
1 - Les essais de pliage
L'essai consiste à exercer sur une éprouvette, à température ambiante, une déformation plastique par pliage. L'éprouvette est prélevée transversalement ou longitudinalement à l'assemblage soudé.
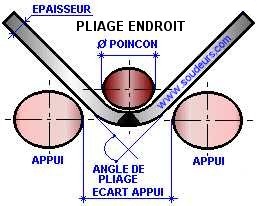
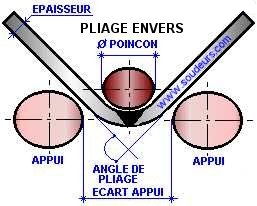
Une seule face de l'éprouvette est mise en extension (endroit, envers ou côté).
Le pliage est réalisé jusqu'à ce que l'une des branches de l'éprouvette fasse un angle alpha déterminé avec le prolongement de l'autre branche.
La norme européenne de référence est la NF EN ISO 5173 Août 2010.
 |
 |
La norme européenne NF EN 287-1 Septembre 2011 exige des essais destructifs de pliage (après le contrôle radiographique) sur les soudures réalisées avec le procédé de soudage MAG ou MIG semi-auto avec fil plein (135 ou 131 ou GMAW) et le MAG Fil fourré avec poudre de fer (metal-cored) codifié 138 (anciennement 136 M).
La norme de qualification n'exige pas d'essais de pliage sur le procédé MAG Fil fourré avec laitier.
Deux pliages sont réalisés en travers de la soudure un sur la face endroit et un sur la face envers sur les épaisseurs inférieures à 12 mm pour les positions autres que PE.
Deux pliages sont réalisés en travers de la soudure sur la face endroit et deux pliages sur la face envers sur les épaisseurs inférieures à 12 mm pour la position PE.
Pour les épaisseurs supérieures à 12 mm, les pliages sont réalisés sur le côté de la soudure.
Le poinçon de pliage est égal à 4 fois l'épaisseur de la pièce soudée et l'angle de pliage des branches est de 180° minimum.
Si le contrôle radiographique n'est pas réalisé sur l'éprouvette de qualification, toute l'éprouvette soudée doit être contrôlée par une multitude de pliages.
400 mm soudée / 40 mm = 10 éprouvettes soit 5 endroit et 5 envers.
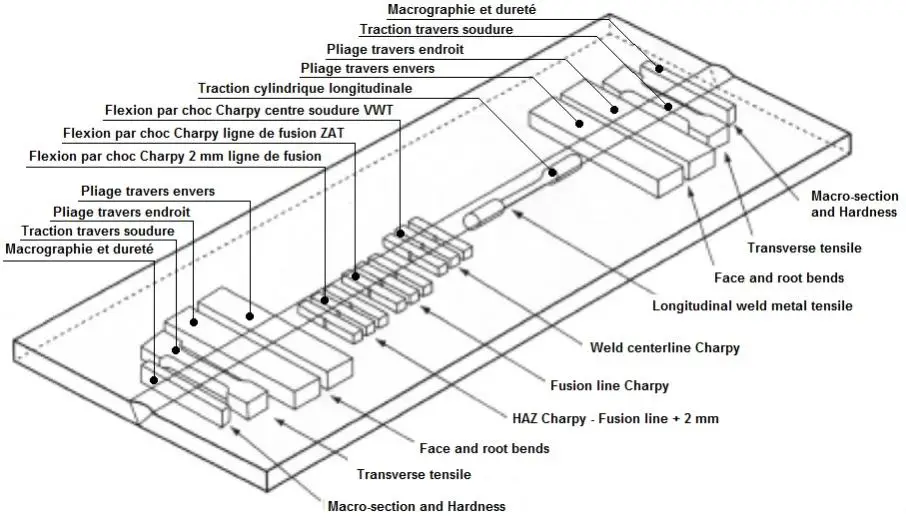
2 - La localisation et le positionnement des éprouvettes d'essais
Les éprouvettes de pliages sont découpées transversalement à l'éprouvette soudée.
Selon la position de soudage, il faut réaliser après radiographie 2 ou 4 éprouvettes de pliage.
3 - Les dimensions des éprouvettes d'essais
| Les dimensions des éprouvettes de pliage | |
| Type d'éprouvette | Observations |
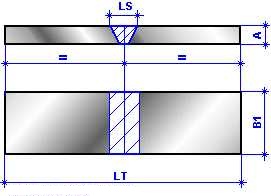 |
Pliage transversal endroit ou envers - e < ou = 12 mm A = épaisseur de l'éprouvette B1 = largeur = 1,5 à 4 x A (20 mm mini) LT = longueur = distance entre rouleaux + 2 x rayon du rouleau |
4 - Découpe des éprouvettes de pliage
Les éprouvettes sont découpées avec un procédé mécanique ou thermique sur les aciers.
Le procédé de découpage ne doit pas modifier les propriétés mécaniques de l'éprouvette. Le cisaillage est interdit sur les épaisseurs supérieures à 6 mm.
Les éprouvettes de pliage sont découpées perpendiculairement à la soudure.
L'épaisseur de 3 mm de la tôle autorise une coupe par cisaillage.
La largeur de chaque éprouvette de pliage est de 30 à 40 mm.
Pour assurer la tracabilité, un repérage est réalisé par marquage à froid ou marquage au feutre indélébile sur chaque éprouvette de pliage.
Les faces endroit et envers de chaque éprouvette de pliage sont repérées.
 |
 |
5 - Meulage des éprouvettes de pliage
L'axe du cordon de soudure est mesuré sur chaque éprouvette avant élimination de la surépaisseur.
Sauf convention contraire, les surépaisseurs endroit et envers de soudure sont éliminées.
La surépaisseur du cordon de soudure est éliminée par meulage sur la face endroit et envers de chaque éprouvette.
Le sens des stries de meulage est perpendiculaire à la soudure.
 |
 |
6 - Polissage des éprouvettes de pliage
Les bords de l'éprouvette doivent être arrondis (rayon = 0,2 x épaisseur de l'éprouvette - maxi 3 mm) et l'état de surface doit être soigné et exempt de rayures ou entailles.
Les tranches de chaque éprouvette de pliage sont arrondies par polissage.
Les stries de meulage peuvent être adoucies par polissage.

7 - Pliage des éprouvettes
Le pliage des éprouvettes est réalisé avec une presse hydraulique simple effet ou double-effet.
Le poinçon du mandrin est égal à 4 fois l'épaisseur de l'éprouvette soudée.
L'écartement entre les mors est de 6,2 fois l'épaisseur minimum.
L'effort est appliqué au centre de la soudure du côté opposé au sens de pliage.
La force d'appui est continue et constante (l'utilisation d'une presse électrique est recommandée).
 |
 |
8 - Examen visuel des faces tendues des éprouvettes
L'angle de pliage des branches est vérifié avec un rapporteur d'angle (180° pour la version NF EN 287-1 2011 et NF EN ISO 9606-1).
Les faces tendues des éprouvettes sont examinées sous un bon éclairage.
Tout défaut ou indication visible de plus de 3 mm de long dans toutes les directions est refusé.
 |
 |
9 - Remerciements
Nous remercions vivement le Centre de Formation AFPA de COUTANCES dans la Manche (France) ainsi que ses formateurs en soudage Francis BOURQUENCIER et Serge CHAMANT pour l'aide apportée et la participation à la création de cette page.
10 - Quelques liens Internet utiles
11 - Vos commentaires utiles sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Votre message sera vu et lu uniquement par les lecteurs de cet article
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Veuillez respecter la ligne éditoriale de l'article technique en question.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

