Ce document, largement inspiré des normes citées, a pour but de présenter le plus simplement possible les conditions optimales pour la réalisation d'une structure soudée non soumise à la pression. Sont exclus de cette présentation les éléments de fixation et autres appendices. Il n'est fait mention dans cet article que de la partie soudage des références citées.
Références :
NF EN 1090-2 :2009 ( P 22-101-2/ICS :91.080.10)
1 - Introduction
Les renseignements donnés tout au long du document permettront au fabricant d'appréhender les textes normatifs susceptibles d'ètre appelés et mis en ?uvre dans son process de fabrication.
Appel d'offres, cahier des charges et revue de contrat.
Le chargé d'affaires du fabricant, en relation avec son client, doit s'assurer que l'outil de production est adapté à la demande et connaitre dans sa totalité les exigences de qualité requises, les références constructives auquel le client peut faire référence, la classe d'exécution, les délais.
Concernant les notions de qualité requise, de classe d'éxecution ou de classe de risque, il faudra se réferer aux textes suivants :
EN ISO 3834-6
EN ISO 14554
EN 1011-1, EN 1011-2 et EN 1011-3
et se référer le cas échéant à un code de construction reconnu par le donneur d'ordre.
Un dossier qualité peut lui ètre demandé. Ce dernier mettra en évidence :
[*] les intervenants, leurs compétences, leur degré d'intervention et le moment ou ils interviennent,
[*] les procédures d'exécution et de modifications, les méthodes,
[*] un plan de contrôle ( Essais Non Destructifs ) de l'ouvrage,
[*] les points d'arrèt et l'intervention d'une tierce partie éventuelle.
Ce dossier devra être présenté avant toute intervention au stade ou il se rapporte.
Tout point d'arrét ne sera levé qu'après présentation et approbation des relevés de contrôles.
2 - Recette des produits constitutifs de l'ouvrage
Le fabricant doit s'assurer de la conformité des matériaux employés à une norme européenne et réceptionner des produits en conformité avec les normes de livraison applicables, produits qui devront ètre fournis avec leur attestation, relevé ou certificat de conformité, de type 2.1, 2.2, 3.1 ou 3.2 ( NF EN 10204 :2005) pour ce qui concerne les produits assemblés par soudage.
Fonction de la classe d'exécution retenue, le fabricant devra assurer la traçabilité des constituants par enregistrements des lots fournis et incorporés à une gamme de fabrication, ou par marquage systématique de ces constituants sur l'ouvrage, et ce à chaque étape du mode d'élaboration.
Exemple de normes produits :
[TABLE]
| PRODUITS |
CONDITIONS TECHNIQUES DE LIVRAISON |
Profilés I et H
Profilés en I à ailes inclinées laminés à chaud
Profilés en U
Cornières à ailes égales et inégales
Fers T
Tôles, plats, larges plats
Barres et profils |
EN 10025-1, EN 10025-2, EN 10025-3, EN 10025-4, EN 10025-5, EN 10025-6 |
| Profils creux finis à chaud |
EN 10210-1 |
| Profils creux formés à froid |
EN 10219-1 |
| Aciers de construction non alliés |
EN 10025-2 |
| Aciers de construction soudables à grains fins |
EN 10025-3, EN 10025-4 |
| Aciers à haute limite d'élasticité pour formage à froid |
EN 10149-1, EN 10149-2, EN 10149-3, EN 10268 |
| Aciers laminés à froid |
ISO 4997 |
| Aciers revétus en continu par immersion à chaud |
EN 10292, EN 10326, EN 10327 |
| Tôles, plaques et bandes |
EN 10088-2 |
| Tubes (soudés) |
EN 10296-2 |
| Tubes sans soudures |
EN 10217-2 |
| Barres, fils-machines et profils |
EN 10088-3 |
Ces normes doivent par ailleurs et surtout être respectées par le sidérurgiste. Elles déterminent et standardisent la qualité du produit métallurgique.
Il y est fait mention, notamment, des caractéristiques mécaniques garanties telles que la résistance élastique, la résistance à la rupture, la résilience etc'
De plus, il peut ètre stipulé ? à la revue de contrat ou pour l'emploi de certains matériaux - des caractéristiques à garantir supplémentaires, comme par exemple des garanties à l'arrachement lamellaire ( EN 10164 ), des essais de résistance à la corrosion par piqure en millieu azoté?
Le même soin et les mêmes exigences seront apportées aux produits consommables de soudage ou le fabricant s'attachera aussi à réceptionner des produits conformes.
En matière de métal d'apport, certains codes de construction stipulent une « recette de métal d'apport » dans certains cas ( RCCM, CODAP, RCCMH,?).
Il s'agit pour le fabricant, avant mise à disposition des produits dans l'atelier, de procéder ou faire procéder à une analyse chimique sur métal déposé ( en pareil cas, il faudra s'assurer de faire plusieurs passes afin d'annuler l'effet de dilution dans le métal de base et procéder à des passes régulières et rectilignes pour limiter les pertes à l'usinage).
Cette exigence permet de s'assurer de la réelle composition chimique des produits utilisés.
Par ailleurs, lors de l'utilisation de matériaux de resistance mécanique élevée ( S355 et supérieurs), il est fortement recommandé d'utiliser des produits d'apport basiques.
3 - Opérations de soudage
Comme le soudage est un procédé spécial et que les conséquences d'un soudage médiocre peuvent être désastreuses, il est nécessaire d'exercer des vérifications sur le soudage et les contrôles des soudures.
Ces vérifications passent par :
[*]Le contrôle des modes opératoires de soudage et l'aptitude des soudeurs (QMOS,QS)
[*]Une mise à disposition du matériel nécessaire à l'exécution des tâches et sa maintenance
[*]La maîtrise des exigences dans la mise en ?uvre des matériaux (soudabilité)
[*]La maîtrise des opérations de sous-traitance
[*]La manutention et le stockage des métaux et des produits d'apport
[*]L'identification des intervenants dans le process de production, l'identification du produit et du travail en cours
[*]La correction des non-conformités et l'archivage des enregistrements qualité
3 -1 -
Programme de soudage
Le personnel de production doit avoir accès à un certain nombre d'informations pour assurer une qualité d'exécution acceptable, notamment :
[*] Les descriptifs de Modes Opératoires de Soudage
[*] Les précautions à prendre pour éviter les déformations
[*] La séquence de soudage appropriée à l'assemblage
[*] Les exigences requises pour les contrôles intermédiaires et définitifs ( formes et dimensions des soudures fonction des exigences du contrôle visuel et des END )
[*] Les procédures de manutention
[*] L'équipement nécessaire pour l'utilisation des certains métaux d'apport spécifiques ( à basse teneur en hydrogène : étuvage et maintien en température)?
3 -2-
Normes relatives à la coordination, aux qualifications de modes opératoires et qualifications soudeurs.
Le soudage doit être réalisé avec des modes opératoires qualifiés utilisant un descriptif de mode opératoire de soudage selon EN 15609, EN 14555 ou EN ISO 15620 selon les cas.
Méthode de qualification des modes opératoires de soudage
pour les procédés 111, 114, 12, 13 et 14
selon la classe de qualité retenue
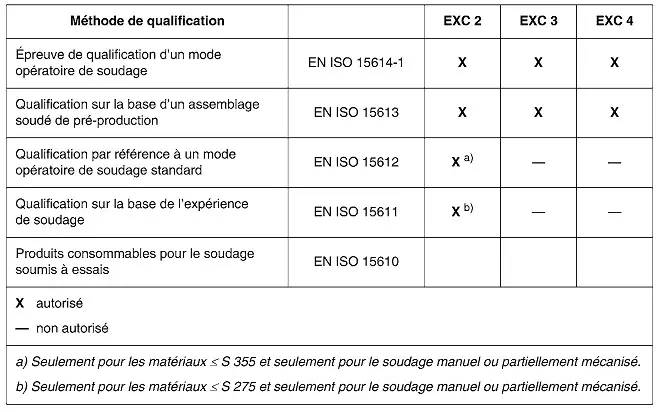 Exigences complémentaires aux normes de qualifications : essai de résistance à la flexion par choc à la plus basse température spécifiée dans la norme produit, micrographie requise pour les matériaux répondant de la norme EN 10025-6, essai de traction sur assemblage en croix selon EN ISO 9018 pour les assemblages définitifs ( S 275 et supérieurs) soumis à des contraintes transversales et couverts par une QMOS.
Méthode de qualification des modes opératoires de soudage
Exigences complémentaires aux normes de qualifications : essai de résistance à la flexion par choc à la plus basse température spécifiée dans la norme produit, micrographie requise pour les matériaux répondant de la norme EN 10025-6, essai de traction sur assemblage en croix selon EN ISO 9018 pour les assemblages définitifs ( S 275 et supérieurs) soumis à des contraintes transversales et couverts par une QMOS.
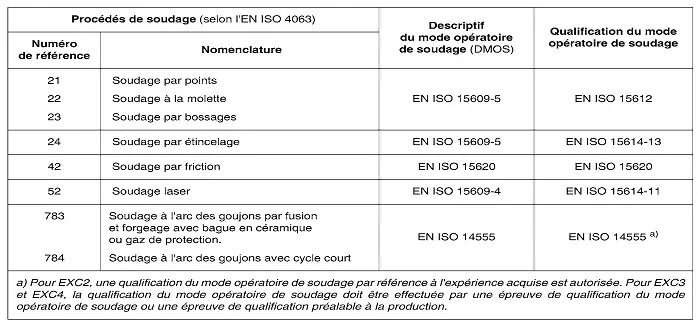
Méthode de qualification des modes opératoires de soudage
pour les procédés 21, 22, 23, 24, 42, 52, 783 et 784
Si un mode opératoire qualifié n'a pas été utilisé en production sur une durée allant de 1 à 3 ans, il est nécessaire de refaire un essai de production pour les nuances d'acier S355 et supérieures et de lui appliquer les essais suivants :
[*] Contrôle visuel
[*] Contrôle de compacité
[*] Contrôle surfacique
[*] Macroscopie
[*] Dureté.
Si un mode opératoire qualifié n'a pas été utilisé en production sur une durée de plus de trois ans, deux cas deux figure sont possibles :
[*] Aciers de nuance S355 et inférieurs : un examen macroscopique,
[*] Aciers de nuance supérieure à S355 : une nouvelle qualification de mode opératoire doit ètre effectuée.
Les soudeurs et opérateurs soudeurs doivent être qualifiés selon les dispositions des normes NF EN 287-1 et NF EN 1418. Le soudage des n'uds en profil creux dont les angles sont inférieurs à 60° doit être qualifié par une épreuve spécifique.
Dans le cas ou l'assemblage est défini dans les classes d'exécution EXC2, EXC3 ou EXC4, une coordination en soudage doit être assurée par du personnel qualifié et expérimenté selon les prescriptions de l'EN ISO 14731.
Connaissance technique des coordinateurs ? Aciers carbone
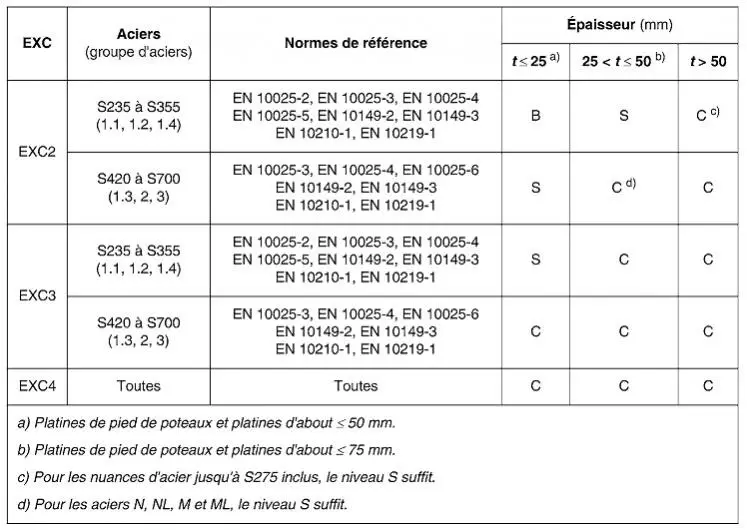
B, S, et C correspondent aux connaissance de Base, Spécifiques et Complétes.
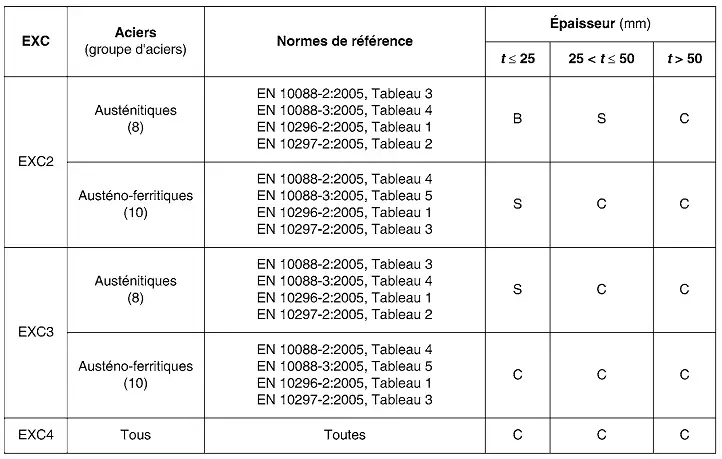
Connaissance technique des coordinateurs ? Aciers inoxydables
 3 -3
3 -3 -
Préparation et exécution des opérations de soudage.
Les normes EN ISO 9692-1 et EN ISO 9692-2 sont préconisées pour la préparation des jonts. Sur les nuances S640 et supérieures, un contrôle visuel, un ressuage ou un examen par magnétoscopie des bords à souder est nécessaire.
S?il est fait usage d'un rechargement pour réparation de ces zones, une épreuve de qualification spécifique est requise.
Toutes les surfaces à souder doivent être sèches et exemptes de rouille, matériau organique ou de couche de zinc).
Les matériaux d'apport doivent être stockés et utilisés selon les recommandations du fabricant.
En l'absence de recommandations, se reporter au tableau suivant pour les température d'étuvage et de maintien, si nécessaire :
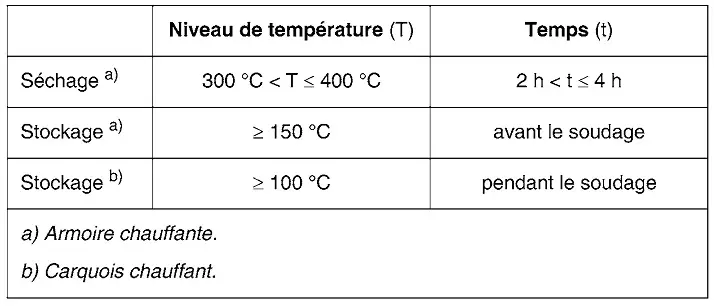
Les produits consommables non utilisés à la fin du poste de travail devront étre ré-étuvés. Les électrodes enrobées ne pourront pas l'être plus de deux fois.
Le soudeur, comme la zone de travail, doivent être efficacement protégés des intempéries. Si la température ambiante n'excède pas 5°c, un dégourdissage des éléments à souder peut ètre recommandé. En cas de préchauffage, il faut se reporter aux normes EN ISO 13916 et EN 1011-2.
Les éléments à souder doivent ètre correctement pointés et maintenus pendant le soudage en vue d'éliminer tout risque de déformation au droit du joint à souder. Les éléments de fixation provisoire doivent ètre spécifiés sur plan pour les classes d'exécution EXC 3 et 4 et ètre soudés selon un descriptif de mode opératoire de soudage qualifié. Un contrôle approprié de la zone meulée suite à l'enlèvement de ces fixations devra être effectué.


