
1 - Définition du procédé de soudage
Le soudage électrique à l'arc sous flux solide électro-conducteur (SAW : Submerged automatic welding) est réalisé à partir d'un arc électrique créé et entretenu entre le fil électrode d'apport de métal (de Ø 1,6 à Ø 6 mm) dévidé à une vitesse constante et la pièce à souder. Un dépôt continuel de flux en poudre (parfaitement étuvé et de granulométrie homogène) recouvre l'extrémité du fil électrode et la pièce à souder. La fusion est accompagnée d'un dégagement gazeux. L'arc de soudage et le bain de fusion sont non visibles pendant le soudage. L'énergie calorifique de l'arc fait fondre localement la pièce à assembler, le fil électrode et une partie du flux en poudre pour constituer le bain de fusion et après refroidissement le cordon de soudure recouvert d'un laitier solidifié protecteur.
2 - Macrographie d'une soudure A.S.F.
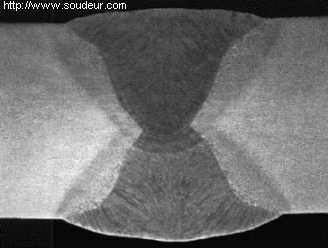 |
| Assemblage avec interpénétration des cordons de soudure
|
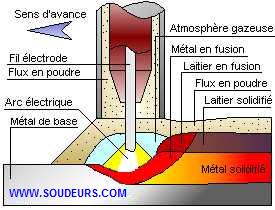
3 - Principe du procédé de soudage A.S.F.
Le procédé de soudage est essentiellement utilisé en installation automatique sur banc, chariot automoteur ou potence de soudage. Il est principalement utilisé pour le soudage en position à plat sur des tôles bout à bout en d'angle. La bobine de fil électrode est placée dans un dévidoir motorisé automatique et le fil est déroulé du dévidoir à la sortie de la buse de la tête de soudage. La tête de soudage est reliée sur la borne électrique de sortie généralement positive du générateur de soudage à courant continu (intensités inférieures à 1000 ampères). Le courant peut être alternatif dans certains cas (intensités supérieures à 1000 ampères). La masse est reliée au générateur et est placée sur la pièce à souder. Une trémie assure l'alimentation gravitaire en poudre qui est branchée par une dérivation sur la tête de soudage. L'arc jaillit lorsque l'opérateur actionne le bouton électrique du coffret de commande et que la pointe du fil électrode touche la pièce à souder. Le flux en poudre non fondu est récupéré à l'aide d'un aspirateur et le flux est recyclé après tamisage.
4 - Avantages du procédé de soudage
[*]Grande vitesse de soudage (40 centimètres / minute à 2 mètres / minute)
[*]Pénétration très importante
[*]Taux de dépôt de 3 à 10 kilogrammes par heure
[*]Pas de préparation de chanfrein dans certains cas
[*]Très bel aspect du cordon lorsque les paramètres sont correctement réglés
[*]Limitation des déformations
[*]Arc non visible - Confort de l'opérateur (pas d'émission de rayons U.V.)
[*]Pratiquement aucune émission de fumées
[*]Large gamme d'épaisseur et d'application
[*]Bonnes qualités de joint et bonnes caractéristiques mécaniques
[*]Bonne répétitivité des paramètres de soudage
5 - Domaines d'application du procédé de soudage
[*]Soudage de pièces d'épaisseurs supérieures ou égales à 5 mm
[*]Soudage de tubes de diamètres extérieurs supérieurs à 600 mm (sans dispositifs spéciaux de maintien du flux comme les sabots)
[*]Soudage des aciers au carbone
[*]Soudage des aciers faiblement alliés
[*]Soudage des aciers inoxydables
[*]Soudage des aciers réfractaires
[*]Soudage bout à bout à plat
[*]Soudage d'angle à plat ou en gouttière
6 - Installation de soudage pour l'arc automatique sous flux

[LIST=1]
[*]Un générateur de courant continu ou alternatif (200 à 2000 Ampères).
[*]Un banc de soudage ou une potence de soudage.
[*]Une ou plusieurs têtes de soudage avec câble conducteur.
[*]Une trémie d'alimentation du flux en poudre.
[*]Une pince de masse avec câble conducteur.
[*]Un aspirateur avec tamisage pour le recyclage du flux.
[*]Une étuve spéciale à flux solide.
[*]Un marteau à piquer et une brosse métallique
[*]Une tenaille ou coupe-fil pour couper le fil électrode
7 - Variante des techniques de soudage utilisées avec le procédé
Le procédé est utilisé principalement avec un seul fil électrode appelé soudage mono fil.
Toutefois, en fonction des objectifs techniques recherchés, il est possible de trouver les configurations suivantes :
[*]Soudage bi-fils tandem (deux fils, un fil devant l'autre, dans la même torche)
[*]Soudage bi-fils transverse (deux fils, un fil à côté de l'autre, dans la même torche)
[*]Soudage à plusieurs électrodes (plusieurs générateurs, plusieurs têtes)
[*]Soudage à arcs jumelés en tandem (deux têtes l'une devant l'autre)
[*]Soudage avec apport de fil chaud
8 - Différents types de flux en poudre utilisés
Les flux sont composés d'oxydes de manganèse, de silicates complexes de chaux, d'alumine. Ils sont utilisés sous forme de granulés calibrés obtenus par concassage ou frittage. La granulométrie est plus ou moins fine et varie en fonction de la forme du joint et de l'intensité de soudage. Plus la granulométrie est fine, plus le cordon de soudure est large et moindre est la pénétration.
[*]Flux fondu : Les ingrédients (Manganèse-silicate ou Calcium-silicate) sont mélangés et traités dans un four électrique à l'arc. Le produit obtenu est parfaitement homogène. C'est le type de flux qui résiste le mieux à l'opération de recyclage par aspiration. Les flux fondus sont peu hygroscopiques (reprise d'humidité).
[*]Flux aggloméré : Les ingrédients (Alumine ou fluorure) constitués de poudres métalliques et de produits minéraux sont agglomérés avec un liant silicate de sodium) dans un four à basse température. Les flux agglomérés sont sensibles à la reprise à l'humidité.
Le flux en poudre a trois rôles principaux :
[*]Électrique : Le flux est isolant à froid et est conducteur (à chaud) du courant électrique.
[*]Métallurgique : Le flux protège le bain de fusion de l'air ambiant. Il assure un refroidissement lent du bain de fusion en créant un matelas d'isolation. Il permet d'apporter les éléments chimiques spéciaux d'addition nécessaires. Il assure la scorification des oxydes de fer existant sur les bords de tôle. Il affine le métal en fusion par l'action de ses éléments calmants.
[*]Physique : Le flux fondu maintient le bain de fusion jusqu'à son refroidissement en créant un moule à la surface du bain. Il protège l'opérateur des rayonnements U.V. en masquant l'arc électrique.
L'indice de basicité d'un flux, calculé selon la formule de Boniszewski ci-dessous, influence les caractéristiques chimiques et métallurgiques d'une soudure. L'indice de basicité est le rapport de la somme des constituants basiques d'un laitier à la somme de ses constituants acides. La valeur est généralement comprise entre 0,8 (flux acide) et 3 (flux basique).
B=(%CaO+%MgO+%BaO+%CaF2+%Na2O+%K2O+(0.5x(%MnO+%FeO)) / (%SiO2+0.5x(%Al2O3+%TiO2+%ZrO2))
9 - Influence des paramètres de soudage
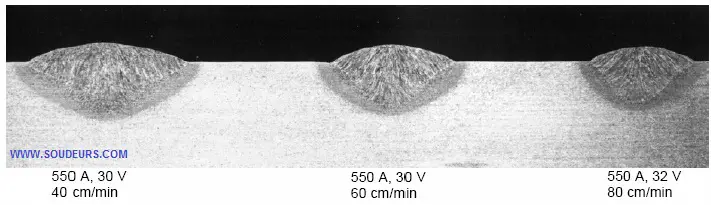
La valeur de la tension de soudage a une influence importante sur le pouvoir de détachement du laitier déposé en surface du cordon de soudure. Le laitier se détache difficilement si :
[*]La tension est trop élevée (formation de caniveaux en rive de chanfrein)
[*]La tension est trop faible (cordon bombé, mouillage insuffisant)
Les opérateurs considèrent empiriquement que la soudure est de bonne qualité lorsque le laitier refroidi se décolle seul du cordon de soudure lors du soudage.
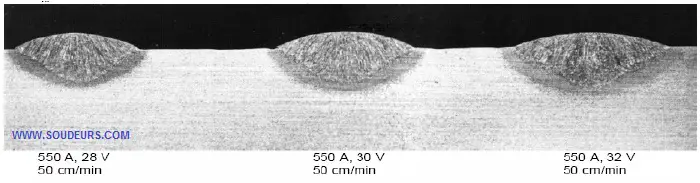
En règle générale, la tension de soudage est comprise entre 26 et 32 Volts.
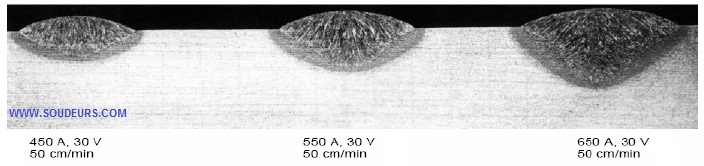
En règle générale, l'intensité de soudage est comprise entre 300 et 600 Ampères pour un fil électrode de Ø 3,2 mm.
| Influence des paramètres de soudage sur le cordon | |||
| Si valeurs augmentées | Largeur | Pénétration | Représentation graphique |
| INTENSITÉ | = | + | 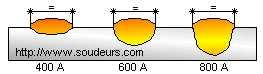 |
| TENSION | + | = | 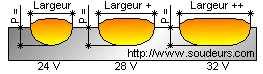 |
| Ø FIL | + | - | 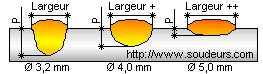 |
| VITESSE SOUDAGE | - | - |  |
| GROSSEUR GRAINS FLUX | - | + | 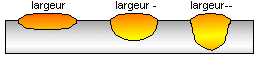 |
10 - Influence en image de l'intensité de soudage
11 - Influence en image de la tension de soudage
12 - Influence en image de la vitesse de soudage
13 - Caractéristiques des modes d'arc électrique
Mode Tension Constante (CV): ce mode s'adapte parfaitement aux électrodes de petits diamètres (<3,2mm).
Il offre une stabilité d'arc excellente et une bonne réactivité du système car il maintient une vitesse de dévidage de fil constante en régulant l'intensité dans le but de maintenir la tension au point de fonctionnement.
Ce mode garantit un taux de dépôt constant.
Mode Courant Constant (CC): Ce mode est utilisé habituellement avec des électrodes de gros diamètres (> 3,2 mm).
Il régule la vitesse de dévidage de fil dans le but de maintenir la tension et l'intensité au point de fonctionnement.
Ce mode garantit une pénétration constante.
Polarité de l'électrode
L'arc submergé peut fonctionner en :
Courant continu positif (DC+) pour obtenir une pénétration maximale
Courant continu négatif (DC-) pour obtenir un taux de dépôt maximal
Courant alternatif (AC) pour obtenir une solution intermédiaire entre le DC+ et le DC-
Courant alternatif (AC) pour limiter le soufflage magnétique
14 - Quelques préparations de joints
| QUELQUES PRÉPARATIONS DE JOINTS | ||
| Epaisseur en mm | Recommandations | Préparation |
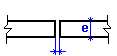
| De 3,0 à 6,0 mm | Soudage d'un seul côté avec un support envers : [*]Latte perdue [*]Latte de cuivre (sauf pour les inox) [*]Céramique avec adhésif [*]Lit de flux en poudre |
 |
| De 6,0 à 12,0 mm | Soudage en bi-passes : une passe par côté | |
| De 12,0 à 20,0 mm | Soudage en bi-passes : une passe par côté Soudage en plusieurs passes (chanfrein en X symétrique ou dissymétrique avec talon support) | 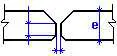 |
| De 25,0 à plus | Soudage en plusieurs passes (chanfrein en simple tulipe avec support ou double tulipe) | 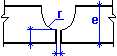 |
15 - Position de la tête en soudage à plat
| Le fil doit être placé dans l'axe et en ligne avec le joint à souder. L'angle d'inclinaison de la tête de soudage et du fil doit être perpendiculaire (90°) par rapport à la surface de la tôle à souder. Lors de soudage à grande vitesse (> 1 m / mn), le fil est légèrement incliné (20 à 30°) dans le sens opposé à l'avance pour améliorer la stabilité de l'arc. | 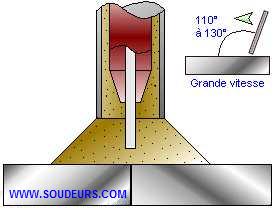 |
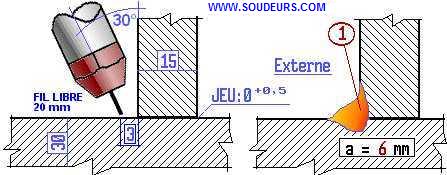
16 - Position de la tête en soudage d'angle à plat
Le fil doit être décalé sur la tôle support de 2 à 3 mm par rapport à la tôle verticale. L'inclinaison de la tête de soudage doit être comprise entre 25 et 35 ° par rapport à la tôle verticale pour éviter une fusion excessive de la tôle rapportée. L'apparition d'un caniveau sur la tôle verticale est la conséquence d'une distance de décalage trop faible entre le fil et la tôle verticale, d'une tension, d'une intensité trop forte et d'une vitesse trop rapide.
17 - Position de la tête en soudage sur une circulaire externe de virole
Le bain de fusion et le flux fondu sont très fluides et ils ont tendance à s'écouler sur la surface de la pièce. Il est nécessaire de corriger la position de la tête de soudage et d'adapter les paramètres de soudage.
[*]Réduction de l'intensité de soudage.
[*]Réduction de la tension de soudage.
[*]Augmentation de la vitesse de soudage.
Le bain de fusion doit être solidifié lorsqu'il passe devant le centre vertical de la pièce.
| La tête de soudage doit être décalée en arrière du sens de rotation de la virole par rapport à l'axe de la génératrice de la virole. Le fil doit être placé en avant du centre vertical de la pièce. Le fil doit être perpendiculaire à l'axe du joint. | 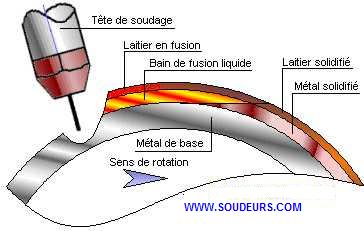 |
Le diamètre extérieur minimum de la virole est de 500 mm environ (sans utilisation de dispositif spécial de maintien de bain appelé sabot réalisé dans un matériau résistant à la chaleur et non conducteur).
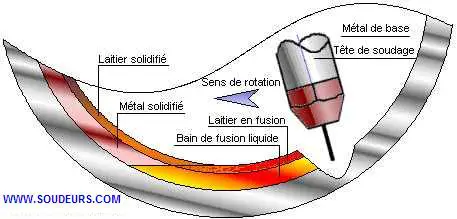
18 - Position de la tête en soudage sur une circulaire interne de virole
Le bain de fusion doit être solidifié lorsqu'il passe devant le centre vertical de la pièce. La tête de soudage doit être décalée en arrière du sens de rotation de la virole par rapport à l'axe de la génératrice de la virole. Le fil doit être placé en avant du centre vertical de la pièce. Le fil doit être perpendiculaire à l'axe du joint. Le diamètre intérieur minimum de la virole est de 600 mm environ.
19 - Photographie de la tête en soudage sur une circulaire extérieure

20 - Quelques liens Internet utiles
20 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
21 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
