Cet article technique est un reportage en images de la technique de soudage en TIG manuel d'un tube inox de faible épaisseur en position corniche tube axe vertical.
1 - Découpe des manchettes de tube à la scie orbitale

2 - Préparation des manchettes de tube bout à bout en bord droit
[*]Ebavurage des bords des manchettes de tubes à la lime
[*]Dégraissage soigné avec un solvant des rives des manchettes de tôles à l'endroit et à l'envers
3 - Mise en place de la protection gazeuse envers du tube
Une protection gazeuse inerte (gaz argon ou azote) à l'intérieur du tube est assurée par un débit de 8 à 10 litres / minute pour chasser l'air ambiant de la capacité et éviter le rochage (oxydation surfacique lors du soudage en l'absence de gaz inerte).
Un papier adhésif ou des bouchons sont utilisés pour obturer les deux extrémités du tube.
Un trou Ø 10 mm environ est réalisé dans le papier ou le bouchon, en partie haute de la tuyauterie, pour laisser échapper l'air et le gaz de protection et éviter une surpression du gaz à l'intérieur du tube.
 |
 |
4 - Pointage sans fil des tubes avant soudage
Après avoir patienté deux à trois minutes pour assurer l'inertage complet du tube, le pointage (sans fil d'apport) peut être réalisé avec une intensité de l'ordre de 45 ampères sans insister pour ne pas percer le tube.
Le fil d'apport est nécessaire si un léger jour existe entre les deux bords du tube.
Quatre points uniformément répartis sont réalisés (1 point de soudure à 90° environ pour assurer l’agrafage).
Un soin particulier doit être apporté pour assurer un alignement parfait des génératrices du tube.
Le désaccostage et la dénivellation sont sévèrement tolérancés par la norme européenne NF EN ISO 5817 de 2014.

5 - Soudage TIG avec métal d'apport des tubes
La soudure est réalisée en position corniche codifiée PC selon la norme NF EN ISO 6947 (tube fixe avec axe vertical)
Le soudage est réalisé en TIG manuel (GTAW ou 141) avec un métal d'apport W 19.9.L / ER 308 L de Ø 1,2 mm.
L'intensité de soudage est comprise entre 30 et 40 ampères.
La tension de soudage est de l'ordre de 9 à 10 volts selon la hauteur de l'arc (1,0 mm à 2 mm).
Le débit de gaz argon à la torche est de 8 à 10 litres / minute.
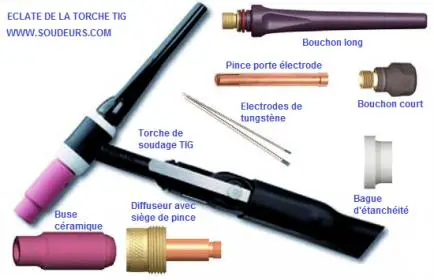
La buse de soudage en céramique est une numéro 7 avec un diamètre de sortie de 11 mm.
L'électrode de tungstène de diamètre 2,0 mm est du type lanthane WL15 (couleur or) ou WL20 (couleur bleue)
Le débit de gaz argon 100% (qualité 4.5 ou 4.8) ou gaz azote (beaucoup moins cher que l'argon) pour le chambrage à l'intérieur du tube est de 8 à 10 litres / minute pour de l'argon.
Vous devez attendre au moins 5 minutes pour que l'inertage intérieur soit parfait.
Lors du soudage, le métal d'apport ne doit pas sortir du cône d'inertage afin d'éviter l'oxydation de la partie terminale du fil en contact avec le bain de fusion.
 |
 |
6 - Brossage de la soudure
Un brossage énergique de la soudure est réalisé avec une brosse à poils inox pour éliminer les traces de chauffe.

7 - Examen visuel complet de la soudure
Un examen visuel complet de 100% de la soudure est réalisé, après le brossage, pour détecter d'éventuelles imperfections et défauts.

8 - Remerciements
Nous remercions chaleureusement le Centre de Formation AFPA de COUTANCES dans la Manche (France) pour l'aide apportée et la participation à la création de cette page.
9 - Quelques liens Internet utiles
10 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

Par: Dominique ADMIN