
1 - Définition du QW-483 (PQR)
Selon la section IX de l'ASME (code américain), le format proposé du procès verbal de qualification de mode opératoire de soudage (Welding Procedure Qualification Record) est défini dans le chapitre QW-483.
2 - Page 1 du procès verbal de qualification de mode opératoire de soudage (PQR)
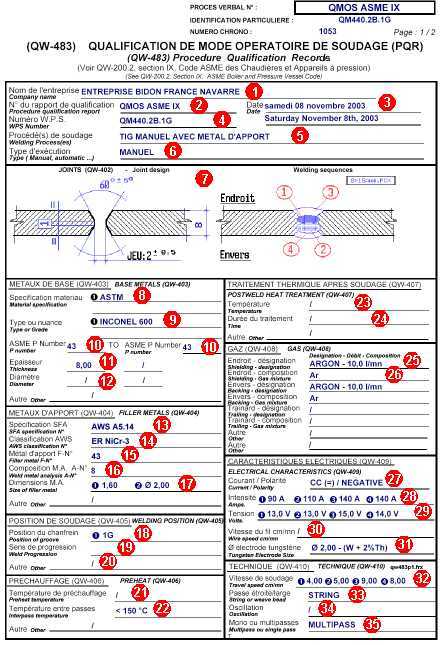
3 - Glossaire Anglais / Français des termes utilisés dans l'imprimé QW-483 page 1
Ce tableau récapitule les items et les termes utilisés dans l'imprimé QW-483 en page 1.
| Item | Termes techniques anglais | Termes techniques français |
| 1 | Company's name | Nom de l'entreprise |
| 2 | Procedure qualification report number | Numéro du rapport de qualification |
| 3 | Date of welding | Date de réalisation |
| 4 | WPS number | Numéro de la fiche de soudage |
| 5 | Welding process(es) | Procédé(s) de soudage |
| 6 | Type (Manual, Automatic) | Type d'exécution du procédé |
| Joints (QW-402) | Joints | |
| 7 | Groove design - Welding sequences | Préparation et répartition des passes |
| Base(s) metal(s) (QW-403) | Matériau(x) de base | |
| 8 | Material specification | Spécification des matériaux |
| 9 | Base metal Type or Grade | Type ou Nuance |
| 10 | P-Number and G-Number | ASME P-Number |
| 11 | Thickness(es) of test coupon | Epaisseur(s) de l'assemblage soudé |
| 12 | Diameter(s) of test coupon | Diamètre(s) de l'assemblage soudé |
| Filler metal(s) (QW-404) | Métal ou métaux d'apport | |
| 13 | Filler metal SFA specification | Spécification SFA du métal d'apport |
| 14 | Filler metal AWS classification | Classification AWS du métal d'apport |
| 15 | Filler metal number - F number | ASME F-Number du métal d'apport |
| 16 | Weld deposit analysis A-Number | ASME A-Number du métal d'apport |
| 17 | Size(s) of filler metal | Dimensions des métaux d'apport |
| Welding position(s) (QW-405) | Position(s) de soudage | |
| 18 | Position of groove of test coupon | Position(s) fondamentale(s) de soudage |
| 19 | Weld progression (uphill, downhill) | Sens de progression du soudage |
| 20 | Other | Autre |
| Preheat (QW-406) | Préchauffage avant soudage | |
| 21 | Preheat temperature | Température de préchauffage |
| 22 | Interpass temperature | Température entre passes |
| Postweld heat treatment (QW-407) | Traitement thermique après soudage | |
| 23 | Postweld heat treatment temperature | Température du traitement thermique |
| 24 | Postweld heat treatment time | Durée du traitement thermique |
| Welding gas (QW-408) | Gaz de soudage | |
| 25 | Designation of shielding gas or backing gas | Désignation du gas endroit ou envers |
| 26 | Gasmixture of shielding gas or backing gas | Composition du gaz endroit ou envers |
| Electrical characteristics (QW-409) | Caractéristiques électriques de soudage | |
| 27 | Current type (AC or DC) and Polarity in DC | Type de courant et polarité |
| 28 | Amperage range | Intensité de soudage |
| 29 | Voltage range | Tension de soudage |
| 30 | Wire speed | Vitesse de dévidage du fil d'apport |
| 31 | Tungsten electrode size | Diamètre de l'électrode infusible en tungstène |
| Techniques (QW-410) | Techniques de soudage | |
| 32 | Travel speed | Vitesse de soudage |
| 33 | String or Weave bead | Passe large ou étroite de soudage |
| 34 | Oscillation frequency, width and dwell time | Fréquence, largeur, amplitude de l'oscillation |
| 35 | Multipass or single pass per side | Monopasse ou multipasses par côté |
4 - Page 2 du procès verbal de qualification de mode opératoire de soudage (PQR)
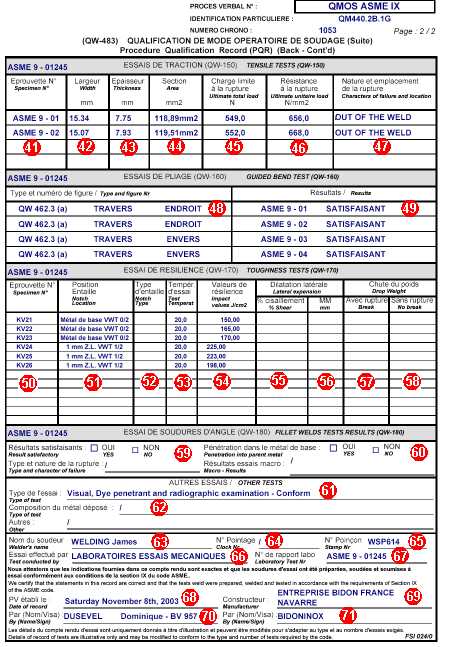
5 - Glossaire Anglais / Français des termes utilisés dans l'imprimé QW-483 page 2
Ce tableau récapitule les items et les termes utilisés dans l'imprimé QW-483 en page 2
| Item | Termes techniques anglais | Termes techniques français |
| Tensile test (QW-150) | Essais de traction | |
| 41 | Specimen number | Numéro de l'éprouvette de traction |
| 42 | Measured specimen width | Largeur de l'éprouvette |
| 43 | Measured specimen thickness (diameter if turned) | Epaisseur de l'éprouvette |
| 44 | Measured area of specimen | Section calibrée de l'éprouvette |
| 45 | Ultimate total load | Charge limite à la rupture |
| 46 | Ultimate unit stress | Résistance à la rupture unitaire |
| 47 | Type of failure (brittle or ductile) et location | Type de cassure et localisation |
| Guided-bend tests (QW-160) | Essais de pliage | |
| 48 | Type (face, root, side) and the figure number | Type et numéro de figure |
| 49 | Bend test result | Résultat des essais |
| Toughness tests (QW-170) | Essais de résilience | |
| 50 | Impact test specimen number | Numéro de l'éprouvette de résilience |
| 51 | Notch location | Position de l'entaille |
| 52 | Notch type | Type de l'entaille |
| 53 | Test temperature | Température de l'essai de résilience |
| 54 | Impact values | Valeurs obtenues de l'essai de résilience |
| 55 | Lateral expansion - % shear | Taux de cisaillement en % |
| 56 | Lateral expansion - mm | Taux de cisaillement en mm |
| 57 | Drop weight break - With break | Propagation de la cassure - avec rupture |
| 58 | Drop weight break - No break | Propagation de la cassure - sans rupture |
| Fillet-weld Test (QW-180) | Essai de soudure d'angle | |
| 59 | Type and character of failure - resultat satisfactory | Type et nature de la rupture |
| 60 | Penetration into parent metal - Macro - results | Pénétration dans le métal de base |
| Other Tests | Autres Essais | |
| 61 | Type of test | Type d'essai |
| 62 | Deposit analysis - results | Composition chimique du métal déposé |
| 63 | Welder's name | Nom du soudeur |
| 64 | Clock number | Matricule ou numéro de pointage |
| 65 | Stamp number | Numéro de poinçon du soudeur |
| 66 | Tests conducted by | Nom du laboratoire d'essais |
| 67 | Laboratory Test number | Numéro du rapport du laboratoire |
| 68 | Date of record | Date de rédaction du rapport |
| 69 | Manufacturer | Nom du constructeur |
| 70 | Welding Inspector's name | Nom de l'inspecteur soudage |
| 71 | Welding responsible organisation | Nom du coordinateur soudage |
6 - Téléchargement de l'imprimé QW-483 page 1 et page 2
 - Télécharger la forme américaine ASME QW-483 page 1 et 2 au format .pdf de Adobe - Télécharger la forme ASME bilingue QW-483 page 1 et 2 au format .doc de Word - Télécharger la forme ASME bilingue QW-483 page 1 au format .xls de Excel - Télécharger la forme ASME bilingue QW-483 page 2 au format .xls de Excel
- Télécharger la forme américaine ASME QW-483 page 1 et 2 au format .pdf de Adobe - Télécharger la forme ASME bilingue QW-483 page 1 et 2 au format .doc de Word - Télécharger la forme ASME bilingue QW-483 page 1 au format .xls de Excel - Télécharger la forme ASME bilingue QW-483 page 2 au format .xls de Excel7 - Quelques liens Internet utiles
Une base de données américaine des P-Numbers avec outil de recherche (en anglais) Une base de données américaine des F-Numbers avec outil de recherche (en anglais)8 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Vos commentaires
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

