
Publisher: The International Operations Dept., Welding Company, Kobe Steel, Ltd.
Editor: KOBELCO WELDING TODAY Editorial Stuff
URL: http://www.kobelco.co.jp
E-MAIL: iod@melts.kobelco.co.jp
1 - Choix de métaux d'apport résistants au fluage et à la chaleur
Choisir un métal d'apport approprié pour les aciers faiblement alliés résistant à la chaleur et au fluage, allant des types à faible teneur en Mo tels que l'acier de 0,5 Mo aux types à haute teneur en Cr tels que l'acier 9Cr-1Mo-V-Nb, peut porter à confusion.
Ces aciers faiblement alliés sont utilisés pour les équipements haute température et haute pression destinés à la production d'électricité, au raffinage du pétrole et aux industries pétrochimiques.
Les chaudières à vapeur, les cuves de réacteurs, les échangeurs de chaleur et les conduites de traitement sont des équipements typiques pour les aciers faiblement alliés résistant à la chaleur.
Comme on pouvait s'y attendre avec un aussi large éventail d'applications, de nombreux métaux d'apport sont disponibles.
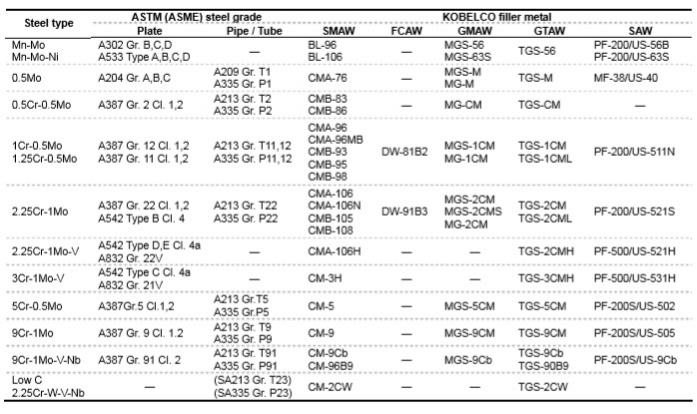
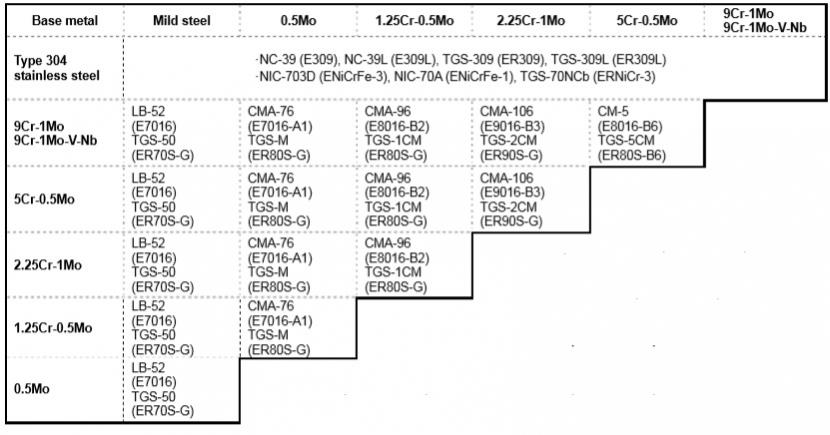
Le tableau 1 sert de guide de sélection rapide des métaux d'apport pour divers types d'aciers faiblement alliés résistant au fluage et à la chaleur
2 - Comment sélectionner correctement les métaux d'apport résistants au fluage
Pour sélectionner le métal d'apport correct pour le soudage d'un matériau particulier (par exemple un tuyau A335 Gr. P11, vous pouvez suivre cette procédure.
(1) Confirmer les quantités nominales de Cr et de Mo: type 1.25Cr-0.5Mo selon ASTM A335
(2) Confirmer la résistance minimale à la traction: 415 MPa selon ASTM A335
(3) Confirmer les candidats de métaux d'apport: CMA-96, CMA -96MB, CMB-93, CMB-95 et CMB-98 pour SMAW et TGS-1CM et TGS-1CML pour GTAW, comme indiqué dans le tableau 1.
(4) Confirmer la classification AWS si nécessaire:
Tableau 1. Guide de sélection des métaux d'apport pour les aciers faiblement alliés résistant à la chaleur
Vous pouvez trouver la classification AWS des métaux d'apport, comme indiqué dans le tableau 2, en vous référant au manuel de soudage Kobelco.
Comme la combinaison des deuxième et troisième chiffres (80 ou 70) des classifications AWS indique la résistance à la traction minimale de 80 ou 70 ksi (550 ou 480 MPa), vous saurez quels métaux d'apport ont une résistance à la traction suffisante le tuyau pertinent, dans les conditions de test spécifiées par la norme AWS (A5.5 et A5.18).
Cependant, le traitement thermique après soudage utilisé dans la fabrication du soudage peut être plus strict (température plus élevée et temps de trempage plus long) que la norme AWS.
Dans ce cas, la résistance à la traction minimale garantie par Kobe Steel peut être inférieure à celle spécifiée par AWS.
Veuillez contacter le bureau ou le représentant commercial Kobelco le plus proche pour confirmer les conditions PWHT (température et durée) autorisées afin de garantir la résistance à la traction minimale du métal de base concerné (voir Kobelco Welding Today, Vol. la dépendance du PWHT aux propriétés mécaniques des métaux soudés 1,25 Cr-0,5 Mo). (5)
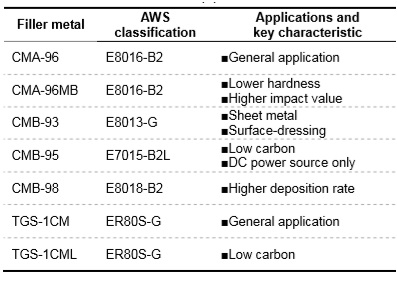
Confirmer les applications et les caractéristiques des métaux d'apport: En vous référant au manuel Kobelco Welding, vous remarquerez peut-être que les applications recommandées et les principales caractéristiques des différents métaux d'apport ne sont pas nécessairement les mêmes pour les mêmes métaux d'apport dans le Tableau 2.
Tableau 2.
Applications et principales caractéristiques des métaux d'apport pour tubes en acier 1,25 Cr-0,5 Mo
Lorsque aucune exigence spécifique n'est imposée, vous pouvez choisir CMA-96 pour SMAW et TGS-1CM pour GTAW pour le soudage du tuyau susmentionné.
Une application typique du CMB-93 (électrode de type à haute teneur en dioxyde de titane) consiste à dresser les soudures d'angle réalisées en utilisant des électrodes de type à faible teneur en hydrogène afin de lisser la pointe du filet pour une meilleure résistance à la fatigue - Fig.1
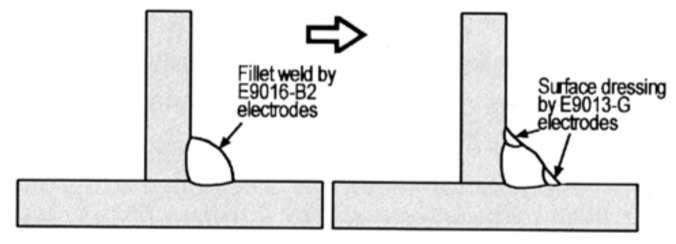
Figure 1.
Réparation de surface avec électrodes E9013-G sur une soudure d'angle E9016-B2 pour améliorer le profil du cordon et la résistance à la fatigue
Comme pour l'acier 1Cr-0.5Mo, le même métal d'apport pour l'acier 1.25Cr-0.5Mo peut être utilisé en général car les plages de Cr requises des deux aciers se chevauchent: 0.85-1.25% Cr pour l'acier 1Cr-0.5Mo; 1,00-1,50% Cr pour l'acier 1,25 Cr-0,5 Mo et les étalons de métal d'apport (par exemple, AWS) ne spécifient aucune classification spécifique pour la formule 1Cr-0,5Mo.
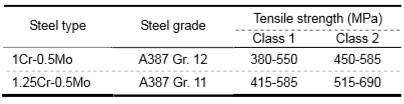
Cependant, les résistances à la traction des deux types de plaques spécifient des exigences différentes, comme indiqué dans le tableau 3.
En d'autres termes, la résistance à la traction nominale des plaques 1Cr-0.5Mo peut être inférieure à celle des plaques 1,25Cr-0.5Mo. le même.
Par ailleurs, le métal d'apport correspondant doit avoir une résistance à la traction généralement identique ou légèrement supérieure à celle du métal de base du point de vue de l'équilibre de résistance du joint de soudure.
Par conséquent, lorsque la résistance à la traction nominale (650 MPa / température ambiante / 690 ° Cx1h) du CMA-96 est jugée excessive par rapport à l'acier 1Cr-0.5Mo, le CMA-96MB est recommandé car sa résistance nominale (590 MPa / température ambiante) ./690°Cx1h) est plus faible.
Pour la même raison, TGS-1CML, plutôt que TGS-1CM, est plus adapté à l'acier 1Cr-0.5Mo en termes de résistance.
Lorsque le procédé de soudage à l'arc avec gaz-métal (GMAW) est utilisé, il y a deux choix pour souder de l'acier 0.5Mo, 1.25Cr-0.5Mo et 2.25Cr-1Mo en fonction du type de gaz de protection:
Les fils d’apport XXX utilisent un mélange de gaz Ar-CO2 (par exemple, 80% Ar-20% CO2).
Tableau 3.
Comparaison des exigences de résistance à la traction des tôles d'acier 1Cr-0.5Mo et 1.25Cr-0.5Mo
Le gaz CO2 est plus économique mais provoque beaucoup plus d'éclaboussures que l'autre.
En revanche, le mélange Ar-CO2 provoque de faibles projections mais est plus coûteux que l'autre.
De plus, le type de gaz de protection affecte la qualité du métal de soudure. La figure 2 montre l'effet de la composition du gaz de protection sur l'énergie absorbée par impact de Charpy des métaux soudés.
Il est évident dans cette figure que l'énergie d'impact diminue à mesure que le pourcentage de CO2 dans le gaz de protection augmente.
En effet, comme le montre la Fig. 3, la composition chimique du métal de soudure est affectée par la décomposition du CO2 (CO2 → CO + O) à haute température dans l’atmosphère de l’arc.
C'est pourquoi le métal d'apport GMAW doit être sélectionné en tenant compte du type de gaz de protection à utiliser et des exigences de qualité de la soudure.
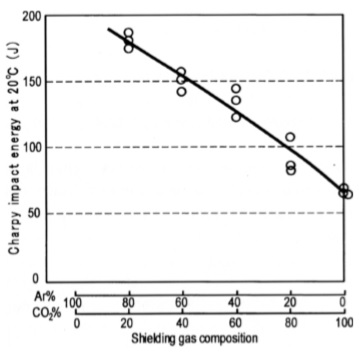
Figure 2.
Effet de la composition du gaz de protection sur l’énergie absorbée par l’impact Charpy sur des métaux soudés de 1,25 Cr-0,5 Mo (PWHT: 690 ° C x 1 h)
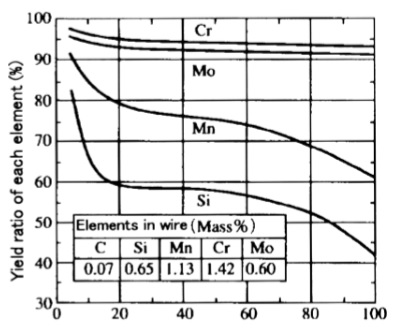
Figure 3.
Rapport de rendement des éléments chimiques d'un métal fondu à 1,25 Cr-0,5 Mo en fonction du pourcentage de CO2 dans un mélange Ar-CO2
Contrairement au procédé MAG / GMAW avec des fils pleins, le soudage à l'arc avec fil fourré (MAG F.F. / FCAW) avec des fils fourrés Kobelco Cr-Mo (FCW), DW-81B2 (AWS A 5.29 E81T1-B2) pour l'acier 1,25Cr-0.5Mo et DW -91B3 (AWS A5.29 E91T1-B3) pour l'acier 2.25Cr-1Mo, vous libère des désagréments liés à la sélection d'un gaz de protection approprié car les deux fils utilisent un mélange de gaz 75-80% Ar / bal.CO2 ou CO2.
Ces procédés de soudage MAG F.F. / FCW offrent un transfert par pulvérisation, une faible perte de projections, un profil de talon plat à légèrement convexe et un volume modéré de laitier qui recouvre complètement le cordon de soudure et présente une élimination par auto-décollement, lors d'un soudage hors position.
Les propriétés mécaniques et la microstructure du métal soudé après traitement thermique (PWHT) sont cohérentes.
La facilité d’utilisation supérieure des DW-81B2 et DW-91B3 peut faciliter l’apparence des bourrelets sur les raccords de tuyauterie et les joints entre les buses où la torche de soudage doit être manipulée en trois dimensions pour contrôler le bain fondu.
3 - Il est inévitable de joindre des métaux dissemblables résistants au fluage
Presque toutes les machines, les cuves et les conduites de traitement sont fabriquées en utilisant une variété de matériaux - les joints en métal dissemblable sont donc une nécessité lorsque les objectifs sont les performances efficaces avec des matériaux compétitifs à des coûts de fabrication inférieurs.
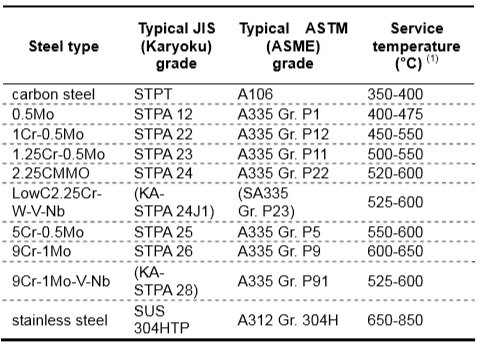
Par exemple, les chaudières de production d’électricité (Fig. 4) sont fabriquées en utilisant différents types d’aciers, principalement en fonction de la température de service indiquée dans le tableau 4, mais d’autres facteurs tels que la pression de vapeur et les corrosifs doivent également être pris en compte.
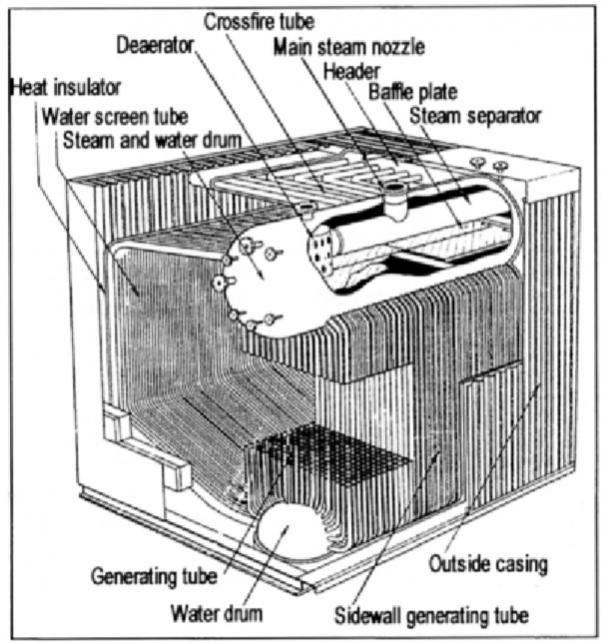
Figure 4.
Vue schématique d'une chaudière à tube d'eau fabriquée avec des composants de structure sophistiqués de divers types d'aciers
(Source: K. Nagumo, Connaissance de base de la chaudière, Ohmsha, 2002)
Tableau 4.
Plages de température de service pour les composants de chaudière
Comme mentionné ci-dessus, les composants structurels d'une chaudière de production d'électricité utilisent plusieurs types d'aciers; par conséquent, la liaison d'aciers dissemblables est inévitable à l'interface de différentes zones de service.
Lors de l'assemblage d'aciers au carbone et d'aciers Cr-Mo, ou lors de l'assemblage d'aciers Cr-Mo dissemblables, un métal d'apport ayant une composition similaire à l'acier faiblement allié ou à une composition intermédiaire est couramment utilisé pour les joints bout à bout.
En effet, le métal de soudure n'a pas besoin d'être plus résistant ou plus résistant au fluage ou à la corrosion que le métal de base en alliage inférieur dans les applications normales.
Par exemple, l'acier au carbone peut facilement être relié à l'acier 2,25 Cr-1Mo en utilisant un métal d'apport en acier au carbone ou en acier 1,25 Cr-0,5Mo.
Cependant, les métaux des barres en acier au carbone sont généralement choisis sauf lorsque la migration du carbone (la diffusion du carbone du métal inférieur-Cr au métal à haute teneur en Cr pendant le temps de maintien de la vapeur d'eau et le service à haute température) doit être réduite.
De même, l'acier 2,25 Cr-1Mo peut être associé à l'acier 9Cr-1Mo-V-Nb en utilisant un métal d'apport de 2.25Cr-1Mo.
Au contraire, l'acier Cr-Mo et l'acier inoxydable austénitique sont joints avec un acier inoxydable à haute teneur en Cr-Ni (par exemple E309) ou, lorsque la migration du carbone et la contrainte thermique sont des facteurs importants, un métal d'apport en alliage de nickel
Pour un guide rapide sur les marques Kobelco recommandées pour l'assemblage de métaux différents, reportez-vous au tableau 5.
4 - Conseils techniques pour le soudage de tuyaux résistants au fluage
La tuyauterie de procédé (Fig. 5) transporte des fluides tels que de la vapeur et des hydrocarbures entre les chaudières, les réacteurs, les échangeurs de chaleur et les tours de distillation d'une usine. Il relie également une unité de traitement à une autre. Une telle tuyauterie de procédé est soumise à une température élevée et à une pression élevée.
Tableau 5.
Guide rapide sur les métaux d'apport appropriés pour le soudage des joints bout à bout en métal dissemblable pour des applications générales (1) (2)
Remarque: (1)
Ce tableau indique les métaux d'apport recommandés correspondant aux aciers faiblement alliés dans divers joints métalliques différents, à l'exception de l'acier de type 304.
D'autres types de métaux d'apport peuvent être nécessaires lorsqu'une exigence spécifique est imposée.
Remarque: (2)
Le traitement thermique de préchauffage et de post-soudage pour les aciers Cr-Mo dissemblables devrait être suffisant pour l'acier allié supérieur.
Cependant, la température du PWHT doit être inférieure pour éviter d'endommager l'acier faiblement allié et minimiser la migration du carbone.
L'acier inoxydable de type 304 ne doit pas être préchauffé ou soumis à un traitement thermique après soudage pour éviter toute sensibilisation.
Dans les tuyaux de soudage, il est essentiel de contrôler la qualité de la soudure du passage de racine afin de garantir la qualité de la soudure de la tuyauterie.
Plus important encore, la préparation correcte des rainures est une technique clé pour assurer la solidité de la soudure du passage de la racine.
Le tableau 6 illustre la norme, les objectifs recommandés et les tolérances relatives à la préparation des rainures et au désalignement acceptable dans certaines procédures de soudage.
Tableau 6.
Préparation appropriée des rainures et contrôle des dimensions recommandé pour assurer la qualité du passage des racines
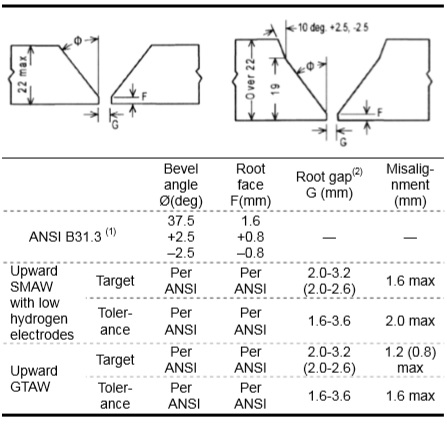
Note
(1) ANSI B31.3: Institut national américain de normalisation, usine de produits chimiques et tuyauterie de raffinerie de pétrole
(2) Les cibles entre parenthèses concernent les tubes minces (t ≤ 7)
Dans le soudage TIG / GTAW, le besoin d'argon gazeux de protection arrière est un facteur important car il affecte la qualité des coûts de soudure et de fabrication du passage de la racine.
Les métaux d'apport 0.5Mo et 1.25Cr-0.5Mo peuvent être utilisés sans protection arrière, sauf lorsque l'apparence du talon arrière doit être strictement contrôlée.
Les aciers faiblement alliés type 2.25 Cr-1Mo ou plus de métaux d'apport Cr nécessitent un inertage envers obligatoire.
Sans protection envers, la soudure de passe de racine ne peut pas être correctement formée.
Même si l'apparence semble bonne, la porosité peut se former à l'intérieur de la soudure.
Même lorsque le soudage est parfaitement effectué, la qualité de la soudure ne peut finalement pas être assurée à moins que le traitement thermique après soudage (PWHT) ne soit approprié car le PWHT affecte les propriétés mécaniques des soudures en plus de réduire les contraintes résiduelles.
Un traitement thermique après soudage (PWHT) excessif peut entraîner une résistance à la traction et une résilience trop faibles pour satisfaire aux exigences.
En revanche, un traitement thermique après soudage (PWHT) insuffisant peut entraîner une trop grande filiation de dureté - donc une ductilité trop faible - et une résistance aux chocs insuffisante.
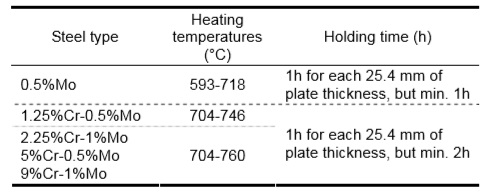
Le tableau 7 indique la température et la durée de maintien du traitement thermique après soudage (PWHT) pour les soudures de tubes Cr-Mo, utilisées dans la construction de la tuyauterie industrielle.
Tableau 7.
Température de traitement thermique après soudage et temps de maintien pour les soudures d'acier Cr-Mo
(Source: ANSI B31.3-90)
Dans la fabrication des lignes de tuyaux, le traitement thermique après soudage (PWHT) est généralement effectué dans un four, où la totalité de la tuyauterie est placée à l'intérieur.
Cependant, les raccords de tuyauterie sont souvent soumis à un traitement thermique local utilisant, par exemple, des outils de chauffage à résistance électrique adaptés aux soudures de tuyaux.
Dans le traitement thermique après soudage local (PWHT local), le contrôle de la température est essentiel.
Pour assurer cette exigence, la distribution de température est mesurée avec des thermocouples attachés aux positions douze heures, trois heures et six heures d'une soudure.
5 - Préchauffage et Postchauffage - Les buts et les procédures
Le préchauffage peut être défini comme l'application de chaleur au métal de base ou au substrat avant le soudage.
Les chalumeaux à gaz, les radiateurs électriques ou les panneaux chauffants à rayonnement infrarouge peuvent tous être utilisés pour appliquer un préchauffage, ce qui diminue la vitesse de refroidissement de la soudure et empêche ainsi la fissuration à froid des soudures.
La figure 1 montre comment une augmentation de la température de préchauffage affecte la vitesse de refroidissement des soudures.
Par exemple, si l'apport de chaleur est constant (par exemple, 20 kJ / cm), un préchauffage de 50 degrés Celsius entraîne une vitesse de refroidissement approximative de 17 ° C / s, tandis qu'un préchauffage de 250 ° C réduit la vitesse de refroidissement à environ 3 ° C / sec.
La diminution des vitesses de refroidissement empêche la formation de structures de soudure fragiles et élimine l'hydrogène diffusible, ce qui empêche l'apparition de fissures à froid dans les soudures.
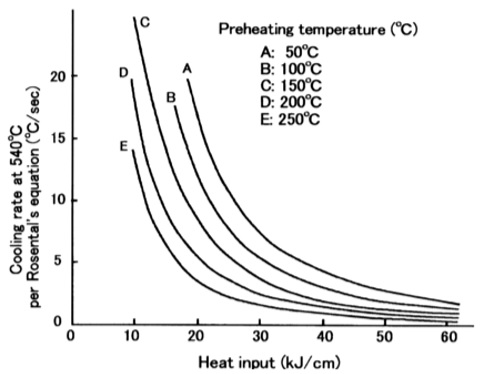
Figure 1. Effet du préchauffage sur la vitesse de refroidissement des soudures en fonction de l’apport de chaleur (épaisseur de la plaque: 19 mm)
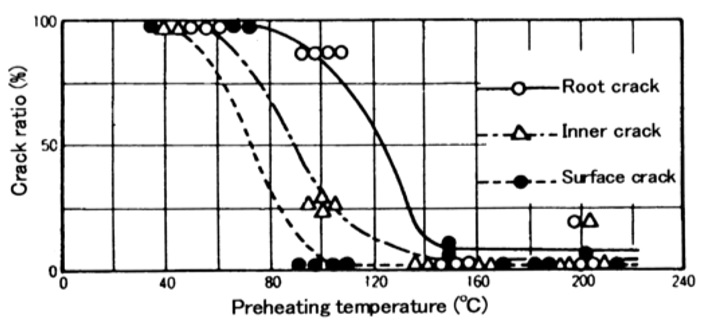
La figure 2 montre la dépendance de la température de préchauffage à la fissuration à froid dans des soudures en acier à haute résistance à la traction de 780 MPa.
Lorsque la température de préchauffage augmente, le taux de fissures diminue.
Le post-chauffage peut être défini comme l'application de chaleur à un assemblage après le soudage.
Le post-chauffage comprend le traitement thermique après soudage, le chauffage immédiat après soudage, la normalisation, la trempe et le revenu.
Les principaux objectifs de ces opérations en soudage sont les suivants:
■ PWHT: soulage les contraintes résiduelles
■ IPWH: dégage l’hydrogène diffusible
■ Normalisant: affine les microstructures déformées par formage à chaud (par ex. par refroidissement rapide, à l'aide d'eau, d'air ou de brouillard (par exemple, appliqué sur des puits à surface)
■ Trempage (vieillissement): stabilise les microstructures après la trempe ou le soudage
Parmi ces traitements thermiques ou thermiques, les procédés de traitement thermique après soudage PWHT et IPWH sont les procédures les plus courantes utilisées en soudage.
Les autres sont utilisés pour des applications limitées dans certains domaines de la fabrication de soudage.
Les buts et procédures de PWHT sont détaillés dans Kobelco Welding Today, Vol. 4, No. 2, avril 2001.
L'IPWH est généralement réalisé avec des torches à gaz, sur les soudures juste après la fin du soudage, tandis que la soudure maintient toujours la température de préchauffage, en utilisant des températures comparativement plus basses et des temps de chauffage plus courts (250-350 ° C) x 0,5-1h), avant PWHT. IPWH diminue l'hydrogène diffusible à un niveau adéquat (bien que plus élevé qu'avec le PWHT, comme le montre la Fig. 3) pour empêcher la fissuration à froid.
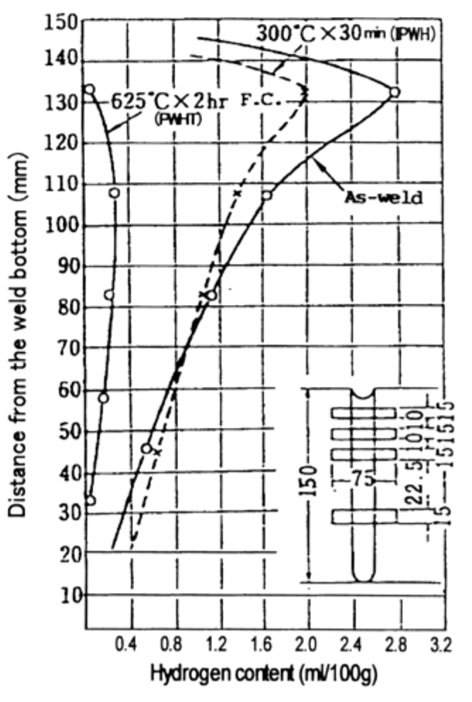
Figure 3.
Effets du chauffage intermédiaire après soudage et du traitement thermique après soudage sur l'élimination de l'hydrogène diffusible des métaux soudés 2,25 Cr-1Mo
(température de préchauffage et d'interpasse: 200 ° C)
6 - Auteur de l'article technique
Cet article technique qui est une bible technique et un guide du choix des métaux d'apport résistants au fluage et à la chaleur pour les services haute température et haute pression dans les industries de production d'énergie, de raffinage du pétrole et de pétrochimie est la propriété de KOBELCO WELDING et est rédigé par la société KOBELCO WELDING.
Publisher: The International Operations Dept., Welding Company, Kobe Steel, Ltd.
Editor: KOBELCO WELDING TODAY Editorial Stuff
URL: http://www.kobelco.co.jp
E-MAIL: iod@melts.kobelco.co.jp
.

