
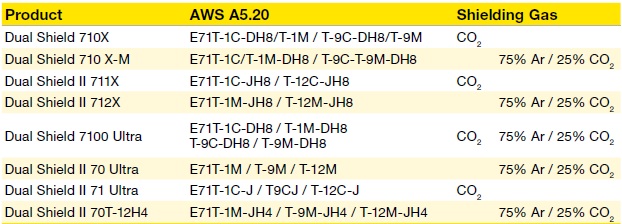
Lorsque les informations ci-dessous sont correctement appliquées, ces fils fourrés fournissent :
- Une excellente soudabilité avec un transfert par pulvérisation de gouttelettes dans toutes les positions de soudures.
- Un bon aspect visuel de la soudure.
- Une productivité élevée, en particulier dans les positions verticales montantes.
- Pas de défauts de soudure
- De bonnes propriétés mécaniques.
- Fil fourré avec enrobage à bas hydrogène.
 Tube contact et buse
Tube contact et buse | - Vérifier que votre buse de soudage est propre et en bon état - Vérifier que votre tube contact vissé dans la torche de soudage est en bon état - Vérifier que le diamètre du trou du tube contact est identique au diamètre du fil utilisé |
 |
Gaine guide fil| - Utiliser une gaine métallique en spirale pour le fil plein acier et le fil fourré - Assurer vous que la gaine guide fil dans la torche est du même diamètre que le fil utilisé - Meuler et Tailler en pointe l'extrémité de la gaine guide fil en contact avec le tube contact pour assurer un bon contact - Nettoyer régulièrement la gaine guide fil avec un jet d'air comprimé en enlevant le tube contact pour éliminer les poussières - Vérifier l'étanchéité de connexion du gaz et du refroidissement liquide le cas échéant - Vérifier que le refroidissement d'eau est rempli et que la pompe fonctionne (si la torche est refroidie le cas échéant) |
  |
Dévidoir de fil| - Utiliser des galets d'entraînement lisses en V pour le fil plein massif. - Utiliser des galets d'entraînement crantés pour le fil fourré. - Les galets d'entraînement crantés augmentent généralement le frottement et demande à être remplacés plus souvent. - Vérifier que la gorge du galet d'entrainement correspond au diamètre du fil. - Vérifier que les guide fil du dévidoir sont aussi proches que possible des galets d'entrainement - La présence de poussières métalliques et de copeaux indique un désalignement du fil ou une pression excessive des tendeurs - Appliquer la pression correcte sur les galets d'entrainement du fil. - Trop de pression des galets sur le fil aplatit le fil en bobine, ce qui occasionne des usures de la gaine guide-fil et de l'embout du tube contact. - Une pression insuffisante peut causer des glissements de fil, une alimentation saccadée et un collage possible du fil au tube contact. |
 |
Gaz de protection (le cas échéant) | - Vérifiez que le gaz de soudage approprié est utilisé. - Réglez le débit de gaz à la bouteille à un débit entre 15 et 20 litres / minute (30 et 40 cfh). - Vérifiez le débit de gaz à la sortie de la buse entre 15 et 20 litres / minute (30 et 40 cfh). - Utilisez un rotamètre à bille pour vérifier le débit réel de gaz à la torche |
 |
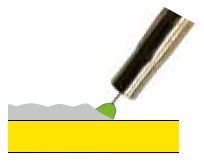
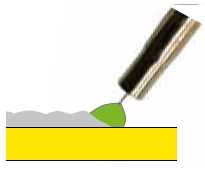
Buse et tube contact| Il est impératif de positionner la buse de gaz à la bonne distance par rapport au tube contact. l'idéal est un retrait de 2 mm du tube contact par rapport au bord de la buse métallique. Si la distance de retrait du tube contact par rapport au bord de la buse est supérieure à 2 mm, la partie de fil libre (ou le stick-out) sera trop importante, ce qui entraîne une mauvaise fusion. Si le tube contact sort trop de la buse, il y a risque d'une mauvaise protection gazeuse. La longueur correcte de fil libre (ou stick-out) doit être de 12 à 20 mm pour un diamètre de fil compris entre Ø 1,2 mm à 1,6 mm Une partie terminale de fil trop grande génère de grosses gouttes, un arc instable et des projections importantes. Si la partie terminale de fil est trop courte, cela génère une augmentation du courant de soudage et provoque des caniveaux et morsures. |
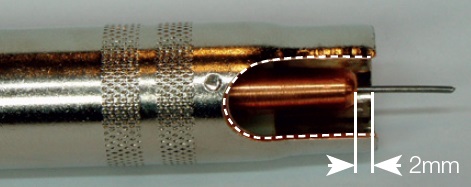 BONNE POSITION BONNE POSITION
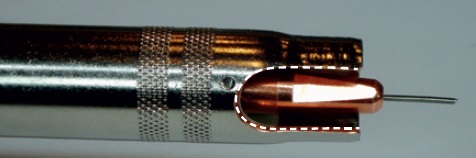 MAUVAISE POSITION MAUVAISE POSITION |
Diamètre de la buse de gazDifférents diamètres de buse doivent être disponibles pour permettre un accès satisfaisant de la torche dans le joint, afin de maintenir la longueur du stick-out correct et assurer une bonne protection gazeuse.
Des buses de petits diamètres (8 à 12 mm) doivent être utilisées pour les premières passes de fond.
Des buses de grands diamètres (14 à 20 mm) doivent être utilisées pour les passes de remplissage et de finition.
Polarité de soudage| Toujours utiliser la polarité préconisé par le fournisseur de fils. En principe la torche et le fil fourré rutile sont connectés sur le pôle positif du poste. Pour les fils fourrés, l'inductance ou self doit être réglée au minimum (à 0 ou un pont) |
 |
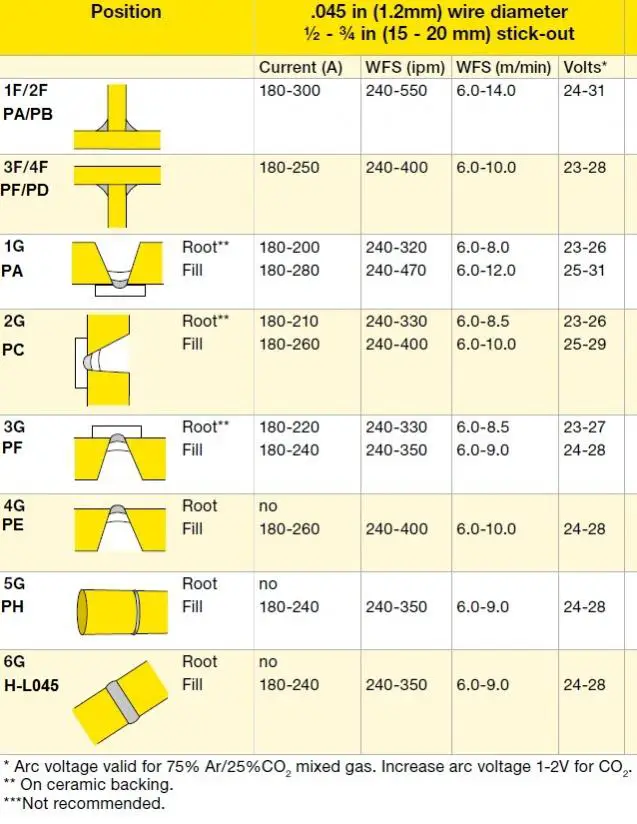
Paramètres de soudage L'intensité de soudage indiquée dans le tableau ci-dessous nécessite une tension d'arc spécifique pour optimiser la soudabilité.
Le courant de soudage (intensité) est réglé en ajustant la vitesse de dévidage du fil.
La tension d'arc est réglée par rapport à l'intensité.
Il est indispensable d'avoir une longueur d'arc constante pour assurer un réglage optimal des paramètres.
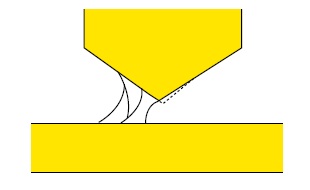
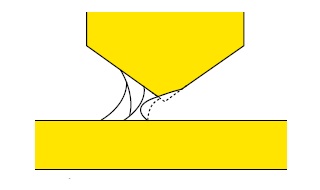
| CORRECT | INCORRECT | INCORRECT |
 |
 |
 |
| Longueur d'arc correcte. Arc stable et concentré avec un transfert par pulvérisation de gouttelettes. |
Longueur d'arc trop courte. Le fil plonge dans le bain de fusion. La tension d'arc est trop faible La vitesse de dévidage de fil est trop élevée Le stick-out est trop long. |
La longueur d'arc est trop longue. L'arc devient trop large, ce qui produit une pénétration insuffisante et un risque d'inclusions de laitier. Risque de collage du fil au tube contact. La tension de soudage est trop élevée La vitesse du fil est trop faible Le stick-out est trop court. |
Sélectionnez une intensité de soudage adaptée à votre travail dans le tableau ci-dessous.
Le gaz de soudage sélectionné est un 75% d'argon et 25% de CO2.
L'utilisation d'un arc sous gaz CO2 pur génère plus de transfert globulaire et plus de projections métalliques.
Réglez la tension à sa valeur la plus basse par rapport à l'intensité appliquée (le fil peut légèrement taper dans le bain de fusion) mais cela évitera une remontée du fil dans le tube contact et sa fusion dans celui-ci.
Augmenter la tension de l'arc de 1 ou 2 V, jusqu'à ce que l'arc devient stable, lisse et sans éclaboussures avec un léger bruit de crépitement.
Choisir la bonne longueur de stick-out et la maintenir la plus constante possible en cours de soudage.
NOTE:
Comme mentionné précédemment, le contrôle de la hauteur d'arc ou stick-out est très important.
Si la hauteur d'arc n'est pas maintenue constante, la soudabilité fluctue.
Un raccourcissement du stick-out se traduira par une augmentation de courant.
L'allongement du stick-out se traduira par une intensité de soudage plus faible.
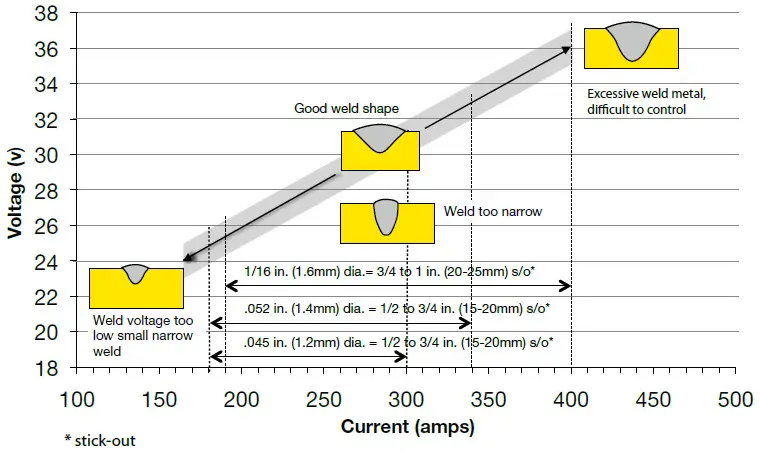 Choix du diamètre de fil de soudage
Choix du diamètre de fil de soudageLa plage de diamètre de fil fourré avec laitier toute position est de Ø 1,2 à Ø 1,6 mm (.045-1/16), ce qui permet une productivité optimale pour différentes combinaisons d'épaisseur de tôles et positions de soudage.
Le soudage en verticale descendante n'est pas recommandée en raison du risque de manque de fusion.
Tous les fils fourrés avec laitier rutile ne sont pas adaptés pour le soudage d'un seul côté avec pénétration de la passe de fond.
Il est nécessaire pour réussir la soudure d'utiliser une latte support céramique avec rainure rectangulaire.
 |
 |
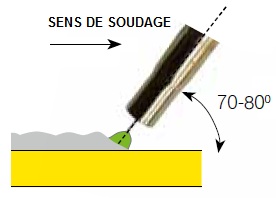
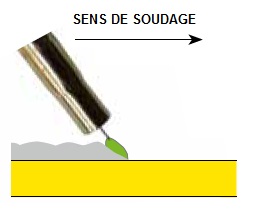
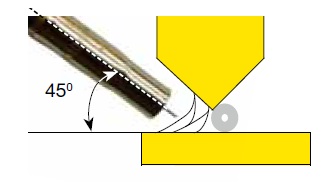
Sens de soudage Pour assurer une bonne pénétration lors du soudage avec le fil fourré et pour éviter les projections en avant de la soudure:
Il faut toujours souder en tirant la torche avec un léger angle d'inclinaison.
Le soudage en poussant peut donner un cordon acceptable, mais la pénétration est souvent médiocre.
Et il y a un risque certain que le laitier passe devant le bain de fusion avec des manques de fusion et des inclusions de laitier.
Même chose si vous soudez en tirant avec un angle est trop prononcé.
| CORRECT | INCORRECT |
 |
 |
| Soudage torche tirée par rapport au sens de soudage avec un angle d'inclinaison de 70° à 80° |
Soudage torche poussée par rapport au sens de soudage |
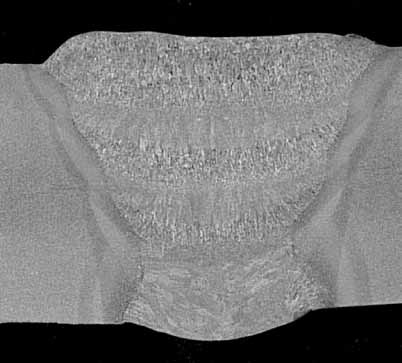
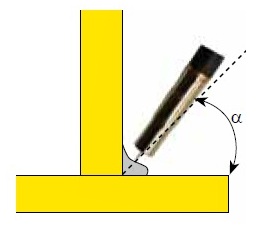
Positions de soudageVoici quelques situations typiques où la position correcte de la torche joue un rôle important dans la prévention des défauts de soudage.
Position 2F/PB
La photo montre la position idéale de la torche idéale, en utilisant la technique recommandée de la torche tirée.
Pourtant, le caniveau et le cordon roulé sont les défauts qui peuvent apparaître dans cette position.
Les causes possibles de ces défauts sont énumérés ci-dessous.
| Caniveau et Morsure:
- L'intensité de soudage est trop élevée. - La tension d'arc est trop élevée. - La vitesse de soudage est trop rapide. - L'arc est placé trop près de la plaque verticale. - L'angle de la torche (α) est trop fermé ou trop petit. - La partie de fil libre ou le stick-out est trop long. |
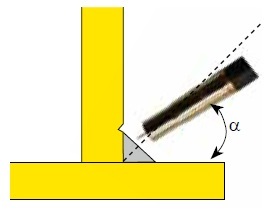 |
| Cordon roulé ou cordon affaissé:
- L'intensité de soudage est trop élevée. - La tension d'arc est trop élevée. - L'angle de la torche (α) est trop ouvert ou trop important. - Le volume de la passe est trop épais. - La vitesse de soudage est trop lente - La partie de fil libre ou le stick-out est trop court. |
 |
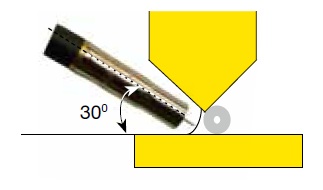
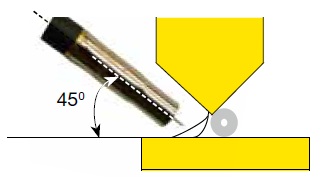
Position 2G/PC
La bonne position de la torche dépend de l'épaisseur de la pièce et de l'angle de préparation.
Si les positions de la torche décrites ci-dessous ne peuvent pas être utilisées, il est recommandé que l'angle de préparation ou le jeu entre pièces soit augmenté.
Toujours maintenir l'angle de torche de 70°-80° par rapport au sens d'avance et au cordon de soudure
Maintenir un déplacement constant et accélérer l'avance pour atteindre un cordon régulier sans affaissement du cordon.
 |
 |
| La passe de pénétration est réalisée sur un rond support en céramique. L'épaisseur du cordon ne doit pas être trop fin |
La deuxième passe est orientée vers la plaque horizontale |
 |
 |
| La troisième passe dirigée sur la plaque verticale complète la seconde couche | La quatrième passe est la passe support de la troisième couche. |
 |
 |
| Le gougeage de la racine de la première passe doit être réalisé correctement et avec soin | Voici un exemple incorrect de gougeage de la racine avant reprise envers |
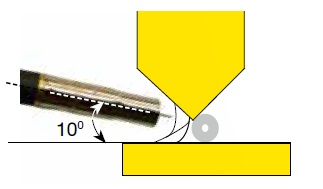
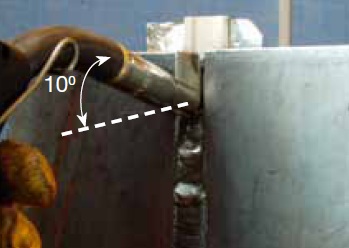
Position 3G/3F Up/PF
| Pour le soudage bout à bout en verticale montante, la passe de pénétration doit être réalisée sur une latte support en céramique rectangulaire. L'angle de préparation du chanfrein doit permettre un bon accès de la torche à la racine. Si l'accès est mal aisé, il faut utiliser une buse avec un petit diamètre. Pour la première passe de pénétration, la torche est tirée et légèrement inclinée à 10° par rapport au sens d'avance. Il est possible de souder un cordon d'angle monopasse de 4 mm d'épaisseur avec une vitesse de soudage de 18 cm par minute sans aucun balayage de la torche. |
 |
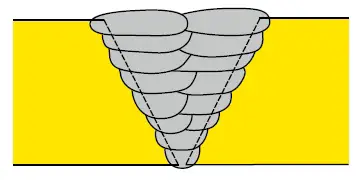
Techniques de soudagePour obtenir les meilleurs caractéristiques mécaniques, il est recommandé de souder par petites passes de soudure et multiples couches pour réduire l'énergie de soudage et l'apport de chaleur.
Pour la position verticale montante (PF / PH / 3G / 3F), il faut privilégier les passes étroites plutôt que les passes larges balayées qui apportent beaucoup trop d'énergie de soudage.
| CORRECT | CORRECT |
 |
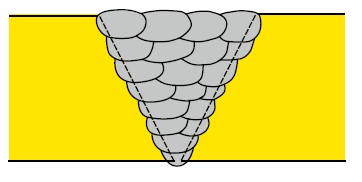 |
| Une bonne technique pour obtenir des caractéristiques mécaniques acceptables 1,5 à 2,5 kJ / mm |
La meilleure technique pour obtenir d'excellentes caractéristiques mécaniques 1,0 à 1,5 kJ / mm |
Meulage en cours de soudage | Le meulage peut être nécessaire sur les soudures convexes pour assurer un bon profil de soudure. . Retirer le strict nécessaire et éviter de faire des rainures profondes. Ils peuvent conduire à piéger de laitier et à créer des manques de fusion lors du soudage ultérieure. Veuillez toujours meuler vos arrêts de soudure pour assurer une bonne reprise. Lors du soudage de chanfrein en X des deux côtés veuillez toujours meuler la pénétration de la première passe avant la reprise envers. |
 |
Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
Un petit geste pour soutenir votre site web spécialisé
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal

