Le schéma du cycle de soudage imprimé sur la façade des postes à souder TIG permet de renseigner le soudeur sur les différents réglages des temporisations de gaz, des courbes de montée et de descente du courant de soudage.
1 - Le cycle de soudage en courant continu lisse
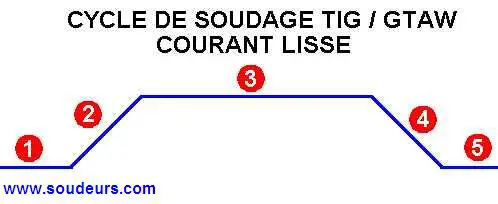
1 - 1 - Le prégaz (pre gas flow)
Aussitôt que le soudeur actionne la gâchette de la torche de soudage TIG, il se déclenche la temporisation du cycle de prégaz qui permet la chasse de l'air ambiant présent à l'intérieur de la buse, l'inertage de l'électrode infusible et de la zone à souder avant l'allumage de l'arc électrique pendant un temps de 1 à 10 secondes. Le temps moyen en atelier est 2 secondes. Le temps moyen sur chantier est 5 secondes (selon la longueur des boyaux de gaz).
1 - 2 - L'amorçage et la montée en intensité de l'arc
Après la fin du temps de prégaz, l'arc s'amorce sur la pièce soit par l'intermédiaire d'un courant à haute fréquence, soit par start touch ou lift start. La montée progressive ou pente montante de l'intensité de soudage programmée est disponible à l'aide d'une temporisation. Elle autorise un préchauffage de la zone avant formation du bain.
1 - 3 - Intensité de soudage programmée
La valeur programmée de l'intensité de soudage est à son maximum. Cette valeur est sélectionnée selon l'épaisseur du matériau, la nuance du matériau, la position de soudage et le type de préparation de joint.
1 - 4 - Evanouissement de l'arc électrique de soudage (down slope)
Aussitôt que le soudeur actionne la gâchette de la torche de soudage TIG, le cycle d'évanouissement de l'arc de soudage se déclenche. La descente progressive ou pente descendante de l'intensité de soudage programmée est disponible à l'aide d'une temporisation. Cette fonction permet de limiter ou d'éliminer le cratère de terminaison du cordon ou retassure de terminaison.
Le temps moyen de l'évanouissement de l'arc est d'environ 5 secondes. La pente d'évanouissement est fonction de l'intensité moyenne de soudage et du matériau soudé.
1 - 5 - Le postgaz (postgas)
La temporisation du cycle de postgaz permet l'inertage de l'électrode de tungstène et de la zone soudée après l'extinction de l'arc électrique pendant un temps de 3 à 30 secondes pour limiter l'oxydation par l'air ambiant.
2 - Le cycle de soudage en courant continu pulsé
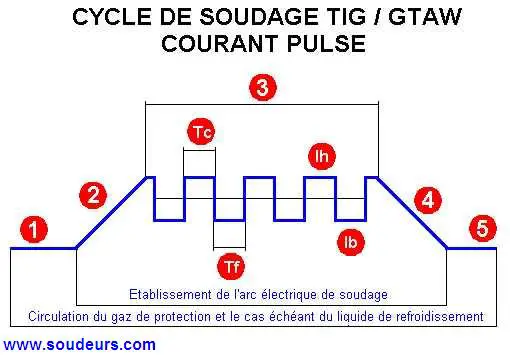
Le courant continu pulsé est principalement utilisé en soudage automatique orbital. Il permet une maîtrise du bain de fusion en soudage en position selon les différents secteurs du tube et évite les effondrements du bain de fusion.
Il est utilisé quelque fois en TIG manuel pour les très fines épaisseurs sur tube circulaire en soudage en position (PC, PF ou HL045).
2 - 1 - Tc - Temps chaud programmé
La valeur programmée du temps chaud Tc est comprise entre 0,1 à 2,5 secondes. Cette valeur correspond au temps d'application de l'intensité haute (Ih) sélectionnée lors du soudage. Sur certains générateurs, le temps chaud et froid (programmés en seconde) est remplacé par une fréquence de pulsation en Hertz. Quelquefois, une balance permet d'augmenter les durées hautes ou basses.
2 - 2 - Tf - Temps froid programmé
La valeur programmée du temps froid Tf est comprise entre 0,1 à 2,5 secondes. Cette valeur correspond au temps d'application de l'intensité basse (Ib) sélectionnée lors du soudage.
2 - 3 - Ih - Intensité haute programmée
La valeur programmée de l'intensité haute de soudage Ih. Cette valeur est sélectionnée selon l'épaisseur du matériau, la nuance du matériau, la position de soudage et le type de préparation de joint. Le rapport des valeurs entre Ih, Tc, Ib et Tf doit être judicieusement évalué pour obtenir un bain de fusion correct.
2 - 4 - Ib - Intensité basse programmée
La valeur programmée de l'intensité basse de soudage Ib. Cette valeur est sélectionnée selon l'épaisseur du matériau, la nuance du matériau, la position de soudage et le type de préparation de joint.
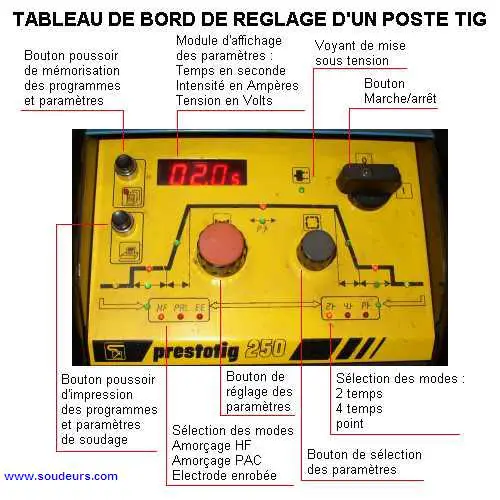
3 - Le tableau de bord d'un générateur de soudage TIG / GTAW DC
4 - Le tableau de bord de la façade d'un générateur de soudage chinois TIG / GTAW AC/DC
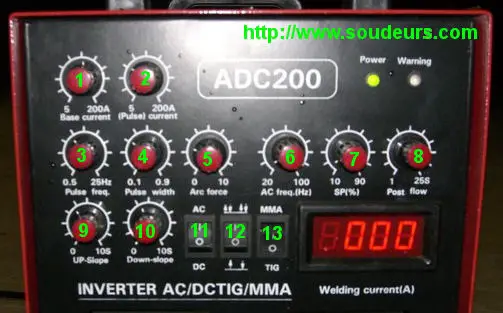
1 = Réglage de l'intensité de base de 5 à 200 ampères
2 = Réglage de l'intensité en courant pulsé (interaction avec bouton 1)
3 = Fréquence de pulsation temps chaud / temps froid en pulsé
4 = Temps de pulsation temps chaud / temps froid en pulsé
5 = Arc Force en MMA (Dispositif d'augmentation ponctuelle du courant en situation de soudage difficile. Dispositif qui facilite le transfert des gouttes de matériau fondu, de l'électrode au matériau à souder, prévenant ainsi l'extinction de l'arc quand un contact a lieu, à cause des gouttes, entre électrode et bain de fusion. )
6 = Réglage de la fréquence en Hertz de décapage / pénétration (courant alternatif)
7 = Réglage de la balance décapage / pénétration (courant alternatif)
8= post gaz, réglage du temps d'écoulement du gaz apès coupure de l'arc.
9= temps de passage du courant d'amorçage au courant principale.
10= temps de passage du courant principal au courant de fin de soudage (évanouissement).
11 = Choix du courant AC/DC ALTERNATIF/CONTINU
12 = Soudage Deux temps / Quatre temps
13 = Choix du soudage ARC EE MMA / TIG
5 - Le tableau de bord de la façade d'un autre générateur de soudage chinois TIG / GTAW AC/DC

Voici la légende de chaque curseur et commutateur de ce poste à souder TIG de fabrication chimoise :
1 = Réglage du courant de soudage
2 = Réglage de la fréquence en Hertz de décapage / pénétration (courant alternatif)
3 = Réglage de la balance décapage / pénétration (en courant alternatif)
4 = temps de passage du courant principal au courant de fin de soudage (évanouissement).
5 = post gaz, réglage du temps d'écoulement du gaz après coupure de l'arc.
6 = Interrupteur Courant lisse / Courant pulsé
7 = Interrupteur Soudage Deux temps / Quatre temps
8 = Interrupteur Choix du courant AC/DC ALTERNATIF/CONTINU
9 = Interrupteur Choix du soudage ARC EE MMA / TIG
10 = Réglage de l'intensité de base de 5 à 200 ampères
11 = Réglage de l'intensité en courant pulsé (interaction avec bouton 10)
12 = Fréquence de pulsation temps chaud en pulsé / temps froid en pulsé
6 - Comment utiliser le tableau de bord de la façade d'un générateur de soudage TIG / GTAW AC/DC
Pour souder en TIG de l'acier ou de l'inox :
Placer les interrupteurs :
6 = Interrupteur Courant lisse sur 0
7 = Interrupteur Soudage Deux temps / 2T
8 = Interrupteur Choix du courant DC CONTINU sur 0
9 = Interrupteur Choix du soudage TIG sur 0
Puis placer les boutons potentiomètres :
1 = Réglage du courant de soudage sur la quatrième division (par exemple) pour souder du 2 mm
4 = temps de passage du courant principal au courant de fin de soudage(évanouissement) sur la cinquième division
5 = post gaz , réglage du temps d'écoulement du gaz après coupure de l'arc sur la troisième division.
Les boutons
10 ,11 et 12 ne s'utilisent qu'en courant continu pulsé
(lorsque vous soudez des épaisseurs très différentes 1 mm / 3 mm - 6 = Interrupteur Courant pulsé sur 1)
10 = Réglage de l'intensité de base de 5 à 200 ampères
11 = Réglage de l'intensité en courant pulsé (interaction avec bouton 10)
12 = Fréquence de pulsation temps chaud en pulsé / temps froid en pulsé
Les boutons2 et 3 ne s'utilisent qu'en courant alternatif (lorsque vous soudez de l'aluminium 8 = Interrupteur Choix du courant AC sur 1)
2 = Réglage de la fréquence en Hertz de décapage / pénétration (courant alternatif)
3 = Réglage de la balance décapage / pénétration (en courant alternatif )
Mais tout ceci est à vérifier et à confirmer.
7 - Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
8 - Quelques liens Internet utiles
9 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
10 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal

Par: Dominique ADMIN