
1 - Introduction
 |
L'utilisation de l'aluminium et de ses alliages dans les fabrications soudées est de plus en plus importante. La compacité des soudures réalisées sur l'Aluminium et ses alliages avec les procédés de soudage classiques (TIG et MIG) est un problème connu par tous les soudeurs, techniciens et ingénieurs soudeurs sur les fabrications de qualité, contrôlées par ressuage et / ou radiographie. |
des manques de fusion au démarrage de cordon de soudure, des cratères de terminaison avec fissuration en étoile et des
inclusions de tungstène pour le soudage TIG.
2 - Origines probables des problèmes
La présence des défauts cités ci-dessus est imputable en partie à :
[*]La mauvaise étanchéité du circuit de protection gazeuse (introduction d'air)
[*]La présence d'humidité par condensation à la surface des pièces à souder
[*]Un mauvais nettoyage et grattage des bords à souder (présence d'oxyde d'alumine)
[*]Une longueur d'arc trop importante
[*]Des paramètres de soudage inadaptés
[*]Une position de soudage peu favorable au libre dégazage du bain de fusion (Plafond et corniche à éviter dans la mesure du possible)
[*]Une vitesse de soudage inadaptée
[*]Un mauvais gougeage de la reprise sur un cordon soudé des deux côtés
3 - Recommandations générales
Les règles générales de l'art pour le soudage de l'aluminium sont les suivantes :
[*]Séchage des surfaces par un chauffage superficiel (80° C)
[*]Hygrométrie contrôlée de l'atmosphère du local de soudage
[*]Grattage mécanique des bords à souder ou décapage chimique
[*]Grattage et nettoyage du fil d'apport TIG dans la mesure du possible
[*]Dégraissage soigné des bords à souder et des zones adjacentes.
[*]Utilisation d'un mode opératoire de soudage qualifié et validé
[*]Longueur d'arc réduite
[*]Utilisation d'un courant pulsé
[*]Utilisation de gaz inerte de haute pureté (Argon ou Argon-Hélium)
[*]Utitisation de fil d'apport avec une teneur en magnésium contrôlée
[*]Utilisation de dévidoir étanche de métal d'apport
[*]Port d'une paire de gants propres et blancs par le soudeur
Le mot clé de la réussite est Nettoyage
L'oxyde d'aluminium naturellement présent à la surface des pièces doit être gratté mécaniquement juste avant l'opération de soudage.
Toutes les pièces doivent être parfaitement dégraissées et décapées chimiquement après le grattage.
Le fil d'apport TIG doit être dégraissé avant utilisation.
4 - Sélection du métal d'apport
| MÉTAUX D'APPORT POUR DIFFÉRENTS ALLIAGES D'ALUMINIUM | ||
| Type de métal d'apport selon l'utilisation | Type de métal d'apport selon l'utilisation | |
| Alliages | Pour le maximum de résistance |
Pour le maximum d'allongement |
| 1100 |
1100, 4043 |
1100, 4043 |
| 2219 3003 3004 5005 |
2319 5183, 5356 5554, 5356 5183, 4043, 5356 |
1100, 4043 5183, 4043 5183, 4043 |
| 5051 5052 5083 5086 |
5356 5356, 5183 5183, 5356 5183, 5356 |
5183, 4043 5183, 4043, 5356 5183, 5356 5183, 5356 |
| 5050 5052 5083 5086 |
5356, 5183 5554, 5356 5356, 5554 5556 |
5183, 5356, 5654 5356 5554, 5356 5183, 5356 |
| 6061 6063 7005 7039 |
4043, 5183 4043, 5183 5356, 5183 5356, 5183 |
5356 5356 5183, 5356 5183, 5356 |
5 - Innovations technologiques actuelles
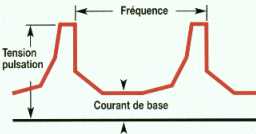
La presse spécialisée et les constructeurs de matériels de soudage soulignent le fait que l'utilisation d'un courant pulsé (TIG et MIG) et mieux encore le courant spray-arc modulé (MIG) diminue le pourcentage de porosités par l'agitation par vibration du bain de fusion (évacuation des bulles d'hydrogène)
L'utilisation d'un courant de démarrage avec un pic d'amorçage assure des départs de soudure sans collage ni amorce de rupture.
L'utilisation d'un courant de remplissage du cratère en fin de cordon permet d'éliminer les fissurations du cratère de terminaison.
| MIG COURANT PULSE | MIG SPRAY MODAL - SAF |
 |
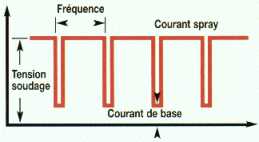 |
Le ?Spray-Modal'? est un mode de transfert spécial qui met en ?uvre un courant modulé à une fréquence fixe
produisant des vibrations dans le bain de soudure liquide, lesquelles ont pour effet de faciliter le dégazage d'hydrogène avant solidification du métal.
Ce procédé est surtout intéressant pour les applications aluminium mettant en ?uvre des épaisseurs comprises entre 2 et 8 mm.
Contrairement au transfert Spray-Arc, il peut-être utilisé dans toutes les positions de soudage.
Une autre perspective d'innovation est l'utilisation d'un flux décapant (ne pas confondre avec un flux activant) spécialement adapté à l'aluminium, déposé sur la face envers des pièces à souder qui permet d'éliminer la couche d'oxyde d'alumine et l'humidité de surface.
6 - Quelques liens Internet utiles
7 - Vos commentaires utiles sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Votre message sera vu et lu uniquement par les lecteurs de cet article
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Veuillez respecter la ligne éditoriale de l'article technique en question.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

