
Je me permets d'attirer l'attention des lecteurs et de préciser que les photos affichées sur les articles sont issues de centres de formation du soudage
Par définition, dans les centres de formation, il y a plus de stagiaires qui apprennent le soudage que de professionnels ayant un geste précis et rompus par les techniques de soudage .
Depuis plus de 10 ans sur la toile, je n'ai jamais reçu de reportage photographique d'un cador du soudage qui nous montre comment réaliser de belles soudures
Et je rappelle aussi que bien souvent une belle soudure (aspect visuel) n'est pas toujours une bonne soudure (compacité) !
Merci de votre attention et de votre compréhension.
1 - Découpe et chanfreinage des manchettes de tube
Le tube en acier carbone type P265GH est découpé sur une scie à ruban et chanfreiné à l'aide d'un tour verticalf.
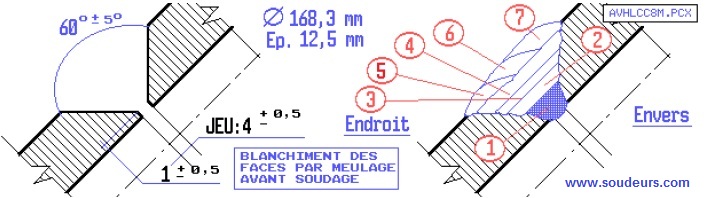
L'angle du chanfrein est compris entre 30 et 37,5°.
 |
 |
2 - Préparation des manchettes de tube bout à bout chanfrein en V
[*]Dégraissage des chanfreins avec un solvant pour éliminer l'huile de coupe
[*]Ebavurage des chanfreins par meulage
[*]Élimination des oxydes de surface
[*]Mise à blanc des bords intérieur et extérieur du tube par meulage
3 - Présentation des manchettes de tube pour pointage
Une épingle constituée de deux âmes d'électrodes enrobées est utilisée pour régler le jeu entre les deux manchettes de tube.
Le jeu entre les deux bords des manchettes est de 3,5 à 4,0 mm avant pointage.
Un soin particulier est apporté à l'alignement des génératrices des deux manchettes de tubes pour limiter la dénivellation.

4 - Pointage des manchettes de tube avant soudage
Le pointage est réalisé en TIG manuel avec métal d'apport type EN W3 Si1 ou AWS ER 70 S 3 ou ER 70 S 6.
Les quatre points de soudure ne doivent pas être trop pénétrants à l'intérieur du tube.
La longueur des points est d'environ 30 mm.
Le jeu minimal entre les bords des tubes doit être de 3 mm (tabler sur 3,5 mm).
 |
 |
5 - Réalisation de la première passe de soudage en TIG
Le soudage est réalisé en position tube fixe axe incliné à 45° codifiée H-L045.
Le soudage est réalisé en TIG manuel (GTAW / 141) avec métal d'apport de Ø 2,4 mm.
L'intensité de soudage est comprise entre 115 et 135 ampères.
Le débit de gaz à la torche est compris entre 10 et 12 litres / minute.

6 - Réalisation de la première passe de remplissage à l'ARC E.E.
La première passe de remplissage est réalisée à l'arc manuel avec électrodes enrobées.
Le soudage est réalisée avec des électrodes enrobées basiques type EN E 42 3 B 32 H5 ou AWS E 7018 de diamètre Ø 2,5 mm.
L'intensité de soudage est comprise entre 85 et 105 ampères.
L'arc est maintenu très court tout au long du soudage.
La tension d'arc est comprise entre 21 et 23 volts.

7 - Réalisation de la deuxième passe de remplissage à l'ARC E.E.
Un meulage est réalisé pour améliorer le profil en fond de chanfrein.
La deuxième passe de remplissage est réalisée à l'arc manuel avec électrodes enrobées à enrobage basique. La codification américaine est EN E 42 3 B 32 H5 ou AWS E 7018.
Le diamètre de l'électrode est Ø 3,15 mm.
 |
 |
8 - Réalisation de la première passe de finition à l'ARC E.E.
La première passe de finition est réalisée à l'arc manuel avec électrodes enrobées.
Le soudage est réalisée avec des électrodes enrobées basiques type AWS E 7018 de diamètre Ø 3,15 mm.
L'intensité de soudage est comprise entre 105 et 125 ampères.
L'arc est maintenu très court tout au long du soudage.
La tension d'arc est comprise entre 21 et 23 volts.
Un meulage soigné est réalisé entre chaque passe pour améliorer le profil de la passe.

9 - Réalisation de la deuxième passe de finition à l'ARC E.E.
La deuxième passe de finition est réalisée à l'arc manuel avec électrodes enrobées.
Le soudage est réalisée avec des électrodes enrobées basiques type AWS E 7018 de diamètre Ø 3,15 mm.
L'arc est maintenu très court tout au long du soudage.
Un meulage soigné est réalisé entre chaque passe pour améliorer le profil de la passe.

10 - Réalisation de la dernière passe de finition à l'ARC E.E.
Le soudage est réalisée avec des électrodes enrobées basiques type AWS E 7018 de diamètre Ø 3,15 mm.
L'arc est maintenu très court tout au long du soudage.
 |
 |
11 - Le croquis de préparation et de répartition des passes
 Télécharger le descriptif de mode opératoire de soudage correspondant (DMOS)
Télécharger le descriptif de mode opératoire de soudage correspondant (DMOS)12 - Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
13 - Quelques liens Internet utiles
14 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
15 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
