
1 - Préambule
Cet article technique est rédigé à partir d'une documentation commerciale ESAB.
Cet article technique n'a pas la prétention de répondre à toutes vos questions relatives à la technique de soudage de tubes bout à bout en acier carbone avec électrodes enrobées basiques.
2 - Préparation du joint
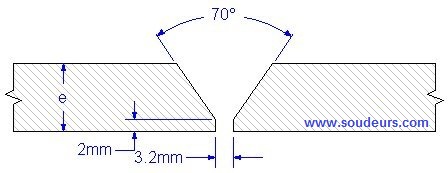
3 - Paramètres de pointage du joint
Electrode E 42 4 B 32 H5 ou E7018 Ø 2.5 mm, Courant de soudage 70 à 100 A ou
Electrode E 42 4 B 32 H5 ou E7018 Ø 3.2 mm, Courant de soudage 100 à 120A
Placer une épingle avec un fil d'apport de Ø 3,2 mm entre les deux manchettes de tubes.
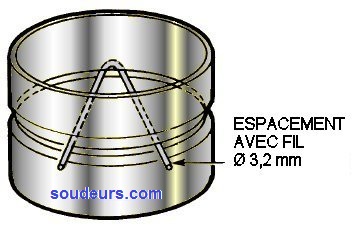
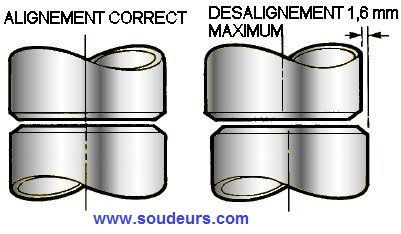
Soigner l'alignement des tubes côté interne et externe du tube.
Vérifier que l'alignement des génératrices de tubes ne dépasse pas 1,6 mm
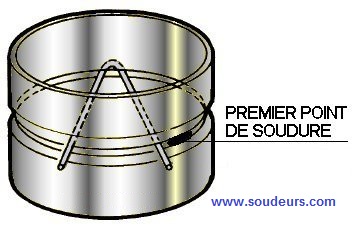
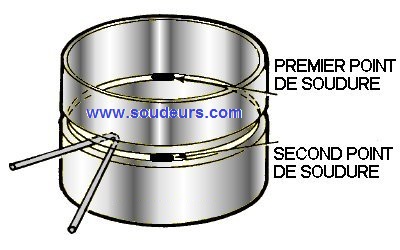
Réaliser le premier point de soudure (ou agrafage) de 15 à 25 mm de long sans bouger les tubes.
Le point de soudure doit pénétrer de 1,0 à 1,5 mm à l'intérieur du tube et doit parfaitement fusionner les bords internes des talons.
Ensuite déplacer le fil Ø 3,2 mm et le repositionner pour réaliser le deuxième point de soudure à l'opposé du premier (environ 180°)
Etre attentif à l'éventuel poinconnage du fil Ø 3,2 mm entre les bords de talon.
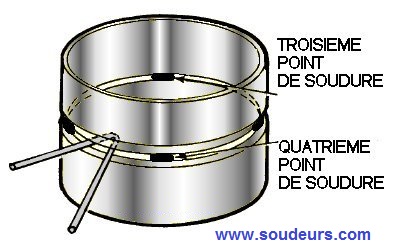
Ensuite déplacer le fil Ø 3,2 mm et le repositionner pour réaliser le troisième point de soudure à environ 90° entre le premier et le deuxième point.
Terminer le pointage par le quatrième point à l'opposé (environ 180°)
du troisième point.
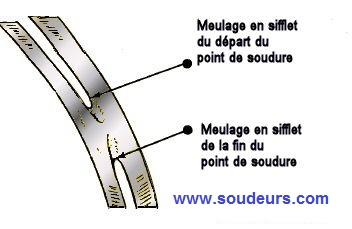
Les points de soudure seront surfacés sur le côté extérieur par meulage pour profiler la surface et éviter les points arrondis. Les débuts et les fins de cordons de pointage seront meulés en sifflet afin de refusionner correctement chaque point en cours de soudage.
La surépaisseur de pénétration des points à l'intérieur du tube ne doit pas dépasser 1,5 mm maxi.
Le pointage doit être réalisé avec grand soin pour assurer une soudure de bonne qualité.
4 - Passe de pénétration en vertical montante PH/5G UP
Electrode E 42 4 B 32 H5 ou E7018 Ø 2.5 mm, Courant continu DC - (de préférence) ou DC+ - Intensité de soudage 70 à 100 A ou
Electrode E 42 4 B 32 H5 ou E7018 Ø 3.2 mm, Courant continu DC - (de préférence) ou DC+ - Intensité de soudage 100 à 120A
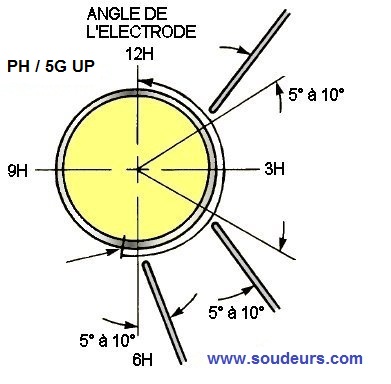
Pour effectuer la passe de racine commencez par positionner l'électrode enrobée à 6H30 (Position plafond du tube), perpendiculairement à l'axe du tube et à la surface du tube.
Commencez à amorcer l'arc à la racine du joint (jamais sur le bord des chanfreins ou de la surface externe du tube).
Maintenez une longueur d'arc égale au double du diamètre d'électrode et balancez à partir d'un bord puis de l'autre, en avant et en arrière, pour préchauffer les bords.
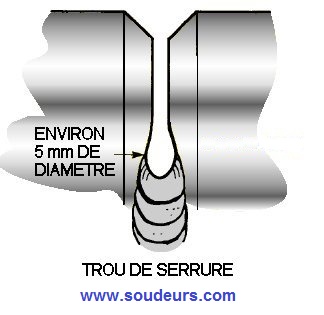
Après deux ou trois mouvements de préchauffage, veuillez réduire la longueur d'arc à un diamètre d'électrode et créer le cratère ou «trou de serrure», puis garder l'arc électrique en fond de chanfrein sur les bords et avancer.
Pour maintenir un trou de serrure correct, les mouvements de l'électrode doivent être rapides et précis.
Lorsque vous approchez d'un point d'agrafage, réduisez la vitesse de soudage et augmentez légèrement la longueur d'arc.
Si le trou de serrure tend à se fermer, inclinez votre électrode avec un angle de traction de 5° à 10° et/ou réduisez la vitesse de soudage.
Si le trou de serrure tend à s'élargir, employez un angle de poussée de 5 à 10° et/ou augmentez la vitesse de soudage.
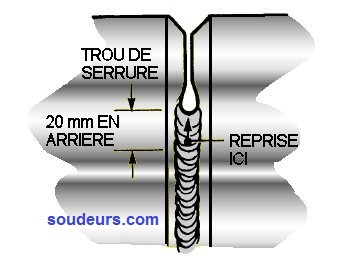
Après un arrêt de soudage, enlevez le laitier du cratère et des 25 derniers millimètres de soudure par meulage ou piquage.
La reprise de soudure doit être effectuée en commençant sur la soudure approximativement 20 millimètres avant le trou de serrure et se déplaçant vers lui avec une longueur d'arc légèrement plus haute qu'à la normale pour assurer le préchauffage. Déplacez-vous dans les deux sens sur le cratère pour préchauffer les bords puis utilisez une longueur d'arc normale d'une fois le diamètre.
La surépaisseur de pénétration à l'intérieur du tube ne doit pas dépasser 2,0 mm maximum.
5 - Passe de remplissage en vertical montante PF/5G UP
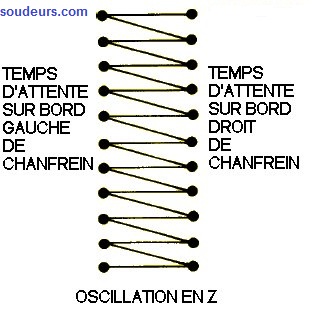
Appliquer un mouvement d'oscillation en Z de votre électrode enrobée en faisant une pause sur les bords de chanfrein.
La régularité de la vitesse de soudage et du temps de pause de l'oscillation déterminent le résultat de la soudure.
Une vitesse trop lente et un temps de pause d'oscillation excessif génèrent un bain de fusion important difficile à gérer.
Une vitesse trop rapide et un temps de pause d'oscillation court créent un manque de fusion sur la passe précédente, avec une soudure très convexe.
Les passes de remplissage doivent s'achever lorsqu'il reste environ 1,5 mm de profondeur par rapport à la surface externe du tube.
6 - Passe de finition en vertical montante PF/5G UP
La passe de finition est réalisée de la même manière que les passes de remplissage avec une oscillation plus large.
Appliquer un mouvement d'oscillation en Z de votre électrode enrobée en faisant une pause sur les bords de chanfrein.
Le chevauchement sur les bords de chanfrein doit être de l'ordre de 1,5 mm de chaque côté et la surépaisseur de la finition ne doit pas dépasser 2,5 mm
7 - Quelques liens Internet utiles
8 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Vos commentaires
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
9 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
