
L'auteur autorise l'équipe de www.soudeurs.com à publier son texte sur le présent site.
Nul n'ignore qu'en soudage, on distingue d'une part le type d'assemblage, et d'autre part le type de soudure.
C'est la base des définitions normatives.
La norme ISO 17659 définit l'assemblage, ou « joint » au § 3.1 et les soudures par fusion, ou « fusion welds » au § 7.
Les normes sur le soudage distinguent plusieurs types de soudure, dont BW et FW sur le soudage avec fusion.
Ces deux abréviations symboliques viennent de Butt Weld et Fillet Weld.
Voici des exemples de configurations correspondant à l'un et à l'autre de ces deux types.
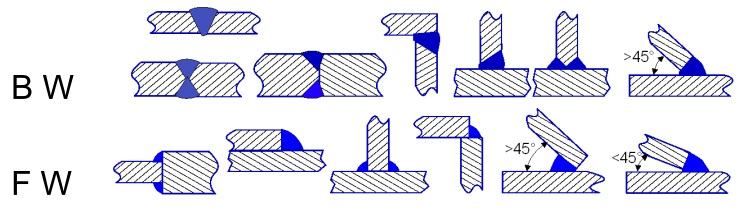
Chacune des deux séries de schémas ci-dessus montre bien un type de soudure distinct, indépendant du type d'assemblage. Et pourtant, force est de constater une méprise courante quant à la désignation du type de soudure.
Cette méprise provient tout simplement de la traduction française de butt weld.
En effet, butt signifie aboutant, ou en bout.
Un assemblage en bout correspond tout bonnement à l'expression française bout à bout.
Une soudure en bout désigne un type de soudure, placée en bout d'une des pièces à assembler, la fusion étant dans le même prolongement avec la notion de pénétration.
La traduction de butt weld est littéralement « soudure en bout », et pour y inclure la notion de pénétration, soudure avec pénétration, ou encore soudure pénétrée, conviennent mieux.
Pourtant, butt weld est très souvent traduit par soudure bout à bout.
Littéralement, parler de « soudure bout à bout » indique seulement une soudure quelconque dans un assemblage bout à bout.
L'assemblage est défini mais pas le type de soudure.
C'est pourquoi l'expression bout à bout, ne convient pas du tout pour définir un type de soudure.
Le problème de la méprise est donc la véritable signification de butt et sa traduction.
Butt joint est correctement traduit par assemblage bout à bout.
Butt weld est correctement traduit par soudure pénétrée.
De même qu'en anglais butt est utilisé à la fois pour les assemblages et pour les soudures, en français angle est lui aussi utilisé à la fois pour les assemblages et pour les soudures.
Par le contexte, il n'y a pas confusion entre l'assemblage et le type de soudure, un assemblage en angle pouvant être réalisé avec des soudures pénétrées, ou avec des soudures d'angle, ce qui n'est pas toujours évident pour les non-initiés.
Voici un extrait de la norme ISO /TR 25901(2007):
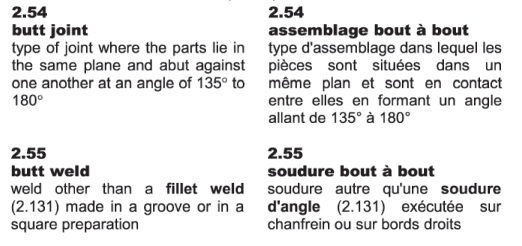
Évidemment, la traduction en 2.55 qui introduit malencontreusement la notion d'assemblage dans le type de soudure est source de confusion.
Parler de soudure pénétrée est nettement plus exact et totalement explicite.
On remarquera aussi que soudure pénétrée comprend de facto les soudures totalement ou partiellement pénétrées.
C'est aussi vrai pour l'expression soudure avec pénétration qui inclut à la fois les soudures à pleine pénétration et les soudures à pénétration partielle.
Dans la norme ISO 17659 au tableau 10 le terme butt weld a été largement remplacé par full penetration (ce qui exclue quand même la pénétration partielle) alors que subsiste dans une bonne partie de la norme le terme butt weld avec le plus souvent sa traduction inexacte.
Il y a parfois des traductions inattendues comme par exemple celle de la figure 13.d que voici:
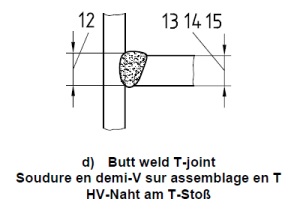
Le texte anglais exprime une soudure pénétrée dans un joint en T sans préciser le type de préparation.
La définition sera la même pour un chanfrein en K car le type de soudure n'aura pas changé: il s'agira toujours d'une soudure pénétrée.
Cela est-il bien exprimé en français.
Pour compléter ces remarques, il est intéressant de se référer à la définition 31 010 de butt weld dans la norme BS 499: Part 1 de 1983, quand il n'était pas encore question de normes multilingues.
La définition indique décrit les trois cas:
butt weld :
1) in a butt joint,
2) in a T·joint,
3) in a corner joint.
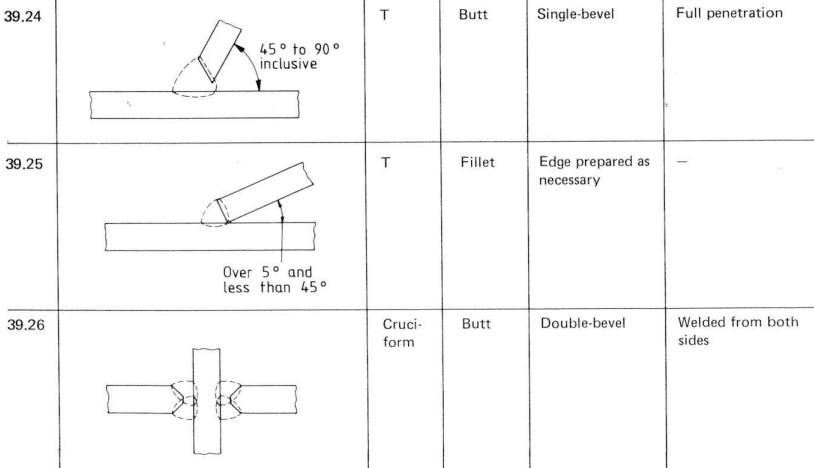
De plus, dans cette norme sont dessinés et classés par colonnes tous les types d'assemblage et tous les types de soudures correspondant aux divers assemblages.
Pour exemple, les pages 35 et 36 de cette norme sont jointes en annexe.
Cette confusion dans la compréhension des termes se manifeste d'abord comme montré ci-dessus au niveau des variations de description et de sens de certaines traductions, mais ce n'est pas le seul embarras.
Les conséquences se manifestent surtout dans les différences d'application de normes, les versions françaises et anglaises ne correspondant pas en signification et donc pas en contenu.
En particulier, la traduction erronée de butt weld par soudure bout à bout au lieu de soudure pénétrée rend confuses les normes de Qualifications de Modes Opératoires de Soudage et de Qualifications de Soudeurs.
A ce titre, l'annexe ci-jointe illustre sur la norme NF EN 287-1 les différences d'interprétation qui en résultent, et comment cela donne lieu à des cas pour lesquels il n'y a plus d'application possible de la norme.
Par contre, la traduction de butt weld par soudure pénétrée ne pose plus, et c'est logique, de problèmes d'interprétation.
Ces explications et ces exemples devraient être suffisants pour montrer les incohérences de la traduction inexacte de butt weld et le besoin réel et immédiat de rectification.
EXTRAIT BS 499-PART 1 : 1983 PAGE 35
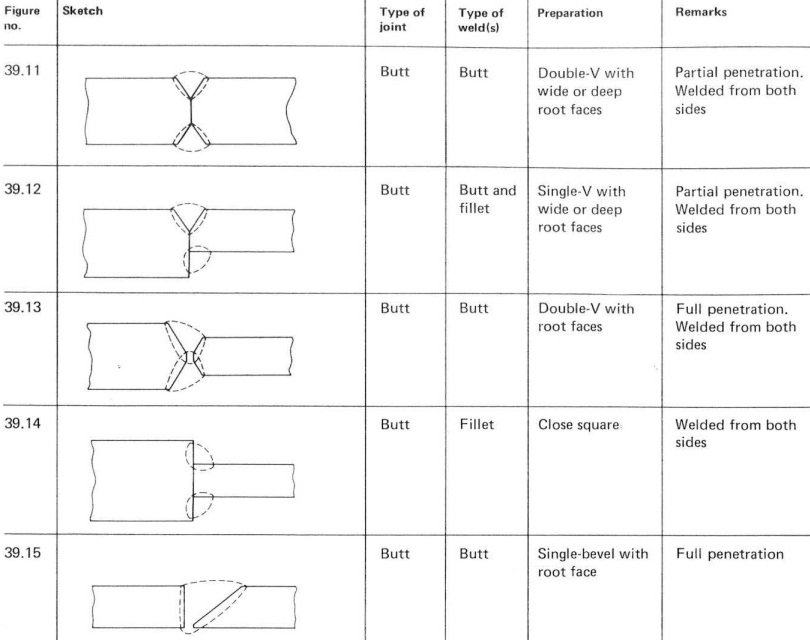
EXTRAIT BS 499-PART 1 : 1983 PAGE 35 (SUITE)
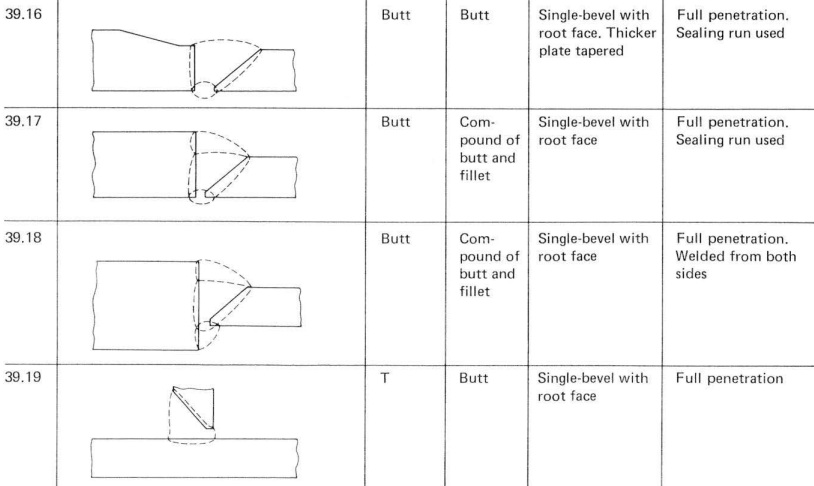
EXTRAIT BS 499-PART 1 : 1983 PAGE 36
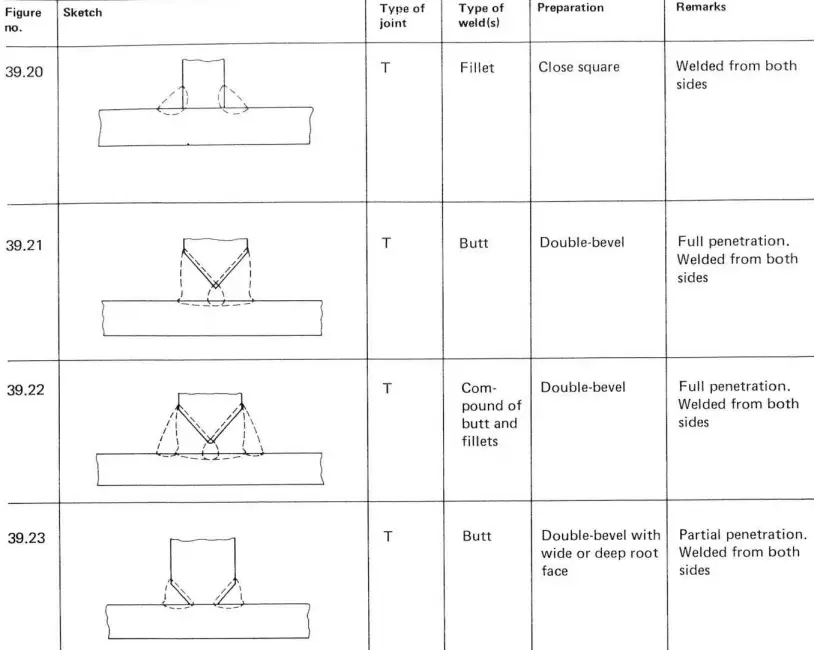
EXTRAIT BS 499-PART 1 : 1983 PAGE 36 (SUITE)
Article technique rédigé par Monsieur Christian BÉCOT le 13 janvier 2012.
Quelques liens Internet utiles
Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Vos commentaires
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
Un petit geste pour soutenir votre site web spécialisé technique soudage

