Étape 1 - Choix de l'électrode cuivre-carbone
La pièce à gouger aura une épaisseur supérieure à 6 mm.
Vous sélectionnez la forme et la dimension ou le diamètre de l'électrode selon le travail à réaliser et les dimensions de votre saignée.
|
 |
Étape 2 - Branchement électrique de la torche porte-électrode
 |
La torche spéciale porte-électrode pour gougeage Arc-Air est connectée au pôle positif du générateur pour un courant continu. Le connecteur de pièce est relié au pôle négatif du générateur. |
Étape 3 - Branchement de l'air comprimé à la torche
| Brancher l'air comprimé à la torche porte-électrode avec une pression de distribution de 5 bar environ et un débit de 1 m[SUP]3[/SUP] à 2 m[SUP]3[/SUP] / minute. La commande du jet d'air est placé sur la torche à l'aide d'un bouton-poussoir. |
 |
Étape 4 - Réglage de l'intensité du générateur
Le générateur de soudage doit délivrer au moins 500 ampères avec un facteur de marche de 60%.
La tension à vide doit être supérieure à 70 volts.
Vous sélectionnez l'intensité de gougeage selon le diamètre de votre électrode.
 |
|
Étape 5 - Branchement de l'électrode sur la torche
| Pincer l'électrode cuivre-carbone sur la torche porte-électrode. Placer l'électrode correctement pour que la longueur soit de 120 mm environ à l'avant de la torche. Vérifier en actionnant le bouton-poussoir que l'air comprimé s'échappe bien de la tourelle de soufflage. L'air comprimé chassera le métal en fusion au fur et à mesure de votre avance. | 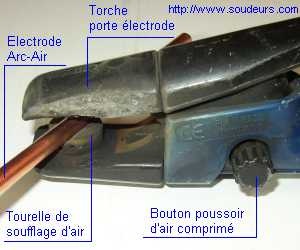 |
Étape 6 - Branchement du connecteur de pièce
 |
Le connecteur de pièce (appelé communément masse) est serré sur la pièce à gouger. Toutes les connexions doivent être vérifiées pour s'assurer de l'absence d'arc parasite ou d'échauffement de connecteurs. |
Étape 7 - Position de l'électrode sur la pièce et sur la torche
| Pour amorcer l'arc, il est nécessaire que l'extrémité de l'électrode entre en contact avec la pièce à gouger. La longueur d'arc doit être comprise entre 1 et 4 mm. Le gougeage Arc-Air génère beaucoup de projections de métal en fusion. Il est donc nécessaire d'être parfaitement protégé par un équipement de protection individuel (EPI) adapté (gant, cagoule, masque de soudeur, tablier de cuir, casque anti-bruit, bouchons d'oreilles, chaussures de sécurité). |
 |
Étape 8 - Inclinaison d'électrode et résultat de la saignée
 |
La progression du déplacement est réalisé dans le sens de l'inclinaison de l'électrode. L'inclinaison de l'électrode est de 45° à 60° par rapport à la pièce. L'inclinaison de la torche et la vitesse d'avance influencent la profondeur de la saignée. Le réglage de l'intensité de gougeage est correct lorsque le revêtement de cuivre est consumé sur une hauteur de 20 mm environ. |
9 - Remerciements
Nous remercions chaleureusement le Centre de Formation A.F.P.A. de CHERBOURG-OCTEVILLE ainsi que son formateur en soudage Moustapha RHOURDAOUI pour sa participation et l'aide apportée à la création de cet article technique et didactique. La mise en page est réalisée par l'équipe du site Soudeur.com. Toutes les photographies de cette page sont la propriété du site technique Soudeur.com.
10 - Quelques liens Internet utiles
11 - Vos commentaires utiles sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Votre message sera vu et lu uniquement par les lecteurs de cet article
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Veuillez respecter la ligne éditoriale de l'article technique en question.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
