
Cet article technique qui est un guide des techniques de soudage des titanes est la propriété de PanGas AG et est rédigé par la société PANGAS / GROUPE LINDE.
PanGas AG
Siège principal, Industriepark 10, CH-6252 Dagmersellen
Téléphone 0844 800 300, Fax 0844 800 301, www.pangas.ch
https://www.pangas.ch/fr/
contact@pangas.ch
1 - Généralités
Cet article technique est rédigé par la société PANGAS AG.
Le soudage de matériaux à base de titane est réalisable sans problème uniquement quand ses particularités métallurgiques sont prises en considération par des mesures au niveau du soudage.
Les matériaux à base de titane se caractérisent par une combinaison de propriétés extraordinaires et trouvent de plus en plus d’applications, en particulier dans les domaines dans lesquels le bon rapport résistance densité ou la bonne résistance à la corrosion sont au premier plan.
Pour le soudage, il faut prendre en considération le comportement extrêmement réactif à haute température.
Il faut éviter à tout prix l’absorption de gaz provenant de l’atmosphère ou d’impuretés, parce que celle-ci peut provoquer une importante détérioration des propriétés pouvant aller jusqu’à la non utilisabilité totale.
Le soudage avec des dispositifs de protection adéquats, dans le vide ou dans des chambres à gaz de protection,est donc absolument indispensable. Les gaz de protection utilisés,l’argon ou l’hélium, doivent être d’une très grande pureté.
Le titane est un élément relativement commun sur la Terre: il constitue quelque 0,44% de la masse terrestre, ce qui le met au neuvième rang de tous les éléments chimiques, derrière le magnésium avec ses 2,1%.
Parmi les métaux courants, seuls l’aluminium et le fer sont plus fréquents.
Par contre, le titane, de par sa très grande dispersion et sa faible concentration, est difficile à extraire.
Dans sa forme pure, le titane est blanc-argent métallisé et concentre de nombreuses propriétés intéressantes, notamment:?
une résistance mécanique élevée,
? un poids spécifique faible,
? un coefficient de dilatation thermique faible,
? un point de fusion élevé et
? une résistance à la corrosion élevée aux acides et aux bases.
2 - Extraction
Pour la fabrication du titane, on utilise du dioxyde de titane (TiO?) quel’on extrait du minerai de rutile (TiO?, fig. 1) ou du minerai de titane ilménite (FeTiO?). Comme la réduction du dioxyde de titane est difficile,il est ensuite réduit, à des températures d’env. 750–1000°C, en tétrachlorure de titane gazeux (TiCl?), que l’on peut ensuite réduire en métal par apport de magnésium à env. 700–950°C sous argon pour produire du titane finement dispersé (éponge de titane). Ce dernier peut ensuite être fondu en lingots de titanes compacts sous atmosphère de gaz de protection inerte.
Fig. 1: cristal de rutile
Une grande part du titane peut également être produite par recyclage.
En effet, environ un quart du poids des matériaux bruts est constitué de déchets recyclés dans la production des lingots bruts et des produits semi-finis, et les déchets d’usinage représentent jusqu’à 90% du matériau plein, en particulier dans l’usinage par enlèvement de copeaux.
3 - Transformation en produits semi-finis
Les lingots de titane sont d’abord formés à chaud dans des outils de forgeage ou de laminage, les mêmes bases métallurgiques étant d’application pour le procédé de formage et pour les traitements thermiques nécessaires que pour d’autres métaux.
Les tôles fortes sont d’abord formées sur des cages duo, les tôles laminées à froid et les bandes sur des cages quarto.
Les surfaces doivent être nettoyées mécaniquement et chimiquement avant et après le laminage.
La fabrication de barres et de fils est similaire.
Elle se fait par laminage à chaud dans des calibres ouverts (pré-laminage), puis dans des trains de laminage en continu.
Les fils les plus fins sont fabriqués par étirage à froid.
Comme pour les autres métaux, la détermination des température set des temps de traitement thermique du titane dépend du taux de déformation, de la taille des pièces à usiner et des propriétés souhaitées.
Les valeurs indicatives suivantes sont d’application:
. Forgeage et laminage à chaud 750–950°C
? Recuit de recristallisation 650–800°C
? Recuit léger de détensionnement 450–600°C
4 - Aspects métallurgiques
Les propriétés mécaniques du titane se caractérisent par sa pureté et son état structural.
Les impuretés ayant un effet négatif, il faut veiller à les maintenir au niveau le plus bas possible, ce qui n’est déjà pas facile,le titane étant très réactif, en particulier à température élevée.
Cela forme des liaisons stables, en particulier avec les éléments non métalliques à petits atomes, les métalloïdes, qui peuvent pulvériser très fort le matériau.
A partir d’env. 500°C et plus, des gaz tels que l’oxygène,l’azote et l’hydrogène peuvent être absorbés, ce qui réduit également nettement la résistance.
C’est pourquoi il faut impérativement réaliser tous les traitements par fusion et thermiques sous vide ou sous gaz de protection de haute pureté et retirer soigneusement tous les résidus de surface et toutes les impuretés avant tout traitement thermique et avant le soudage.
L’alliage avec d’autres métaux améliore durablement les propriétés physiques et mécaniques.
Les alliages de titane se distinguent par la manifestation cristallographique des phases:
? Alliages alpha uniquement structure réticulée hexagonale,phase α
? Alliages bêta uniquement phase β à cubes centrés?
. Alliages alpha-bêta structure mixte de α et β
Le titane pur se solidifie à partir de la fusion à 1668 °C d’abord dans la structure réticulaire à cubes centrés β, puis se transforme en structure hexagonale à 882 °C dans la phase α.
L’ajout d’éléments d’alliage permet de déplacer ce point de transformation: l’aluminium, l’oxygène,l’azote, le carbone et le bore provoquent une stabilisation α.
La plupart des apports d’alliage, tels que le chrome, le vanadium, le molybdène,le fer, le nickel, le palladium, le tantale et le silicium, déplacent la transformation vers des températures inférieures, ce qui agrandit la zone β, de sorte que la phase β peut être stable jusqu’à la température ambiante.
Les différents types d’alliage peuvent donner lieu à des modifications α,α + β et β.
Les conditions de refroidissement influencent la stabilité de la modification β et peuvent provoquer une fragilisation par des processus de transformation indésirables comme, par exemple, lors du soudage.
5 - Matériaux au titane
Pour améliorer les propriétés du titane pur, on utilise de nombreux éléments d’alliage et de nombreuses combinaisons d’éléments d’alliage différents.
Outre des éléments métalliques, tels que l’aluminium, le molybdène, le vanadium, le nickel, le niobium, le zircon, le palladium et le fer, on utilise également des non-métaux, tels que le carbone et le silicium ou l’oxygène comme composants d’alliage.
Le Ti-6Al-4V est un alliage universel qui, avec une limite d’allongement de plus de 800 N/mm² et une résistance à la traction de plus de 1000 N/mm²,convient parfaitement au soudage. 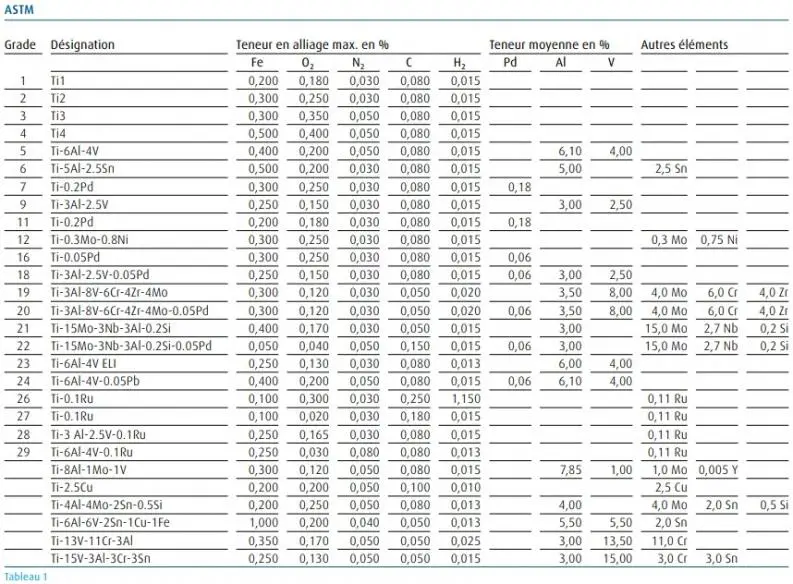
Le tableau 1 montre les principaux matériaux à base de titane accompagnés de l’analyse de leurs ingrédients d’alliage caractéristiques selon l’ASTM et le «Handbuch der Deutschen Luftfahrt» (manuel de l’aéronautique allemande).

Le tableau 2 compare leurs propriétés physiques avec celles d’autres matériaux de construction métalliques.
Le coefficient de dilatation thermique du titane est relativement faible,de sorte que l’on peut s’attendre à des contraintes propres relativement faibles après le soudage et le retrait.
La dernière colonne montre que le rapport entre la limite d’allongement et la densité du titane et,partant, le potentiel du titane pour la construction légère est le plus grand de tous les matériaux métalliques.
6 - Domaines d'application
Sur la base de ses coûts de production relativement élevés, le titaneet ses alliages sont utilisés là où ses propriétés spéciales, telles queson rapport entre limite d’allongement et densité favorable ou sa résistanceà la corrosion élevée, déterminent le profil des contraintes dumatériau.
Les principaux domaines d’application figurent dans le tableau 3.

La consommation totale a augmenté continuellement au cours des dernières années.
On l’estime à 470 000 tonnes dans le monde.
Dans ce total,l’industrie aéronautique, avec 190 000 tonnes, se taille la part du lion.
Dans les avions gros porteurs civils modernes, la part de titane dans le poids total va jusqu’à 8%, dans les avions militaires, même jusqu’à 35% du poids à vide.
7 - Le titane dans le traitement par technique de soudage
A l’état fondu, le titane est très liquide.
D’une part, cela requiert une surveillance scrupuleuse et permanente du bain de fusion, mais, d’autre part, cela permet d’obtenir un remplissage limité et fin des joints .
Nous avons déjà attiré l’attention sur le fait qu’à hautes températures, le titane présente une grande affinité avec l’oxygène, l’azote et l’hydrogène.
L’absorption de gaz est particulièrement importante, en particulier à l’état de fusion liquide et, à l’exception de l’hydrogène (recuit à 650°C), impossible à inverser.
La conséquence de l’absorption de gaz est une fragilisation importante du matériau, ce qui met en danger la résistance de la pièce.
La perte de dureté est directement liée à une résistance à la traction élevée, qui n’est pas utilisable à cause de la fragilisation.
Il faut noter que même après le processus de solidification de la matière fondue, il peut encore y avoir des réactions de surface jusqu’à env.250°C et que les couleurs de revenu produites à basses températures aussi signalent clairement une absorption de gaz, principalement d’oxygène, ce qui peut provoquer une fragilisation du matériau.
C’est pourquoi, lors du soudage de matériaux à base de titane, il est indispensable de souder sous vide ou sous une protection intégrale contre les gaz et, lors du soudage sous gaz de protection, d’utiliser un gaz de protection à haute pureté.
En général, on utilise de l’argon possédant une pureté de 4,8 (99,998%) ou plus et un point de rosée de maximum –50°C.
Il est également possible d’utiliser de l’hélium à haute pureté, mais ce dernier est utilisé uniquement dans des cas particuliers à cause des coûts de fabrication élevés.
Pour les cordons de soudure rectilignes, la protection contre les gaz peut être constituée, sur le dessus du cordon de soudure, de buses traînées et de barrages à gaz de protection et, du côté de la racine,de rails à gaz de protection perforés.
Il s’agit, dans la plupart des cas,de fabrications sur mesure.
S’il faut assembler de nombreuses pièces de formes géométriques différentes ou des pièces qui possèdent des formes compliquées, il est recommandé de souder dans une chambre de protection (fig. 4).

Cette dernière peut être réalisée en dur ou sous la forme d’une tente de protection contre les gaz.
Il est important de toujours maintenir la chambre sous une légère surpression après l’évacuation pour éviter la pénétration d’air.
Il faut noter que les pièces à souder doivent être parfaitement propres.
A défaut, il faut s’attendre à des erreurs dans le cordon de soudure, en particulier à des pores. Il ne faut pas se concentrer uniquement sur les salissures de surface telles que la graisse ou quelque chose de similaire,il faut également éliminer complètement les couleurs de revenu et les de restes de calamine, car, à hautes températures, le bain de fusion de titane dissout aussi son propre oxyde. Logiquement, la même chose vaut pour le matériau d’apport, qui peut donc être manipulé uniquement avec des gants en cuir.
Il est de pratique courante d’ébavurer les bords à souder après le traitement mécanique, puis de les décaper.
Par expérience, il s’avère quel’idéal pour ce faire est d’utiliser une solution à base d’eau, d’acide nitrique (HNO?) et de 2–4% d’acide fluorhydrique à une température jusqu’à env. 60°C.
Il faut ensuite absolument effectuer un rinçage et un séchage.
Juste avant le soudage, il faut procéder à un nettoyage final à l’acétone ou à l’éthanol.
L’utilisation de détergents contenant des ions de chlore tels que le trichloréthylène peut provoquer de la corrosion fissurante due à la contrainte et doit donc être évitée.Si ces mesures sont réalisées consciencieusement, le soudage du titane peut être réalisé sans problème et ne présente pas de difficulté particulière. Certains procédés importants sont décrits brièvement ci-dessous.
8 - Le soudage MIG / 131
Le soudage métal-gaz inerte ou soudage MIG n’est pas recommandé dans la pratique dans l’état actuel des choses, bien qu’il serait souhaitable du point de vue économique de pouvoir atteindre des puissances de soudage plus élevées.
Du point de vue technique aussi, la bonne capacité de remplissage des interstices serait intéressante.
Tant qu’il faut travailler avec des buses traînées extrêmement longues et en supportant un nombre très élevé de projections de soudure, il n’y aura pas de percée dans la pratique. Il n’est pas encore possible de dire aujourd’hui si les travaux de développement dans les domaines de la technique des appareils de soudage et des gaz de protection mèneront à des solutions applicables dans la pratique.
9 - Le soudage TIG / 141
Le soudage tungstène-gaz inerte ou soudage TIG a fait ses preuves pour les matériaux à base de titane et est utilisable de manière universelle.
Le soudage se fait avec du courant continu et une électrode à polarisation négative.
Comme matériau d’apport, l’on utilise généralement le même matériau.
La variante qu’est le soudage plasma est de plus en plus souvent entièrement mécanique et est utilisée à partir d’épaisseurs de paroi de 2 à 12 mm, principalement dans la construction de turbines.

10 - Le soudage par bombardement électronique
Le procédé de soudage par bombardement électronique ou soudage par faisceau d’électrons se caractérise par la grande densité de l’énergie de rayonnement, ce qui permet de souder des épaisseurs de paroi importantes avec des cordons de soudure en I et sans apport.
Pour le soudage de matériaux à base de titane, il est intéressant de noter que cela permet de travailler dans le vide et à l’abri des gaz atmosphériques.
Les entailles de bord et les gorges sur le dessus et le dessous du cordon de soudure qui apparaissent dans certains cas peuvent généralement être éliminées par lissage ultérieur à puissance de rayonnement réduite.
Les propriétés de résistance de la soudure déposée sont particulièrement bonnes avec le soudage par bombardement électronique.
11 - Le soudage par friction
Le soudage de matériaux à base de titane par friction s’est bien établi dans la construction de turbines, d’autant plus que le risque d’absorption de gaz est marginal étant donné que le procédé est court.
Le fait que les éventuels résidus et oxydations sont expulsés du centre du cordon vers le bourrelet, qui doit être retiré après le soudage pour limiter le risque de sensibilité à l’entaillage qui, avec les matériaux à base de titane, est généralement élevé, est un autre avantage.
Il faut également prendre très au sérieux les sollicitations dynamiques et thermiques,qui sont souvent présentes.
Les combinaisons de matériaux à base de titane et d’aciers inoxydables austénitiques ou d’alliages d’aluminium peuvent également être réalisées par soudage par friction.
En combinaison avec d’autres métaux, des phases inter-métalliques fragiles peuvent se former (p.ex., avec le Ni ou le Cu).
Ces dernières provoquent,même en cas de solubilité complète (p.ex., Mo), une augmentation de la dureté par la formation de cristal mixte et, partant, une fragilisation.
Dans de tels cas, il faut envisager des procédés relativement froids tels que le soudage par diffusion.
12 - Le soudage sous flux solide
Le soudage sous flux solide de matériaux à base de titane a fait ses preuves et est réalisé aussi bien avec des poudres au fluorure de sodium qu’avec des poudres exemptes de NaF.
Un bon recouvrement par la poudre assure une protection suffisante contre les gaz atmosphériques.
13 - Résumé
Grâce à leurs propriétés particulières, les alliages de titane sont aujourd’hui bien établis comme des matériaux modernes dans l’industrie aéronautique et spatiale, dans les environnements très corrosifs,mais aussi dans la médecine et affichent des taux de croissance de plus en plus élevés.
Le titane compte parmi les métaux sensibles aux gaz et doit donc être soudé avec des gaz inertes très purs, de préférence de l’argon de haute pureté ou dans le vide. Le nettoyage des pièces d’assemblage et du matériau d’apport est crucial.
En cas de respect des règles indiquées, le titane peut être classé comme possédant une bonne soudabilité.
14 - Bibliographie
Schreiber, F.Verarbeitung von SondermetallenRadex-RundschauCahier 1, 1992, pages 31–57Österreich
Ruge, J.Handbuch der SchweisstechnikTome I: WerkstoffeSpringer Berlin 1980
DVS Merkblatt 2713Schweissen von TitanwerkstoffenDVS VerlagDüsseldorf 1987
Krüger, U.dans: Fügen zukunftsweisender WerkstoffeOuvrage relatif au 6e Aachener Schweisstechnik-KolloquiumPages 109–126Aachen 1999
Trube, S.Schutzgasschweissen von A– ZSchutzgase für Aluminium bis Zirkonrapport non publié de la société Linde AGHöllriegelskreuth 1998
15 - Identification des photographies de cet article technique
Toutes les photographies, sous réserve d’indication contraire, sont la propriété de Linde AG.
Cet article technique est la propriété de la société PanGas AG / GROUPE LINDE .PanGas AG
Siège principal, Industriepark 10, CH-6252 Dagmersellen
Téléphone 0844 800 300, Fax 0844 800 301, www.pangas.ch
https://www.pangas.ch/fr/
contact@pangas.ch
Source de ce guide :
https://www.pangas.ch/fr/images/pangas-brochure-chaude-de-retrait-f_tcm557-114495.pdf
16 - Pangas filiale du groupe Linde
A la pointe de l’innovation, partout dans le monde.Filiale du Linde Group, l’un des chefs de file mondiaux du secteur gaz, PanGas joue un rôle de pionnier sur le marché grâce à ses concepts innovants de production et d’approvisionnement.
Leadership technologique oblige, nous nous devons de placer la barre toujours plus haut.
C’est donc dans un esprit d’entreprise et de progrès que nous œuvrons sans cesse à développer des produits de pointe et des procédés résolument novateurs.Au-delà, PanGas apporte à sa clientèle une réelle valeur ajoutée, des avantages concurrentiels significatifs et une optimisation de la rentabilité.
Chaque solution constitue une réponse aux exigences spécifiques d’un client.
Elle est unique et personnalisée.
Cette approche individualisées’applique à toutes les entreprises, grandes ou petites, et à tous les secteurs d’activité.
Pour faire face à la concurrence de demain, vous avez besoin d’un partenaire averti qui maîtrise parfaitement les enjeux du futur en termes de qualité, d’efficacité et de productivité.
A nos yeux, un partenariat ne signifie pas simplement présence ou assistance, mais une véritable collaboration avec vous.
La réussite commerciale n’est-elle pas le fruit d’une activité conjointe?

