante. Le profil des buses est adapté au profil des baguettes.
7 - Températures de chauffage des thermoplastiques
Valeurs indicatives pour le soudage à air chaud d'après document SIMONA :
| Matériau | Air l/min | Température mesurée à la buse °C | Vitesse de soudage en cm/min | Vitesse de soudage en cm/min | Vitesse de soudage en cm/min | Vitesse de soudage en cm/min |
| Buse ronde | Buse ronde | Buse rapide | Buse rapide | |||
| 3 mm | 4 mm | 3 mm | 4 mm | |||
| PE-HWU-HWST | 60-70 | 300-340 | 10 à 15 | env. 10 | 50 à 60 | 40 à 50 |
| PE-HWU-B | 60-70 | 300-340 | 10 à 15 | env. 10 | 50 à 60 | 40 à 50 |
| PE-HML 500 | 60-70 | 270-300 | 25 à 30 | 20 à 25 |
| Matériau | Air l/min | Température mesurée à la buse °C | Vitesse de soudage en cm/min | Vitesse de soudage en cm/min | Vitesse de soudage en cm/min | Vitesse de soudage en cm/min |
| Buse ronde | Buse ronde | Buse rapide | Buse rapide | |||
| 3 mm | 4 mm | 3 mm | 4 mm | |||
| PP-DWU-DWST | 60-70 | 300-340 | 10 à 15 | env. 10 | 50 à 60 | 40 à 50 |
| PE-HWU-B | 60-70 | 300-340 | 10 à 15 | env. 10 | 50 à 60 | 40 à 50 |
| PE-HML 500 | 60-70 | 270-300 | 25 à 30 | 20 à 25 |
| Matériau | Air l/min | Température mesurée à la buse °C | Vitesse de soudage en cm/min | Vitesse de soudage en cm/min | Vitesse de soudage en cm/min | Vitesse de soudage en cm/min |
| Buse ronde | Buse ronde | Buse rapide | Buse rapide | |||
| 3 mm | 4 mm | 3 mm | 4 mm | |||
| PP-DWU-DWST | 60-70 | 280-320 | env. 10 | < 10 | 50 à 60 | 40 à 50 |
| PP-DWU-B | 60-70 | 280-320 | env. 10 | < 10 | 50 à 60 | 40 à 50 |
| PP-S | 60-70 | 280-320 | env. 10 | < 10 | 50 à 60 | 40 à 50 |
| Matériau | Air l/min | Température mesurée à la buse °C | Vitesse de soudage en cm/min | Vitesse de soudage en cm/min | Vitesse de soudage en cm/min | Vitesse de soudage en cm/min |
| Buse ronde | Buse ronde | Buse rapide | Buse rapide | |||
| 3 mm | 4 mm | 3 mm | 4 mm | |||
| PVC-MZ | 50-60 | 360-380 | 15 à 20 | env. 15 | 50 à 70 | 40 à 60 |
| PVC-GLAS | 50-60 | 350-360 | 15 à 20 | env. 15 | 60 à 80 | 50 à 70 |
| PVC-CAW | 50-60 | 380-400 | 15 à 20 | env. 15 | 60 à 80 | 50 à 70 |
| PVC-COPLAST-AS | 45-50 | 340-360 | 20 à 25 | 15 à 20 | 100 | 75 |
| PVC-SIMOCEL-AS | 45-50 | 340-360 | 20 à 25 | 15 à 20 | 100 | 75 |
| Matériau | Air l/min | Température mesurée à la buse °C | Vitesse de soudage en cm/min | Vitesse de soudage en cm/min | Vitesse de soudage en cm/min | Vitesse de soudage en cm/min |
| Buse ronde | Buse ronde | Buse rapide | Buse rapide | |||
| 3 mm | 4 mm | 3 mm | 4 mm | |||
| PVDF | 60-70 | 360-400 | 10 à 15 | env. 10 | 40 à 50 | 30 à 40 |
8 - Préparation de la soudure
Les chanfreins les plus utilisés sont le chanfrein en X et le chanfrein en V. La préparation est réalisée par rabotage avec des angles de chanfrein de 30° par plaque.
Le grattage superficiel des bords à souder et un dégraissage soigné sont recommandés avant toute opération de soudage.
9 - Défauts de soudure avec chalumeau électrique à air chaud
| DÉFAUTS DE SOUDAGE | CAUSES |
| Bourrelets discontinus - Mauvaise liaison - Absence de bourrelets | Vitesse de soudage trop grande ou température trop basse ou association de deux matières plastiques différentes |
| Soudure irrégulière | La baguette de matière d'apport est distendue ou étirée par une inclinaison avant ou arrière ou une pression irrégulière sur la baguette d'apport. |
| Soudure brûlée - Cloquage des bourrelets | Vitesse de soudage trop lente ou température trop élevée ou la combinaison des deux causes |
| Déformation de la pièce soudée | Mauvaise préparation de la pièce ou pièce restée sous tension lors du soudage |
| Manque d'épaisseur sur les côtés | Le chanfrein est trop large ou trop profond |
10 - Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
11 - Quelques liens Internet utiles (liste de liens non exhaustive)
http://www.cetim.fr/
http://www.georgefischer.co.uk/
http://www.institutdesoudure.com/
http://www.mecasonic.com/fr/
http://www.ppe.asso.fr
http://www.proteaux.fr/thermoplast.htm
12 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
13 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal.
