
Le site web est à l’adresse www.axxair.com
1 - Introduction
1.1 - Le tube
Souvent négligé dans la soudure orbitale, le tube est pourtant l’élément central.
La qualité des tubes utilisés varie bien évidemment en fonction des applications et des secteurs industriels.
Là où au départ le procédé orbital s’appliquait à des tubes de très haute qualité notamment pour le secteur aérospatial, l’industrie agroalimentaire utilise elle des tubes de qualité inférieure.
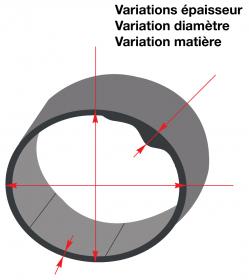
Une attention particulière doit ainsi être portfée aux tolérances géométriques des tubes, au niveau du diamètre (ovalisation), mais aussi au niveau de l’épaisseur.
De plus la qualité et la régularité des éléments dans la matière, particulièrement les impuretés, ont une importance capitale sur la soudabilité et donc sur les paramètres de soudage.
Il est très important donc de vérifier ces points spécifiques avec votre fournisseur de tubes, d’autant plus que ces aspects ont un impact non négligeable sur le coût de ceux-ci.
1.2 - La coupe
La préparation du tube est également un facteur très important afin de pouvoir positionner les éléments à souder de la façon la plus adéquate possible.
En soudure orbitale, il est impératif d’avoir une coupe perpendiculaire et sans bavure.
Une telle coupe se réalise grâce à des machines de coupe orbitale.
Le procédé consiste à faire tourner une lame scie autour du tube.
Ceci permet de garder une géométrie intacte sur les tubes fin, éliminant de fait la déformation au serrage (mors inox concentrique) et les déformations dues aux efforts de coupe puisque la lame suit la section du tube.
2 - Pourquoi préférer la coupe orbitale ?
La coupe orbitale c’est :
 une coupe droite irréprochable une coupe sans bavure et sans pollution la rapidité d’une coupe une répétabilité du procédé sans erreur un système utilisable facilement par tout ouvrier qualifié car simple d’usage un investissement pour une durée de vie longue un amortissement rapide un gain de productivité une semi-automatisation avec une rotation et un serrage automatique en option
une coupe droite irréprochable une coupe sans bavure et sans pollution la rapidité d’une coupe une répétabilité du procédé sans erreur un système utilisable facilement par tout ouvrier qualifié car simple d’usage un investissement pour une durée de vie longue un amortissement rapide un gain de productivité une semi-automatisation avec une rotation et un serrage automatique en optionA NOTER
Rappelons que la réglementation européenne, qui régente le cadre administratif de l’industrie agro-alimentaire (CE n° 1935/2004), en cours d’évolution, impose l’usage de matériaux (l’inox de type 304 et 316) en contact direct avec les denrées alimentaires (norme Iso 96 92-3).
Par conséquent, nos mors concentriques en inox ne polluent pas les tubes à couper.
Les entreprises sont soucieuses d’un gain de productivité, et d’une utilisation en toute sécurité et simplicité par leurs employés.
A RETENIR
Pourquoi la coupe orbitale est un choix judicieux et incontournable ?
La réglementation évolue avec les effets de la mondialisation.
Pour travailler sur un tube inox de moins de 3 millimètres, le choix du système de coupe orbitale, pour une soudure de qua- lité Il n’est guère possible de dissocier une parfaite soudure orbitale automatique avec une coupe orbitale, elle-même concernée par un serrage concentrique.
Le choix d’un fabricant de machine expert en la matière s’impose pour espérer obtenir une parfaite qualité de coupe droite.irréprochable et horlogère de précision, s’impose. L’impératif absolue d’une entreprise industrielle, notamment dans les secteurs réglementés comme l’agroalimentaire, est de pouvoir couper droit ses tubes, avec un mi- nimum de bavure, sans perte de production, avec facilité et en toute sécurité
Dans le secteur alimentaire et pharmaceutique, l’usage de tubes inox de 3 millimètres maximum formalise une phase essentielle : la coupe orbitale.
Pour ce faire, la fragilité relative de ces tubes millimétrés à l’usage qui leur est destiné, prédispose à un soin minutieux pour la stabilité et la tenue lors de l’enserrage.
3 - Pourquoi utiliser un serrage concentrique des tubes ?
3.1 - Pourquoi utiliser un serrage concentrique des tubes et non un serrage étau ?
La coupe orbitale se distingue très simplement par un effet d’image :
le “non” écrasement du tube
la récupération de l’ovalité de ce tube particulièrement étroit.
L’élément majeur de distinction se nomme “mors”.
Sur le marché du tube fin, le serrage étau n’a d’égal que l’imperfection de la main humaine.
L’écrasement du tube s’avère souvent inévitable avec 2 V de chaque côté.
A contrario, le serrage concentrique, comme le nom l’indique, respecte l’ovalité du tube en rapprochant la colonne de serrage contre le tube en se servant de 4 points ou mors (à midi, 15h, 18h et 21 heures selon le cadran d’une horloge).
Ainsi, ces 4 points harmonieusement serrés autour du tube respectent parfaitement celui-ci et ne le déforment pas lors du serrage.
Selon la taille des tubes que vous souhaitez couper en orbital, nos machines seront équipés de 4 mors concentriques .
3.2 - Quelles sont les conséquences d’un mauvais serrage étau ?
Le serrage, ainsi forcé, provoque une déformation du tube.
Or, sur des marchés comme l’agro-alimentaire, les tubes fins en inox, de moins d’un millimètre jusqu’à 3 millimètres d’épaisseur, sont les seuls utilisés.
Avec un serrage étau mal maîtrisé, le tube peut facilement être endommagé et se révèle purement et simplement non récupérable !
3.3 - Quel est l’intérêt d’un serrage concentrique par rapport à un serrage étau ?
Avec un serrage concentrique on évite de brutaliser le tube.
Les quatre mors sont parfaitement répartis autour du tube cylindrique et la force de pression est guidée à la manivelle avec justesse et précision.
La finalité d’un serrage concentrique conditionne tout simplement l’usage de la coupe orbitale puis la soudure.
Cette dernière exige un point fixe pour un outil de coupe qui tourne autour du tube à 360 degrés.
Pour éviter que le tube ne bouge, le serrage concentrique maintient sur les quatre points précédemment expliqués l’intégralité de la surface.
Ensuite la coupe va s’opérer tout “en rondeur” de façon uniforme, avec précision ni écrasement, sans heurt et sans déchet ni bavure.
Pour éviter la perte sèche de tubes rendu inutilisables, du fait d’un serrage étau inconsidéré, au risque d’une baisse ou perte de production, mieux vaut faire appel à une technologie qui permet une maîtrise parfaite des processus de la coupe orbitale en utilisant des mors, tous identiques, dont le nombre varie en fonction de la machine.
Plus la machine a une capacité de diamètres importants, plus le nombre de mors sera élevé pour maintenir le tube avec fermeté et précision.
La CC81 possède 3 mors tandis que la CC1100 en a 18.
Au total, il existe une dizaine de systèmes de serrage concentrique pour des calibres de tubes différents.
3.4 - Le cas des tubes électropolis
Selon la nature du fluide utilisé, certains tubes sont electropolis à l’intérieur afin de diminuer les frottements sur parois ainsi que les échanges avec le tube.
Les industries du semi-conducteur ou encore pharmaceutiques utilisent ce type de tube. Dans ce cas, utiliser un outil de coupe qui génère des copeaux n’est plus accepté car les copeaux pourraient rayer l’intérieur des tubes.
On utilise alors des outils de coupe à la molette qui permet justement une coupe sans copeaux.
Comme cette coupe présente une dépouille importante due à la molette, on vient dresser la face ainsi coupée pour la rendre perpendiculaire à l’axe.
Les machines orbitales portables à dresser permettent de réaliser cette opération en déroulant le copeaux vers l’extérieur, donc sans venir endommager la face intérieure electropolie.
4 - Comment relever le défi d’une coupe droite des tubes ?
4.1 - Que conseiller pour parvenir à une coupe droite des tubes ?
Voilà en effet un souci stratégique récurrent pour ceux qui ont nécessité à souder entre eux deux tubes préalablement coupés.
4.2 - Comment aligner deux tubes mal coupés où il faut combler les imperfections ?
Pour ce faire, les conseils sont simples :
Ne pas utiliser de serrage étau dont les effets aléatoires ne favorisent aucunement la précision et l’ajustement des coupes, bien au contraire et cela s’en ressent pour effectuer des joints parfaits.
4.3 - Comment souder correctement des tubes où des trous sont à combler ?
Pour obtenir un parfait alignement des tubes, faire usage d’un système de serrage concentrique qui apprécie de façon perpendiculairement droit un alignement sur les 20 centimètres par rapport à la coupe qui s’effectue à 360 degrés.
A la sortie, la machine génère une coupe avec une tolérances de perpendicularité très faible (<0.25mm).
4.4 - Comment résoudre le problème d’une coupe droite des tubes ?
Dans des secteurs aussi exigeants que l’industrie pharmaceutique ou l’agroalimentaire, où les normes sont sévères, l’usage de l’inox est impératif.
Le gain de temps en productivité passe donc par une soudure orbitale parfaite et sans défaut.
Parvenir à un tel degré de précision implique, en amont, que tout le processus de préparation a été correctement respecté.
La coupe orbitale ne peut se faire de façon chirurgicale qu’à la condition que le serrage concentrique ait pu se réaliser perpendiculairement de manière parfaite.
Donc, pour résoudre le problème d’une coupe droite des tubes il convient d’investir sans tarder sur un système de serrage concentrique, le plus approprié au diamètre des tubes concernés.
Sur ce point, les machines Axxair sont parmi les plus performantes sur le marché mondial.
A RETENIR
Il n’est guère possible de dissocier une parfaite soudure orbitale automatique avec une coupe orbitale, elle-même concernée par un serrage concentrique.
Le choix d’un fabricant de machine expert en la matière s’impose pour espérer obtenir une parfaite qualité de coupe droite.
Se tourner vers les “Innovatives Orbital Solutions” brevetées
L’usage d’un système de serrage concentrique intègre le processus d’un suivi de profil extérieur, pour le chanfrein et le soudage, afin de mieux tenir compte de l’ovalisation des tubes.
Cela signifie se tourner vers une technologie avancée qui a fait ses preuves, en particulier dans le secteur agro-alimentaire.
En effet, le bâti de la machine de ser- rage concentrique AXXAIR est transformable en machine de coupe, de soudage et de chanfrein orbitale. Et nous sommes les seuls à le faire.
Il est fini le temps du serrage étau où “l’à peu près” était de mise en fonction de la force physique d’un ouvrier qualifié et de son niveau de fatigue.
Aujourd’hui, le secteur industriel gravite dans l’excellence et le gain de productivité, où la qualité prône l’utilisation des techniques les plus adaptées et évoluées.
Le respect de la norme EN ISO 9692-3 est à ce prix, qu’il s’agisse des secteurs viticoles, laitiers, pharmaceutiques ou des installations de traitement de l’eau en industries nucléaires et chimiques.
5 - Pourquoi préférer la technologie des machines de coupe orbitale AXXAIR ?
Quatre critères distinguent les machines de coupe orbitale AXXAIR
La conception même, en bureau d’étude intégré, des machines de coupe orbitale AXXAIR, relève de la recherche de simplicité d’utilisation à la rapidité d’exécution en toute sécurité. L’efficience ainsi que la perfection complètent le tableau des arguments.
Voici 4 critères qui vont vous faire préférer les machines de coupe AXXAIR.
CRITÈRE n°1 :
Les machines de coupe orbitale AXXAIR sont dotées d’un système de serrage concentrique
A l’inverse d’un serrage étau, le serrage concentrique s’avère délicat et ferme tout à la fois. Ce système est équipé de mors, qui varient de 3 à 16 en fonction des modèles de diamètres des tubes à couper et à souder de façon orbitale.
Ceux-ci en inox ne dépassent pas 3 millimètres d’épaisseur.
Autant dire que dans le secteur viticole, laitier, pharmaceutique etc., ces tubes représentent le principal matériel utilisé par les sociétés industrielles agro-alimentaires selon les normes européennes en vigueur.
Un tube est particulièrement étroit.
Un serrage étau mal maîtrisé écrase le tube.
Il devient alors irrécupérable et bon à jeter.
Les machines de coupe orbitale AXXAIR se distinguent par ce principe novateur de serrage concentrique qui permet précisément de récupérer l’ovalité d’un tube.
Le serrage, par exemple à quatre points, maintient : à midi, à 15h, à 18 h et à 21h selon le cadran d’une horloge.
Ainsi, le tube n’est ni brusqué ni fragilisé.
CRITÈRE n°2 :
L’inox maintient l’inox
Les systèmes de serrage concentrique AXXAIR sont dotés de mors de base.
Les mors disposés sur des colonnes se rapprochent et enserrent le tube.
Pourquoi le choix de l’inox pour ces mors ?
Tout simplement parce que l’usage d’un autre matériel que l’inox pour ces mors polluerait le tube lui-même au bout d’un certain laps de temps.
Pour garantir une parfaite protection contre les attaques extérieures, la corrosion, pour protéger les aliments ou liquides qui passent à l’intérieur, seul l’inox est largement recommandé pour ne pas dire imposé.
Les mors en inox sont de “série” sur les machines de coupe orbitale AXXAIR.
En utilisant les machines AXXAIR, aucun endommagement et aucune pollution des tubes n’est à déplorer ni de perte de productivité.
CRITÈRE n°3 :
Pénétrer la matière sans impact : une révolution dans le serrage des métaux
Un élément très important a été pensé par les ingénieurs du bureau d’étude de la société AXXAIR.
Comment faire pénétrer l’élément de coupe orbitale dans l’inox de manière délicate et régulière ?
Très simplement grâce à l’usage d’un levier.
Une fois le tube placé entre les colonnes des mors ajustés, maîtrisés tout autour, il convient d’actionner le levier pour faire rentrer complètement la lame dans la matière.
Puis le volant est tourné à 360 degrés, de manière douce et progressive, pour contourner le tube délicatement et de façon homogène.
En procédant ainsi, la lame ne s’abîme pas.
Sa durée de vie est prolongée pour environ 150 à 200 coupes pour 3 millimètres de tube. La coupe est ensuite gérée par le moteur avec variateur de vitesse pour une pénétration douce et régulière.
Alors pourquoi sans impact ?
Parce que l’utilisateur n’a pas la même approche avec ce levier démultiplié et la lame ne cogne pas dans la matière mais rentre doucement dans la matière.
CRITÈRE n°4 :
La coupe orbitale assure la régularité du procédé
Comment la coupe orbitale assure t-elle la régularité du procédé ?
La réponse est toute trouvée : la manivelle de rotation.
Un petit volant noir favorise la rotation à 360 degrés autour du tube de façon régulière. Combien il est difficile en temps normal de couper droit et proprement sans tenir le matériau solidement?
L’avance de la lame se fait de façon régulière avec cette machine, maîtrisée sans aspiration par le moteur grâce à cette manivelle de rotation.
Le moteur gère ainsi l’avance douce d’une coupe de manière optimale.
6 - Conclusion
La préparation du tube est un facteur très important afin de pouvoir posi- tionner les éléments à souder de la façon la plus adéquate possible.
En soudure orbitale, il est impératif d’avoir une coupe perpendiculaire et sans bavure.
Une telle coupe se réalise grâce à des machines de coupe orbitale.
Le procédé consiste à faire tourner une lame scie autour du tube.
Ceci permet de garder une géométrie intacte sur les tubes fin, éliminant de fait la déformation au serrage (mors concentrique) et les déformations dues aux efforts de coupe puisque la lame suit la section du tube.
Ce guide technique de la coupe orbitale est rédigé par la société AXXAIR
Le site web est à l’adresse www.axxair.com
