Cet article technique décrit les techniques de soudage en TIG et MIG des cupros-aluminiums.
1 - Définition des cupro-aluminiums
Les cupro-aluminiums simples sont des alliages de cuivre contenant de 4 à 14% d'aluminium. Il existe aussi des cupro-aluminiums avec addition de Fer, de Nickel et de Manganèse pour améliorer certaines caractéristiques de l'alliage. Cet alliage présente des propriétés physiques et mécaniques suivantes :
[*]Couleur or plus ou moins prononcée
[*]Densité de l'ordre de 7,6
[*]Résistance élevée à la corrosion à l'eau de mer
[*]Bonne tenue à la corrosion sous tension
[*]Bonne tenue au frottement
[*]Peu d'électrolyse entre les cupro-aluminiums et les aciers inoxydables 18.10 en atmosphère saline
Ces alliages présentent des inconvénients :
[*]Se couvre d'une pellicule d'oxyde d'alumine
[*]Retrait important lors du soudage
[*]Grande difficulté de formage et de cintrage pour certaines nuances
2 - Caractéristiques mécaniques
| Nuance |
État métallurgique |
Rm en N/mm[SUP]2[/SUP] |
Allongement A% |
| Cu Al 6 |
RECUIT | 350 à 400 | 75-55 |
| Cu Al 6 |
DUR | 450 à 550 | 35-10 |
3 - Applications des cupro-aluminiums
[*]Tuyauteries de transport d'eau de mer
[*]Pompes d'alimentation d'eau de mer
[*]Boîtes à eau d'échangeurs de chaleur
[*]Roues, moyeux, pâles d'hélices
4 - Généralités sur le soudage des cupro-aluminiums
Les cupro-aluminiums de 8 à 13 % d'aluminium sont des matériaux soudables en TIG (141 / GTAW) ou en MIG (131 / GMAW). Il est toutefois recommandé de limiter la formation de la pellicule d'oxyde d'alumine en surface du bain de fusion
5 - Les procédés de soudage
Les cupro-aluminiums se soudent relativement bien en TIG / 141 / GTAW. Le procédé TIG est préférentiellement utilisé pour les épaisseurs inférieures ou égales à 8 mm et lors de réparation par soudage.
Les alliages de cupro-aluminiums se soudent relativement bien en MIG / 131 / GMAW. Le procédé MIG est utilisé pour les épaisseurs supérieures à 6 mm.
Pour le TIG, le courant de soudage de type alternatif avec un gaz de protection à la torche type Argon pur est le plus utilisé. Le courant de soudage peut être continu et la polarité est alors négative à l'électrode (polarité directe) avec un gaz de protection Hélium à la torche. Un amorçage Haute Fréquence est recommandé pour l'allumage de l'arc.
Pour le MIG, le courant de soudage est de type continu et la polarité est positive au fil électrode. Le courant de soudage peut être de type pulsé pour le soudage en position (maîtrise du bain de fusion).
6 - Les gaz industriels de soudage en TIG
Les gaz industriels de soudage de type inerte (aucune addition de gaz oxydant ou réducteur) sont les seuls utilisables pour le soudage des cupro-aluminiums. Une protection gazeuse inerte à l'envers du joint est recommandée.
|
GAZ DE PROTECTION POUR LE SOUDAGE TIG |
|||
| Composition |
Ancienne couleur d'ogive |
Nouvelle couleur d'ogive |
Description |
| GAZ PUR | |||
| ARGON |
 |
 |
Utilisable dans la grande majorité des applications de soudage TIG. |
| HELIUM |
 |
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Amorçage très difficile. Stabilité d'arc moyenne. Coût important |
|
GAZ DE PROTECTION POUR LE SOUDAGE TIG |
|||
| Composition |
Ancienne couleur d'ogive |
Nouvelle couleur d'ogive |
Description |
| MÉLANGES BINAIRES | |||
| ARGON + 30 % HELIUM |
 |
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Coût important |
| ARGON + 50 % HELIUM |
|
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Coût important |
| ARGON + 70 % HELIUM |
 |
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Stabilité d'arc moyenne. Coût important |
7 - Les gaz industriels de soudage en MIG
|
GAZ DE PROTECTION POUR LE SOUDAGE MIG |
|||
| Composition |
Ancienne couleur d'ogive |
Nouvelle couleur d'ogive |
Description |
| GAZ PUR | |||
| ARGON |
|
|
Utilisable dans la grande majorité des applications de soudage MIG. |
|
GAZ DE PROTECTION POUR LE SOUDAGE MIG |
|||
| Composition |
Ancienne couleur d'ogive |
Nouvelle couleur d'ogive |
Description |
| MÉLANGES BINAIRES | |||
| ARGON + 30 % HELIUM |
|
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Coût important |
| ARGON + 50 % HELIUM |
|
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Coût important |
| ARGON + 70 % HELIUM |
|
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Stabilité d'arc moyenne. Coût important |
8 - Les métaux d'apport de soudage
Le métal d'apport utilisé pour le soudage d'un cupro-aluminium ne doit pas être de même composition chimique que le métal de base.
Il est souhaitable d'utiliser un métal d'apport biphasé pour les cupro-aluminiums à 8% d'aluminium contenant du fer et du nickel.
[*]En TIG, choisir un fil d'apport type CuAl8Ni2
[*]En MIG, choisir un fil type CuAl8 pour les cupro-aluminiums monophasés et un métal d'apport CuAl8Ni2 pour les autres types de cupro-aluminiums.
Le diamètre de la baguette dressée de fil TIG sera compris entre Ø 1,6 mm et 3,2 mm.
Le diamètre du fil électrode sera compris entre Ø 1,2 mm et 1,6 mm pour le soudage MIG.
9 - Les températures de préchauffage
Le préchauffage n'est pas nécessaire pour le soudage des cupro-aluminiums simples. Le préchauffage est préconisé pour les cupro-aluminiums de 9 à 12% d'aluminium avec addition de fer et pour les pièces massives (de l'ordre de 150° C à 250° C). Le contrôle de la température entre passes doit être effectuée régulièrement et la température de préchauffage doit être maintenue en cours de réalisation.
10 - Les préparations de joints en TIG
La préparation des bords à souder est réalisée, de préférence, par usinage à la fraise à grosse denture ou manuellement avec une lime râpe à grosse denture.
Les bords à souder sont grattés mécaniquement pour éliminer la couche d'oxyde d'alumine (comme pour l'aluminium).
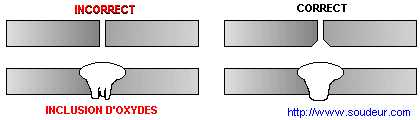
Les arêtes vives des joints non repris à l'envers doivent être abattues par un grattage pour éviter l'emprisonnement d'oxydes lors du soudage.
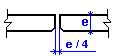
11 - Quelques préparations de joints
|
QUELQUES PRÉPARATIONS DE JOINTS POUR LE SOUDAGE TIG |
|||
| Epaisseur en mm |
Fourchette d'intensité |
Ø métal d'apport |
Préparation |
| De 1,0 à 2,0 mm |
90 à 120 ampères |
Ø 1,6 mm |
 |
| De 2,0 à 3,0 mm |
110 à 190 ampères |
Ø 2,0 mm |
|
| De 3,0 à 6,0 mm |
200 à 300 ampères |
Ø 3,0 mm |
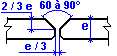 |
| De 6,0 à 8,0 mm |
270 à 350 ampères |
Ø 3,2 mm |
|
12 - Défauts de soudage
Les principaux défauts rencontrés sont :
[*]Les manques de fusion : Ils proviennent principalement d'un régime thermique trop faible (intensité de soudage trop faible ou température de préchauffage trop basse) ou d'une mauvaise position de la torche de soudage
[*]La fissuration : Les cupro-aluminiums sont très sensibles à la fissuration à chaud. Le choix du métal d'apport doit être réalisé avec grand soin.
13 - Document à télécharger
| TABLEAU DU DOCUMENT A TÉLÉCHARGER |
||||
| Auteur / Émail | Titre de la présentation | Octets | Temps | Télécharger |
| CASTOLIN | Le cuivre et les alliages de cuivre (France) Acrobat Reader |
46 Ko | 5" | 
|
14 - Quelques liens Internet utiles
15 - Vos commentaires et vos remarques
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Vos commentaires
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

Par: Dominique ADMIN