
1 - Définition du procédé TIG / 141 / GTAW
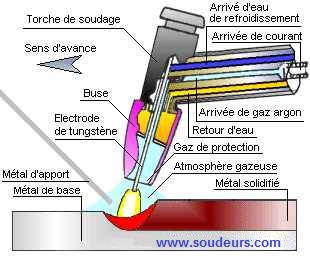
Le soudage électrique est réalisé à partir d'un arc électrique créé et entretenu entre l'électrode infusible de tungstène (de Ø 1,0 mm à Ø 8,0 mm) et la pièce à souder. Le métal d'apport (baguette de fil dressé de Ø 0,8 mm à Ø 4,0 mm) est amené manuellement ou automatiquement avec un dévidoir motorisé (bobine de fil de Ø 0,8 mm à Ø 2,0 mm) dans le bain de fusion. L'énergie calorifique de l'arc fait fondre localement la pièce à assembler et le fil d'apport métallique pour constituer le bain de fusion et après refroidissement le cordon de soudure. Le bain de fusion est protégé de l'atmosphère externe par un cône invisible d'inertage de gaz (de 5 à 25 litres/minute) de protection (Argon ou Argon + Hélium ou Argon + H2 pour les procédés automatiques) . Un générateur électrique fournit le courant continu ou alternatif avec une intensité variant de 5 à 300 ampères en fonction de différents paramètres comme le diamètre du fil, la position de soudage, le type d'assemblage, la dimension et la nuance des pièces à assembler. Les sources de courant utilisées sont à caractéristiques plongeantes ou verticales. La polarité de l'électrode est toujours négative en courant continu (polarité directe).
2 - Principe du procédé de soudage
La torche de soudage est reliée sur la borne électrique de sortie négative du générateur de soudage à courant continu ou alternatif. La masse est reliée au générateur sur la borne positive et est placée sur la pièce à souder. Une alimentation en gaz de soudage est branchée sur le poste par l'intermédiaire d'une bouteille et d'un détendeur / débitmètre. Lorsque le poste n'est pas équipé d'un amorçage haute-fréquence, l'arc jaillit lorsque le soudeur actionne la gâchette électrique de la torche et que la pointe de l'électrode infusible touche superficiellement la pièce à souder en créant un court-circuit (avec le risque de créer des inclusions métalliques de tungstène). Avec un équipement d'amorçage par haute fréquence, l'arc de soudage est allumé par l'intermédiaire d'un étincelage d'arc électrique de plusieurs milliers de volts avec une fréquence de 1 à 2 MHz délivré entre l'électrode de tungstène et la pièce pendant un très court instant
3 - Avantages du procédé de soudage
[*]Simple d'emploi
[*]Travail fin et précis
[*]Large gamme d'épaisseur
[*]Très bonnes qualités de joint et bonnes caractéristiques mécaniques
[*]Soudage dans toutes les positions
[*]Aspect de cordon très correct
[*]Procédé automatisable
4 - Inconvénients du procédé de soudage
[*]Exige une dextérité et coordination des deux mains
[*]Vitesse de soudage faible (2 à 20 cm/min)
[*]Taux de dépôt de métal assez faible
[*]Procédé coûteux pour l'assemblage des fortes épaisseurs
[*]Protection gazeuse indispensable à la torche
[*]Nettoyage indispensable des pièces avant soudage
[*]Risque de contamination de l'électrode infusible
[*]Perturbation de la protection gazeuse dans les courants d'air
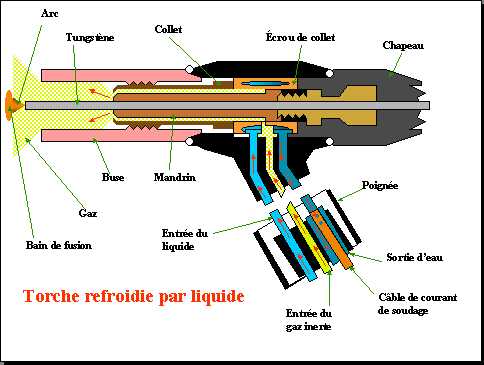
5 - Le croquis didactique du procédé de soudage
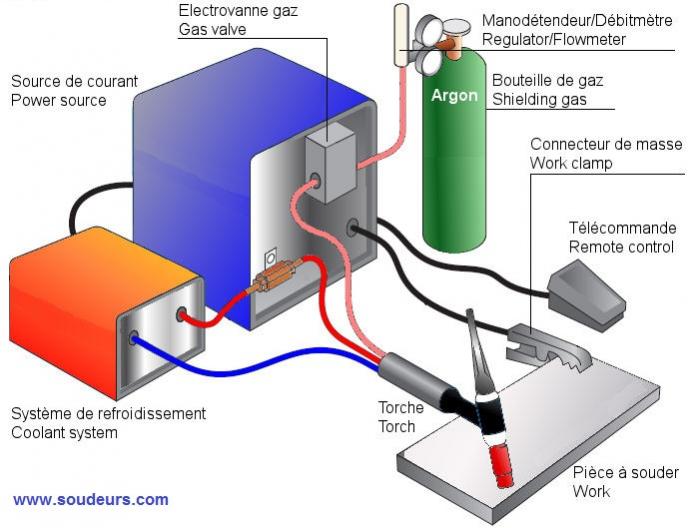
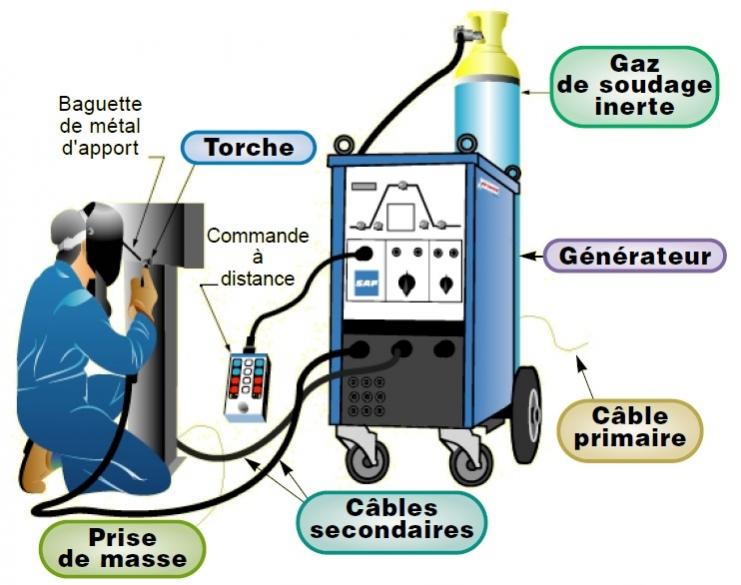
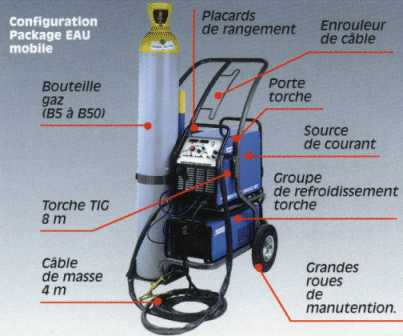
6 - Installation de soudage pour le soudage TIG / 141
[LIST=1]
[*]Un générateur de courant continu ou alternatif (principalement pour l'aluminium).
[*]Un groupe réfrigérant à circuit fermé (lors d'utilisation à forte intensité)
[*]Une bouteille de gaz avec détendeur/débitmètre et boyaux d'alimentation
[*]Une torche de soudage (avec ou sans refroidissement) avec câble conducteur
[*]Une pince de masse avec câble conducteur
[*]Un masque avec verres teintés spéciaux numéro 10 à 13
[*]Une combinaison de soudeur et gants en cuir souple
[*]Une brosse métallique
[*]Une meuleuse d'angle électrique ou pneumatique pour les reprises.
[*]Des écrans ou rideaux de protection
[*]Une ventilation efficace dans les endroits confinés
7 - Différents types de buses de torche pour le soudage TIG
[*]Céramique (couleur rose foncé et brun clair)
[*]Alumine (couleur rose)
[*]Corindon (couleur blanche)
[*]Pyrex (transparente)
| FOURCHETTE DE DIAMÈTRE DE BUSE PAR INTENSITÉ | |
| Fourchette d'intensité | Fourchette de diamètre interne |
| Moins de 70 ampères | de Ø 5 à Ø 9 mm |
| De 70 ampères à 150 ampères | de Ø 9 à Ø 11 mm |
| De 150 ampères à 200 ampères | de Ø 11 à Ø 13 mm |
| De 200 ampères à 250 ampères | de Ø 13 à Ø 15 mm |
| De 250 ampères à 350 ampères | de Ø 15 à Ø 19 mm |
Ce tableau n'est donné que pour information et les données ne sont pas à prendre à la lettre !
Car vous utiliserez par exemple de grosse buse céramique de Ø intérieur 19 mm avec un débit de 22 litres à 25 litres par minute de gaz inerte pour pointer ou souder un matériau sensible à l'oxydation à chaud comme le titane ou le zirconium avec une intensité de 100 ampères.
L'orifice de sortie du gaz de protection sur une buse de torche TIG est mesurée en pouce (").
Un pouce correspond à 25,4 mm en système métrique.
L'augmentation du diamètre des buses se fait par incrément de 1/16 de pouce, soit environ 1,6 mm.
Exemple:
une buse numéro 4 représente 1/4 de pouce ou 4/16", ce qui donne: (4 / 16) x 25,4 = 6,35 mm
une buse numéro 8 représente 1/2 pouce ou 8/16", ce qui donne: (8 / 16) x 25,4 = 12,7 mm
La plus petite buse est la numéro 3 (3/16) et la plus grosse la numéro 16 soit un 1" ou 25,4 mm de diamètre.
8 - Différents types d'électrodes infusibles pour le soudage TIG
[*]Tungstène pur (couleur d'extrémité verte)
[*]Tungstène thorié (0,5 à 4 % thorium - couleur d'extrémité rouge )
[*]Tungstène cérié (0,5 à 4% cérium)
[*]Tungstène zirconié (0,5 à 4% zirconium)
L'oxyde de thorium augmente le pouvoir émissif de l'électrode infusible de tungstène. Il facilité l'amorçage de l'arc et sa stabilité. Les électrodes thoriées sont principalement utilisées en courant continu, polarité directe (polarité négative à l'électrode)
Les électrodes de tungstène avec 0,3 à 0,5% de zirconium sont employées en courant alternatif sur les alliages d'aluminium.
| CODIFICATION ET COMPOSITION D' UNE ÉLECTRODE | |||||
| codification | % oxyde | Nature oxyde | Impuretés % | Tungstène % | Couleur repère |
| WP | / | / | < 0,20% | 99,8% | vert |
| WT 4 | 0,35 à 0,55% | ThO[SUB]2[/SUB] | < 0,20% | solde | bleu |
| WT 10 | 0,80 à 1,20% | ThO[SUB]2[/SUB] | <0,20% | solde | jaune |
| WT 20 | 1,70 à 2,20% | ThO[SUB]2[/SUB] | <0,20% | solde | rouge |
| WT 30 | 2,80 à 3,20% | ThO[SUB]2[/SUB] | <0,20% | solde | violet |
| WT 40 | 3,80 à 4,20% | ThO[SUB]2[/SUB] | <0,20% | solde | orange |
| WZ 3 | 0,15 à 0,50% | ZrO[SUB]2[/SUB] | <0,20% | solde | brun |
| WZ8 | 0,70 à 0,90% | ZrO[SUB]2[/SUB] | <0,20% | solde | blanc |
| WL10 | 0,90 à 1,20% | LaO[SUB]2[/SUB] | <0,20% | solde | noir |
| WC 20 | 1,80 à 2,20% | CeO[SUB]2[/SUB] | <0,20% | solde | gris |
Lors du soudage, l'électrode de tungstène doit continuellement être protégée par un courant de gaz argon jusqu'à son refroidissement complet afin d'éviter son oxydation et sa détérioration.
Le diamètre de l'électrode de tungstène doit être adapté à la plage d'intensité appliquée lors du soudage.
9 - Les fourchettes d'intensité par diamètre d'électrode infusible
| FOURCHETTE D' INTENSITÉ PAR DIAMÈTRE D' ÉLECTRODE | ||
| COURANT CONTINU (polarité directe) | ||
| Diamètre électrode | Tungstène pur | Tungstène thorié |
| Ø 1,0 mm | 10 à 70 ampères | 10 à 80 ampères |
| Ø 1,6 mm | 50 à 100 ampères | 50 à 120 ampères |
| Ø 2,0 mm | 80 à 160 ampères | 80 à 190 ampères |
| Ø 2,4 mm | 100 à 200 ampères | 100 à 240 ampères |
| Ø 3,2 mm | 140 à 260 ampères | 140 à 300 ampères |
| FOURCHETTE D' INTENSITÉ PAR DIAMÈTRE D' ÉLECTRODE | ||
| COURANT ALTERNATIF | ||
| Diamètre électrode | Tungstène pur | Tungstène thorié |
| Ø 1,0 mm | 10 à 50 ampères | 20 à 70 ampères |
| Ø 1,6 mm | 40 à 80 ampères | 50 à 100 ampères |
| Ø 2,0 mm | 60 à 110 ampères | 70 à 180 ampères |
| Ø 2,4 mm | 80 à 150 ampères | 90 à 200 ampères |
| Ø 3,2 mm | 100 à 200 ampères | 150 à 250 ampères |
10 - L'affûtage de l'électrode infusible pour le soudage TIG
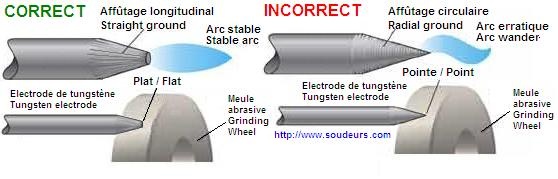
La préparation géométrique de la pointe de l'électrode infusible est une variable importante en courant continu. L'affûtage est exécuté à l'aide d'une meuleuse à grain fin avec récupération des poussières. L'affûtage de l'électrode est réalisé par un cône avec un angle compris entre 30° et 60 degrés. Les stries d'usinage ou de meulage doivent être dans le sens longitudinal de l'électrode.
La meule du touret fixe est souvent constituée de carbures de silicium (meule carborundum) pour affûter le tungstène. Le grain de la meule est de l'ordre de 120.
La pointe d'extrémité du cône doit être adoucie pour supporter les densités de courant. Il ne faut pas appointer l'électrode de tungstène en courant alternatif. Le bout de l'électrode infusible prend une forme de boule en courant alternatif.
11 - Les gaz industriels de soudage en TIG / GTAW
Le débit de gaz de protection a appliquer à la torche de soudage est de 1 litre par millimètre de diamètre intérieur de buse.
Vous avez une buse TIG de Ø 10 mm, vous mettez un débit de 10 litres par minute à la torche. Bien entendu, cette méthode est mnémotechnique et vous permet d'estimer le débit de gaz à appliquer. Vous pouvez bien entendu réduire ou augmenter ce débit selon le type et la densité du gaz, le type d'assemblage, la configuration, la nuance du matériau et l'aspect de la soudure.
| GAZ DE PROTECTION ENDROIT POUR LE SOUDAGE TIG | |||
| Composition | Ancienne couleur d'ogive | Nouvelle couleur d'ogive | Descr_iption |
| GAZ PUR | |||
| ARGON |  |
 |
Utilisable dans la grande majorité des applications de soudage TIG. |
| MÉLANGES BINAIRES | |||
| ARGON + 20 % HELIUM |  |
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Polyvalence / Performance. Coût relativement important |
| ARGON + 1 à 3 % AZOTE |  |
|
Utilisable sur les aciers duplex et super-duplex (austéno-ferritique). |
| ARGON + 2 à 10% HYDROGÈNE |  |
 |
Utilisable en TIG automatique avec les inox austénitiques - Bain de fusion plus chaud - Meilleur mouillage - Vitesse d'avance plus élevée - Pénétration améliorée. A interdire sur les aciers inoxydables martensitiques et les matériaux sensibles à l'oxydation à chaud (titane, zirconium, tantale). |
Nota important :
L'utilisation d'un gaz de protection inerte à l'envers du bain de fusion est obligatoire et techniquement impérative sur les matériaux comme les aciers inoxydables, les bases nickel, le titane, le zirconium. (rochage sur les inoxydables et pollution par les gaz H, O et N pour les matériaux très réactifs à l'air)
Les gaz utilisés en soudage ne sont pas toxiques. Toutefois à concentration élevée, ils n'entretiennent pas la vie. Ne travaillez jamais dans un local fermé non aéré ou une enceinte confinée non ventilée.
12 - Préparations de joints pour le soudage TIG
| QUELQUES PRÉPARATIONS DE JOINTS POUR LE SOUDAGE TIG | |||
| Epaisseur en mm | Fourchette d'intensité | Ø métal d'apport | Préparation |
| De 0,5 à 0,8 mm | 10 à 25 ampères | Sans | 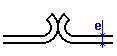 |
| De 0,5 à 0,8 mm | 10 à 25 ampères | Sans | |
| De 0,8 à 1,0 mm | 20 à 40 ampères | Sans ou Ø 1,0 mm | 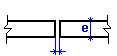 |
| De 1,5 à 2,0 mm | 30 à 60 ampères | Ø 1,6 mm | |
| De 2,0 à 3,0 mm | 45 à 80 ampères | Ø 1,6 à 2,0 mm | |
| De 2,5 à 4,0 mm | 45 à 80 ampères | Ø 2,0 mm | 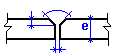 |
| De 4,0 à 6,0 mm | 60 à 100 ampères | Ø 2,0 mm | 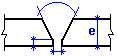 |
| De 8,0 à 12 mm | 90 à 180 ampères | Ø 2,0 à 3,0 mm | |
| De 8,0 à 12 mm | 90 à 180 ampères | Ø 2,0 à 3,0 mm |  |
13 - Un échange sur le forum du site
La question porte essentiellement sur l'affinage des paramètres pour mieux gérer à la fois l'aspect, la pénétration, la vitesse, pour de la pleine pénétration monopasse sur tube inox de 0,8 mm à 4 mm d'épaisseur.
SavoirFer a classé ces paramètres dans leur ordre d'importance :
- L'intensité
C'est le paramètre essentiel, mais aussi le plus grossier.
Il faut savoir arrêter de jouer avec le bouton pour passer à ce qui suit.
L'intensité n'est pas le seul paramètre à prendre en compte et certains ne sont pas dans les DMOS.
- Le type de gaz à la torche
L'argon pur.
Le mélange argon avec de l'hélium jusqu'à 30%, pour plus de chaleur. Très efficace pour la pénétration et principalement utilisé pour l'aluminium. C'est cher.
- Le type de gaz d'inertage
L'azote "U" le plus froid, le moins cher.
L'argon pur.
L'argon avec de l'hydrogène jusqu'à 15%. Des pénétrations plus fortes, parfaitement blanches et brillantes. Le must mais cher et pas pour tous les inox. Et des risques de brûlures ou d'explosion en teneur d'hydrogène élevée.
- La hauteur d'arc
On assimile un arc au faisceau d'une lampe torche. Plus on éloigne la torche et plus le diamètre du faisceau s'agrandi et l'intensité lumineuse (ou la chaleur) diminue.
- Le diamètre de métal d'apport
Plus le diamètre du métal d'apport est important et plus il va refroidir le bain de fusion, et augmenter son volume .
Au lieu de modifier une intensité, il peut être préférable de changer de diamètre de fil.
- Le débit de gaz à la torche
C'est mon paramètre préféré pour affiner une pénétration
Quand tu augmentes le débit, tu refroidis le bain et tu le pousses vers l'avant au lieu de le laisser pénétrer.
Moins de gaz = plus de péné. Et tu vas sauver la planète
Avec tes 12 litres ton patron va pleurer. 6 litres sont suffisant en atelier. Ta péné et ta vitesse seront améliorés.
J'ai pratiqué souvent le contrôle du taux de ferrite, et une soudure grise n'est pas forcément plus polluée qu'une soudure brillante. Il ne s'agit que de la surface du cordon.
Avec tes 12 litres tu vas devoir augmenter ton intensité et donc ton taux de ferrite.
- L'angle d'affûtage de l'électrode
Tu peux faire varier ton angle de 15° (peu de péné mais arc très stable) à 60° (forte péné mais arc moins stable).
- L'angle de la torche de soudage
Il influe de la même manière que la hauteur d'arc.
A la perpendiculaire la torche donne un impact circulaire.
Quand on couche la torche , l'impact est oblong et un peu moins pénétrant.
Le mode pulsé est adapté au soudage automatique, mais pénible sur le long terme en manuel.
Il est censé limiter les déformations sur la tôle fine et augmenter la pénétration.
SavoirFer l'apprécie, par exemple, pour obtenir de belles vagues de solidification sur aluminium.
Il permet aussi de rythmer la vitesse d'avance et ainsi d'obtenir une soudure plus régulière.
14 - Les liens Internet utiles
15 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
16 Un petit geste pour soutenir votre site web spécialisé
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
