Avec les procédés de soudage TIG, MIG, PLASMA, LASER, vous utiliserez une protection gazeuse inerte à l'envers des joints lors du soudage de certains matériaux réactifs à l'oxydation à chaud comme les aciers inoxydables, les alliages de nickel, les alliages de cuivre, le titane et ses alliages ou bien le zirconium.
1 - La protection gazeuse envers
Cette protection gazeuse INERTE remplace l'air ambiant en contact avec l'envers de la soudure et protège le métal en fusion et les zones thermiquement affectées de l'oxydation (carbone, hydrogène, oxygène et azote dans certains types de matériaux).
Le rochage (oxydation à chaud) est la conséquence d'une absence de protection gazeuse ou d'une mauvaise qualité de la protection gazeuse.
2 - Les gaz industriels de soudage
Les gaz de protection utilisés sont différents suivant la nuance du matériau à souder. Les gaz les plus utilisés sont l'argon, l'azote et parfois l'hélium.
Le degré de pureté des gaz utilisés diffère suivant le matériau soudé.
Pour les matériaux très sensibles à l'oxydation à chaud comme le titane, le tantale, le zirconium et leurs alliages respectifs, un gaz inerte à très haute pureté est recommandé (99,999% ou qualité 5.0).
Pour les matériaux comme l'aluminium, les aciers non alliés et très faiblement alliés, il n'y a pas d'impératif technique à protéger l'envers du joint, toutefois le mouillage et l'aspect visuel du cordon de pénétration est grandement amélioré avec l'ajout d'une protection inerte envers (aspect du cordon de la pénétration plus lisse et brillant).
L'utilisation de l'azote comme gaz de protection à l'envers des joints soudés est possible sur les aciers inoxydables austénitiques et recommandés sur les duplex et super-duplex.
L'utilisation de l'azote comme gaz de protection envers sur les titanes et les aciers inoxydables stabilisés au titane est déconseillé (risque de formation de nitrure de titane).
Il existe aussi des mélanges binaires Argon + Hydrogène ou Azote + Hydrogène (Atmosphère envers réductrice).
3 - La pureté des gaz industriels de soudage
La pureté des gaz industriels est définie par 2 chiffres séparés par un point.
Le premier chiffre correspond au nombre de « 9 » et le second chiffre correspond « au chiffre » qui suit les « 9 ».
Par exemple :
QUALITÉ 4.5 = pureté de 99.995 %
QUALITÉ 4.8 = pureté de 99.998 %
QUALITÉ 5.0 = pureté de 99.999 %
La désignation U ( équivalente à 4.5 ) n'est pas normalisée.
| Gaz inerte |
||||
| Désignation commerciale |
Composition chimique |
Norme EN ISO 14175 |
Ancienne couleur d'ogive |
Nouvelle couleur d'ogive |
|
[LIST=1] [*]MONOMIX I 1 [*]ARCAL 1 [*]ARGON HP |
100% Argon |
I 1 |  |
 |
|
[LIST=1] [*]HELIUM [*]HELIUM [*]HELIUM |
100% Hélium |
I 2 |  |
|
| Marque : 1. MESSER - 2. AIR LIQUIDE - 3. AIR PRODUCTS | ||||
4 - Les débits des gaz de soudage de protection envers
Les débits des gaz de protection envers utilisés sont fonction de la dimension du dispositif de protection employé et du volume de celui-ci.
La règle d'or est de maintenir le volume de protection inerte sans brassage de l'atmosphère gazeuse, ni création d'effet venturi (aspiration intempestive de l'air ambiant extérieur). L'utilisation de diffuseur en matière frittée est fortement recommandée.
De plus, le débit appliqué ne doit pas créer de surpression, à l'intérieur de la capacité, susceptible de refouler le bain de fusion.
Pour ce faire, prévoyez un trou de dégazage à l'opposé de l'orifice d'entrée du gaz. Le débit de la protection envers varie de 5 à 20 litres / minute pour les aciers non alliés, les aciers inoxydables, les aciers réfractaires, les bases nickel. Le débit peut être supérieur sur les dispositifs de protection des machines automatiques spéciales.
Prenez le soin de vérifier votre débit de protection en bout de tuyau d'amenée de gaz avec un rotamètre à bille ou à flotteur (par expérience, les indications des débitmètres sont souvent optimistes).
L'argon est plus lourd que l'air, il est donc préférable de faire pénétrer ce gaz d'inertage dans la partie la plus basse de la cavité à inerter et de prévoir un trou de dégazage et d'évacuation de l'air emprisonné dans la partie la plus haute.
A l'inverse, l'azote est plus léger que l'air.
Les règles de l'art de l'inertage
Toujours prévoir un facteur de balayage de gaz de 3 à 8 fois le volume de l'enveloppe à remplir.
Toujours introduire et insuffler un gaz léger (comme l'azote) par le haut de l'installation.
Toujours introduire et insuffler un gaz lourd (comme l'argon) par le bas de l'installation.
Toujours limiter les zones de fuite avec un ruban autocollant ou ruban adhésif (par exemple autour du joint en cours de soudage).
Toujours éviter le brassage des gaz par courant d’air en utilisant des diffuseurs en alliage fritté.
5 - Les coefficients de correction des débitmètres
Le dispositif de mesure du débit de gaz de protection appelé débitmètre doit être étalonné suivant le gaz utilisé (utiliser un débitmètre argon pour le gaz argon). Si vous êtes amené à utiliser un débitmètre argon avec un gaz de protection azote ou autre, sachez qu'il est nécessaire de réaliser une correction du débit affiché suite à la différence de densité et masse volumique des gaz (23° Celsius et 1,013 bar).
| Anhydride carbonique | masse volumique = 1,87 g / l |
| Argon | masse volumique = 1,65 g / l |
| Air | masse volumique = 1,21 g / l |
| Azote | masse volumique = 1,16 g / l |
| Hélium | masse volumique = 0,17 g / l |
| Hydrogène | masse volumique = 0,083 g / l |
Si vous utilisez un débitmètre Argon avec un gaz de protection Hélium, vous devez diviser le débit par 3,15 (Air Liquide annonce 3,17) pour obtenir le débit réel de gaz d'hélium.
Par exemple : 10 litres d'hélium correspond à un débit de 10 x 3,15 = 31,5 litres d'argon sur le débitmètre étalonné à l'argon.
| Type de débitmètre utilisé | Gaz utilisé | ||||
| Argon | Azote | Hélium | Oxygène | Hydrogène | |
| Air | 0.85 | 1.01 | 2.59 | 0.95 | 3.81 |
| Argon | 1.00 | 1.19 | 3.15 | 1.12 | 4.46 |
| Azote | 0.84 | 1.00 | 2.64 | 0.93 | 3.74 |
| Hydrogène | 0.22 | 0.27 | 0.71 | 0.25 | 1.00 |
| Oxygène | 0.90 | 1.97 | 2.83 | 1.00 | 3.99 |
Voici les coefficients pour les principaux mélanges de gaz avec un débitmètre étalonné en argon (valeurs données par Manu - membre du site) :
Argon + 20% Hélium coefficient de correction : 1,10
Argon + 50% Hélium coefficient de correction : 1,35
Argon + 70% Hélium coefficient de correction : 1,64
Argon + 8% CO2 ou Argon + 18% CO2 pas de correction significative.
La formule mathématique (formule donnée par Manu - membre du site) pour déterminer le coefficient de correction est :
Racine carrée du rapport densité du gaz d'étalonnage sur densité du gaz mesuré
6 - La formule de calcul de la capacité d'une bouteille de gaz
Il s'agit de multiplier le volume en eau de l'emballage (volume porté sur la bouteille) et de le multiplier par la pression de service.
On applique ensuite un coefficient correcteur K correspondant à chacun des gaz industriels soit :
V x P x K
exemple : pour une bouteille d'argon en bouteille industrielle
50 L x 200 bar x 1,039 = 10 390 litres ou 10,3 m3
100 L x 200 bar x 1,039 = 20 780 litres ou 20,7 m3
| FORMAT ET VOLUME DES BOUTEILLES DE GAZ INDUSTRIELS | ||||
| TYPE DE BOUTEILLE | B5 | B11 | B20 | B50 |
| Diamètre (en mm) | 150 | 180 | 200 | 230 |
| Hauteur (en mm) | 620 | 750 | 1250 | 1680 |
| Poids (en kg) | 7 | 10.4 | 35 | 75 |
| Contenance (en litre) | 5 | 11 | 20 | 50 |
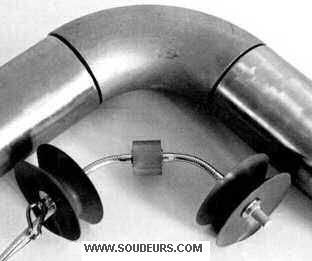
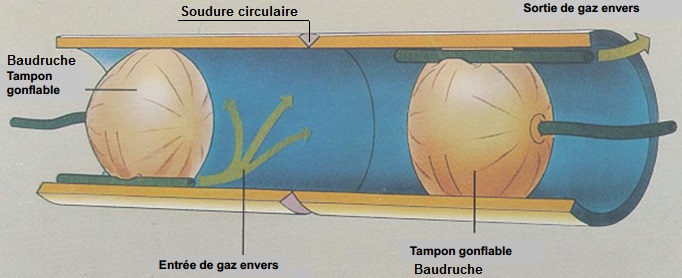
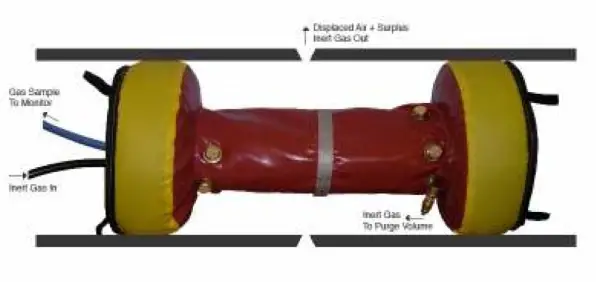
7 - Les matériels et dispositifs pour assurer la protection envers
Des sociétés spécialisées proposent des dispositifs adaptés pour vérifier la teneur d'oxygène et la qualité de l'inertage, assurer une protection gazeuse envers efficace et pour limiter les volumes à remplir ou à chambrer par obturation.
|
[*=left]Pompe et analyseur sophistiqué de gaz de protection [*=left]Souris constituée de flasque double lèvre en silicone [*=left]Latte envers avec diffuseur de gaz [*=left]Accessoire en métal fritté pour micro-diffuser le gaz de protection [*=left]Baudruche ou vessie gonflable d'obturation [*=left]Bouchons d'obturation [*=left]Papier ou film soluble type dissolvo ou argweld [*=left]Piège ou barrière cryogénique avec coussins à gaz carbonique CO2 TP |
 |
8 - Quel est le temps nécessaire pour l'inertage de ma capacité ?
Cette question est souvent posée par les visiteurs du site.
Nous allons prendre un exemple concret pour définir la formule de calcul :
Diamètre intérieur de la capacité : 500 mm
Hauteur ou longueur de la capacité : 2 mètres
Volume de la capacité (Pi x r2 x h) = 392,5 litres
Facteur de balayage de l'inertage : 3 x le volume de la capacité soit un total de 1 178 litres
Débit de gaz d'inertage : 2 boyaux d'argon de 20 litres par minute chacun soit 40 l / min
Temps de purge nécessaire : 1 178 litres / 40 litres = environ 30 minutes
Si vous doublez les débits d'argon, vous divisez par deux le temps d'inertage
Attention au brassage du gaz à l'intérieur de la capacité à inerter.
HFT® - Huntingdon Fusion Techniques, spécialiste de l'inertage depuis plus de 30 ans, en collaboration avec Bechtel ont défini que le volume de gaz inerte nécessaire pour obtenir un environnement inerte à 100ppm était de 8 fois son volume.
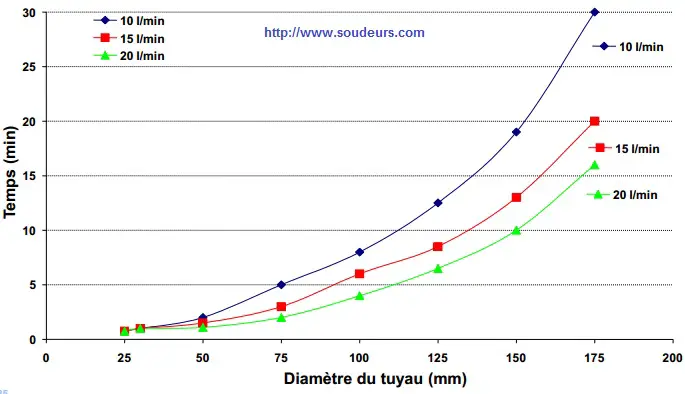
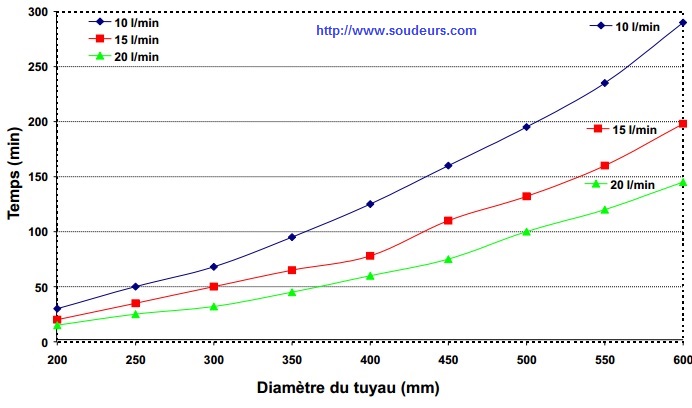
9 - Quel est le temps nécessaire pour l'inertage de ma tuyauterie selon le débit et diamètre?
10 - La sécurité avec les gaz de soudage
Les gaz inertes de soudage (Argon, Azote, Hélium) ne sont pas toxiques.
Toutefois, à concentration élevée, ils remplacent l'oxygène de l'air et ils n'entretiennent pas la vie (risque certain d'asphyxie).
Des précautions particulières et rigoureuses de sécurité doivent être prises avant de réaliser des opérations de soudage dans des enceintes ou lieux confinés. Le soudeur doit utiliser un détecteur de gaz dans les enceintes confinées pour assurer sa sécurité (risque d'anoxie si oxygène O2 < 17%).
Le soudeur utilisera une unité d'aspiration et de ventilation pour assurer l'aération du lieu de soudage (principalement si le local est confiné) Les risques d'asphyxie, d'intoxication, d'incendie et d'explosion sont très importants.
[*]Attention à l'accumulation de gaz Argon dans les parties basses
[*]Ne jamais travailler seul dans une enceinte à atmosphère confinée
[*]Ne jamais graisser les filetages des accessoires de fixation
[*]Ne jamais utiliser d'oxygène en remplacement d'air comprimé
11 - Quelques liens Internet utiles
12 - Vos commentaires et réactions
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
13 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Par: Dominique ADMIN