
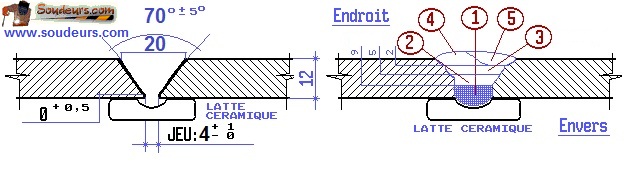
1 - Préparation de la tôle ép. 12 mm bout à bout chanfrein en V
[*]Découpage des manchettes de tôles
[*]Ébavurage des bords
[*]Chanfreinage par grignotage et meulage
[*]Angle de chaque chanfrein entre 30 et 35°
[*]Méplat ou talon de 0,5 à 1,0 mm
[*]Blanchiment des bords de tôles
 |
 |
2 - Préparation des appendices ou martyres
[*]Découpage des appendices
[*]Ébavurage des bords des pièces
[*]Chanfreinage de l'encoche par meulage
[*]Blanchiment des bords

3 - Préparation des pontets ou cavaliers
[*]Découpage des trois pontets
[*]Ébavurage des bords des pièces
[*]Création d'une échancrure par meulage au centre de chaque pontet

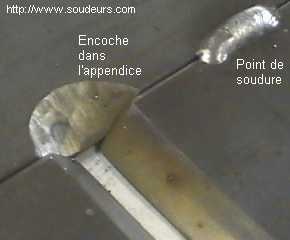
4 - Pointage des appendices en bout de tôles
Les appendices jouent deux rôles techniques importants. Le premier et le plus important est d'assurer l'amorçage et l'extinction de l'arc en dehors du joint soudé et le deuxième est de positionner et de maintenir solidement les pièces en bout de tôles. Les points de soudure réalisés doivent être suffisamment longs et pénétrants (20 à 30 mm) pour résister aux contraintes des déformations lors du soudage. La position des points sur les pontets doit être réfléchie afin d'assurer leur élimination facile sans coup de meule dans les plaques.
 |
 |
5 - Mise en place de la latte céramique à l'envers du joint
La latte céramique est positionnée à l'envers du joint. Les bords des tôles seront propres et dégraissées afin d'assurer une bonne adhérence du ruban aluminium adhésif. Un soin particulier sera apporté au centrage de la latte par rapport au joint à souder. A cet effet, une ligne droite de couleur rouge, imprimée à l'intérieur de la latte, permet un positionnement aisé de la bande support.
 |
 |
6 - Mise en place et pointage des pontets à l'envers du joint
Les pontets sont positionnés et pointés sur l'envers du joint. Ils ont pour rôle de maintenir les pièces lors du soudage et de garder la latte plaquée contre les tôles.
 |
 |
7 - Soudage de la première passe ou passe de pénétration sur support
Le rôle de la latte support est de maintenir et de former le bain de fusion afin d'assurer une pénétration de forme et de dimension normalisées. Le soudage MAG avec fil fourré avec laitier est réalisé en torche tirée (comme pour l'arc manuel avec électrodes enrobées)
le fil fourré rutile est avec laitier.
Le diamètre du fil fourré est Ø 1,2 mm.
Le gaz de soudage est un gaz binaire type M21 Argon + 20% de CO2.
Le débit (vérifié avec un rotamètre à bille en sortie de buse) est de 14 à 16 litres / minute pour une buse de Ø 16 mm intérieur.
Les paramètres de soudage sont donnés à titre indicatif.
Les paramètres sont les suivants :
Intensité : 180 - 190 ampères
Tension : 26 - 28 volts
Vitesse de fil : 8 à 9 mètres / minute
Vitesse de soudage : 25 à 28 centimètres / minute
 |
 |
Dans la mesure du possible, il est recommandé de ne pas faire d'arrêt lors de la réalisation de la première passe. En effet, toute reprise de soudure demande un soin tout particulier dans le meulage en biseau de l'arrêt de la soudure et la présence de la latte céramique en fond de chanfrein ne simplifie pas cette opération.
8 - Réalisation des passes de remplissage et de finition
Il reste ensuite à réaliser la passe de remplissage et la passe de finition.
9 - Elimination des appendices et pontets
Les appendices sont désolidarisées de la plaque par un tronconnage du démarrage de la soudure et un meulage des chants de la tôle. Les pontets sont dépointés avec soin. Aucun coup de meule ne doit être porté sur la surface de la tôle.
10 - Nettoyage et brossage du cordon de soudure
Le ruban adhésif de la latte céramique est retiré. Un brossage énergique de la face endroit et envers de la soudure est réalisé. Ensuite, un contrôle visuel de l'aspect de la soudure est effectué afin de relever d'éventuels défauts de forme ou défauts débouchants.
11 - Croquis du descriptif de mode opératoire de soudage
12 - Remerciements
Nous remercions vivement le Centre de Formation AFPA de COUTANCES dans la Manche (France) ainsi que son formateur en soudage pour l'aide précieuse apportée et la participation active à la création de cette page de ressource didactique.
13 - Quelques liens Internet utiles
14 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
15 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal

