
Toutefois, il est important de savoir lire et comprendre les codifications et informations données dans le certificat officiel pour connaitre les domaines de validité de la qualification obtenue. Cet article est rédigé pour vous aider à appréhender les différents points importants.
1 - La qualification du personnel soudeur
Cette vérification pratique a pour but de reconnaître l'aptitude du soudeur à mettre en oeuvre des consignes précises, rédigées sur un descriptif de mode opératoire de soudage, comme la préparation des bords à souder, le choix des métaux d'apport et des gaz industriels de soudage, le réglage du poste à souder, les techniques de soudage à mettre en oeuvre, les précautions à respecter.
La qualification de soudeur est réalisée strictement et objectivement suivant les directives d'une norme européenne :
[*]La norme NF EN 287-1 Septembre 2011 pour le soudage par fusion des aciers
[*]La norme NF EN ISO 9606-2 Mai 2005 pour l'aluminium et ses alliages
[*]La norme NF EN ISO 9606-3 Juin 1999 pour les cuivres et ses alliages
[*]La norme NF EN ISO 9606-4 Juin 1999 pour les nickels et ses alliages
[*]La norme NF EN ISO 9606-5 Mai 2000 pour le titane et ses alliages , le zirconium et ses alliages
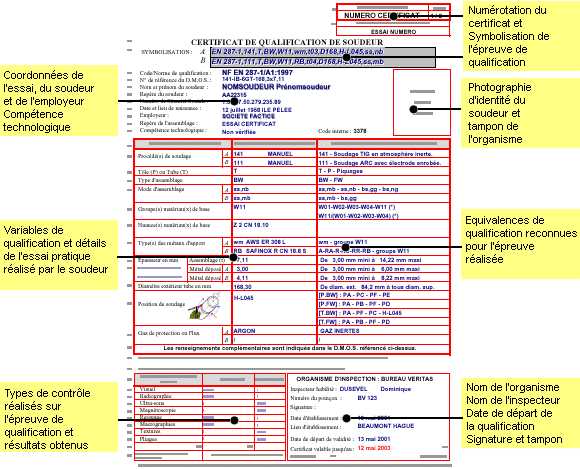
2 - Les informations disponibles sur le certificat de qualification
Lorsque vous lisez les informations imprimées sur un certificat de qualification de soudeur délivré par un organisme officiel indépendant, vous trouvez les indications suivantes nécessaires au coordonnateur soudage pour connaître le domaine d'équivalence de qualification d'un soudeur désigné :
[*]Symbolisation normalisée de l'essai de qualification.
[*]Nom, prénom, date et lieu de naissance, numéro INSEE du soudeur.
[*]Nom de l'employeur.
[*]Procédé(s) de soudage codifié(s).
[*]Type de pièce, type d'assemblage et mode d'assemblage codifiés.
[*]Diamètre et épaisseur de l'essai de qualification en millimètres.
[*]Position fondamentale de soudage codifiée.
[*]Type d'enrobage de l'électrode et type de gaz de protection.
[*]Désignation des métaux d'apport.
[*]Désignation du descr_iptif de mode opératoire de soudage préliminaire (DMOSP).
[*]Domaines d'équivalences de qualification.
[*]Date du soudage, date d'obtention et date d'établissement du certificat.
[*]Nom de l'organisme officiel et nom de l'inspecteur habilité.
[*]Signature et tampon de l'inspecteur habilité.
3 - Exemple de certificat de qualification de soudeur
4 - Symbolisation de l'essai pratique de qualification
La symbolisation normalisée permet de définir le type d'essai de qualification à partir d'une codification normalisée.
[*]La norme de référence (EN 287-1)
[*]Le procédé de soudage (111, 114, 121, 141, 142, 143, 145, 131, 135, 136, 138, 15, 311)
[*]Le type de pièce (P pour tôle ou T pour tube)
[*]Le type d'assemblage (BW pour bout à bout ou FW pour angle)
[*]Le groupe de matériau de base (1.1, 1.2, 1.3, 1.4, 2, 3, 4, 5, 6, 7, 8, 9.1, 9.2, 9.3, 10 et 11) pour les nuances aciers
[*]Le type de métal d'apport (wm, nm ou A, B, C, R, RB, RC, RR, S, M, V, W, X, Y, Z)
[*]L'épaisseur soudée t
[*]Le diamètre soudé D
[*]La position fondamentale de soudage (PA, PB, PC, PD, PE, PF, PG, H-L045, J-L045)
[*]Le mode d'assemblage (ss,mb , ss,nb , bs,gg , bs,ng)
Vous trouverez ci-dessous quelques exemples de symbolisation :
[*]EN 287-1,141,T,BW,11,S,t03,D168,H-L045,ss,nb
[*]EN 287-1,136,P,BW,1.1,S,t15,PA,bs
[*]EN 287-1,111,P,FW,10,B,t15,PD, ml
[*]EN 287-2,131,P,BW,22,S,t15,PF,ss,nb
5 - Symbolisation des procédés de soudage de qualification
Vous trouverez ci-dessous la codification des procédés de soudage suivant la NF EN 24063 (ISO 4063).
Les symbolisations utilisées pour caractériser chaque variable de qualification sont définies par les liens hypertextes ci-dessous :
| Symbolisation des procédés de soudage de qualification | |
| Variable / Lien | Définition du procédé de soudage |
| 111 | Soudage à l'arc électrique avec électrodes enrobées |
| 114 | Soudage à l'arc électrique avec fil électrode fourré sans gaz |
| 121 | Soudage à l'arc électrique sous flux solide en poudre avec fil plein électrode |
| 125 | Soudage à l'arc électrique sous flux solide en poudre avec fil fourré électrode |
| 131 | Soudage à l'arc sous protection de gaz inerte avec fil électrode fusible |
| 135 | Soudage à l'arc sous protection de gaz actif avec fil électrode fusible |
| 136 | Soudage MAG sous protection de gaz actif avec fil fourré électrode |
| 138 | Soudage MAG avec fil fourré poudre métallique |
| 141 | Soudage TIG avec métal d'apport |
| 142 | Soudage TIG autogène |
| 143 | Soudage TIG avec fil fourré ou baguette fourrée |
| 145 | Soudage TIG avec métal d'apport et gaz réducteur |
| 15 | Soudage à l'arc plasma |
| 311 | Soudage oxyacétylénique |
6 - Symbolisation des types d'assemblage de qualification
Les symbolisations utilisées pour caractériser chaque variable de qualification sont définies par les liens hypertextes ci-dessous. Vous trouverez ci-dessous la codification des types d'assemblage suivant la NF EN 288-3.
| Symbolisation des types d'assemblage | |
| Variable / Lien | Définition du type d'assemblage de soudage |
| P | Essai sur une tôle / Plate |
| T | Essai sur un tube / Pipe |
| BW | Essai sur un assemblage bout à bout / Butt Weld |
| FW | Essai sur un assemblage en angle / Fillet Weld |
| P-BW | Essai sur une tôle / Plate sur un assemblage bout à bout / Butt Weld |
| T-BW | Essai sur un tube / Pipe sur un assemblage bout à bout / Butt Weld |
| P-FW | Essai sur une tôle / Plate sur un assemblage en angle / Fillet Weld |
| T-FW | Essai sur un tube / Pipe sur un assemblage en angle / Fillet Weld |
| t | Épaisseur de matériau de l'assemblage de qualification |
| s1 | Épaisseur déposée de métal fondu pour le procédé de soudage 1 |
| s2 | Épaisseur déposée de métal fondu pour le procédé de soudage 2 |
7 - Symbolisation des modes d'assemblage de qualification
Les symbolisations utilisées pour caractériser chaque variable de qualification sont définies par les liens hypertextes ci-dessous. Vous trouverez ci-dessous la codification des modes d'assemblage suivant la NF EN 288-3.
| Symbolisation des modes d'assemblage | |
| Variable / Lien | Définition du mode d'assemblage de soudage |
| ss | Essai de soudage d'un seul côté ou single-side welding |
| bs | Essai de soudage des deux côtés ou welding for both sides |
| sl | Monocouche / Single layer - Uniquement pour assemblage angle FW |
| ml | Multicouche / Multi layer - Uniquement pour angle FW |
| nb | Soudage sans support envers ou welding without backing |
| mb | Soudage avec un support ou welding with backing material |
| ss, nb | Soudage d'un seul côté sans support envers avec pénétration |
| ss, mb | Soudage d'un seul côté avec support envers |
| bs | Soudage des deux côtés sans gougeage par meulage |
| bs | Soudage des deux côtés avec gougeage par meulage de la racine |
| lw | Soudage à gauche (pour oxya 311) |
| rw | Soudage à droite (pour oxya 311) |
8 - Symbolisation des groupes de matériaux de qualification
Les symbolisations utilisées pour caractériser chaque variable de qualification sont définies par les liens hypertextes ci-dessous.
La codification des groupes de matériaux pour les aciers est définie ci-dessous.
Le regroupement des matériaux est conforme à la norme CR ISO 15608. (confer tableau 2 du paragraphe 5.5.2 en page 10 de la norme).
| NOUVEAUX GROUPES DE MATÉRIAUX DE BASE | |||
| Groupe | Domaine de validité | Nuance | Ancien groupe |
| 1.1, 1.2, 1.4 | 1.1, 1.2, 1.4 | Aciers carbone Re < 460 | W01 |
| 1.3 | 1, 2, 3, 9.1, 11 | Aciers à résistance à la corrosion atmosphérique améliorée Re > 360 | W03 |
| 2 | 1, 2, 3, 9.1, 11 | Aciers à grains fins Re > 360 | W03 |
| 3 | 1, 2, 3, 9.1, 11 | Aciers trempés et revenus et aciers à durcissement structural | W03 |
| 4 | 1, 2, 3, 9.1, 4, 5, 6, 7, 11 | Aciers alliés au Cr-Mo-(Ni) à faible teneur en Vanadium | W02 |
| 5 | 1, 2, 3, 9.1, 4, 5, 6, 7, 11 | Aciers au Cr-Mo sans Vanadium avec C <= 0,35% | W02 |
| 6 | 1, 2, 3, 9.1, 4, 5, 6, 7, 11 | Aciers alliés au Cr-Mo-(Ni) à forte teneur en Vanadium | W02 |
| 7 | 1, 2, 3, 9.1, 4, 5, 6, 7, 11 | Aciers inoxydables ferritiques, martensitiques et à durcissement structural | W04 |
| 8 | 8, 9.2, 9.3, 10 | Aciers inoxydables austénitiques | W11 |
| 9.1 | 1, 2, 3, 9.1, 11 | Aciers alliés au nickel avec Ni <= 3,0% | |
| 9.2 + 9.3 | 9.2, 9.3, 1.1,1.2, 1.3 | Aciers alliés au nickel avec 3,0% < Ni <= 10,0% | |
| 10 | 8, 9.2, 9.3, 10 | Aciers austéno-ferritiques (Duplex) | W11 |
| 11 | 1.1, 1.2, 1.3, 1.4, 11 | Aciers non couverts par les groupes 1 à 10 et à 0,25% < C <= 0,5% |
9 - Symbolisation du type de métal d'apport de qualification
Les symbolisations utilisées pour caractériser chaque variable de qualification sont définies par les liens hypertextes ci-dessous :
| Symbolisation du type de métal d'apport | |
| Variable | Définition du type de métal d'apport |
| nm | Sans métal d'apport |
| A | Enrobage acide (électrode enrobée) |
| B | Enrobage basique (électrode enrobée et fil fourré) |
| C | Enrobage cellulosique (électrode enrobée) |
| R | Enrobage rutile (électrode enrobée et fil fourré) |
| RA | Enrobage rutilo-acide (électrode enrobée) |
| RB | Enrobage rutilo-basique (électrode enrobée) |
| RC | Enrobage rutilo-cellulosique (électrode enrobée) |
| RR | Enrobage rutile épais (électrode enrobée) |
| S | Fil plein - Solid rod |
| M | Fourrage à poudre métallique - Metal cored (fil fourré) |
| P | fourrage au rutile, laitier à solidification rapide (fil fourré) |
| V | fourrage au rutile ou basique fluoré (fil fourré) |
| W | fourrage basique fluoré, laitier à solidification lente (fil fourré) |
| Y | fourrage basique fluoré, laitier à solidification rapide (fil fourré) |
| Z | autres types de fourrage (fil fourré) |
 Une qualification avec métal d'apport qualifie le soudage sans métal d'apport mais pas l'inverse.
Une qualification avec métal d'apport qualifie le soudage sans métal d'apport mais pas l'inverse.Le domaine de validité des enrobages est comparable à l'ancienne norme.
[*]L'enrobage basique (B) qualifie B, A, R et les combinaisons RA, RB, RC, RR
[*]L'enrobage cellulosique (C) ne qualifie que C
[*]L'enrobage rutile (R) qualifie A, R et les combinaisons RA, RB, RC, RR
[*]L'enrobage acide (A) qualifie A, R et les combinaisons RA, RB, RC, RR
Une modification importante est à noter concernant la différenciation entre les fils fourrés à poudre métallique (M comme metal cored) et les fils fourrés avec laitier.
Le fil fourré type M (procédé 138) couvre le fil plein (procédé 135) et vice-versa.
Le fil fourré avec laitier type B couvre tous les fils fourrés avec laitier mais ne couvre pas Le fil fourré type M. (confer tableau 3 du paragraphe 5.6 en page 11 de la norme)
[*]Le fil fourré basique (B) qualifie B, R, P, V, W, Y, Z
[*]Le fil fourré rutile (R) qualifie R, P, V, W, Y, Z
[*]Le fil fourré à poudre métallique (M) qualifie M et S
Attention :
Les pliages sont requis sur les tôles et tubes bout à bout BW avec le procédé 138 avec fil fourré à poudre métallique type M (metal cored)10 - Symbolisation des positions fondamentales de soudage
Les symbolisations utilisées pour caractériser chaque variable de qualification sont définies par les liens hypertextes. Vous trouverez ci-dessous la codification des positions fondamentales de soudage suivant la EN ISO 6947.
| Symbolisation des positions de soudage | ||||
| Variable / Lien | Bout Tôle | Bout tube | Angle tôles | Angle tube |
| Position JL045 | Néant |  |
Néant | Néant |
| Position HL045 | Néant |  |
Néant | Néant |
| Position PA |  |
 |
 |
 |
| Position PB | Néant | Néant |  |
 |
| Position PC |  |
 |
 |
Néant |
| Position PD | Néant | Néant |  |
Néant |
| Position PE |  |
Néant |  |
Néant |
| Position PF |  |
 |
||
| Position PH |  |
 |
||
| Position PG |  |
 |
||
| Position PJ |  |
 |
||
11 - Exemple de symbolisation et domaine de validité de qualification
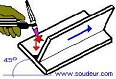
Un soudeur a réalisé avec succès un essai de qualification suivant la norme NF EN 287-1 A1 avec le procédé MAG semi auto sur tube Ø 168,3 x 8 mm en bout à bout avec pénétration en acier inoxydable austénitique en position tube incliné à 45° tube fixe en montante.
Les contrôles réalisés sur l'assemblage d'essai de qualification sont les suivants :
[*]Contrôle visuel interne et externe
[*]Contrôle dimensionnel (surépaisseur, excès de pénétration, caniveau, etc...)
[*]Contrôle radiographique à 100% de la soudure
[*]Réalisation de 2 pliages travers soudure ( 1 en face endroit et 1 en face envers)
La nouvelle symbolisation de l'essai de qualification est :
[*]EN 287-1,135,T,BW,8,S,t08,D168,H-L045,ss,nb
Le domaine d'équivalence de qualification est :
[*]Procédé 135 sur tube, tôle et piquage (T, P et piquages)
[*]Soudage en bout à bout et en angle (BW et FW)
[*]Soudage d'assemblage type ss, nb , ss, mb , bs
[*]Soudage d'aciers inoxydables et austéno-ferritiques
[*]Soudage de tous groupes de matériaux avec un métal d'apport inoxydable
[*]Soudage en toutes positions
[*]Soudage de pièces d'épaisseur comprise entre 3 mm mini à 16 mm maxi
[*]Soudage de tubes de diamètre extérieur supérieur à Ø 84mm
12 - Durée de validité d'un certificat de qualification
La durée de validité d'un certificat de qualification est de deux années à compter de la date d'obtention des résultats conformes de l'essai pratique.
Aucune interruption de travaux de soudage de plus de six mois ne doit intervenir dans le domaine de validité de la qualification.
Tous les six mois, le certificat doit être visé et reconduit par l'employeur ou le superviseur.
Deux soudures au minimum doivent être réalisées par le soudeur tous les six mois avec contrôle non destructif de compacité pour les bout à bout et contrôle destructif pour les soudures d'angle. Le soudeur ne doit pas avoir d'interruption d'activité dans les travaux de soudage de plus de six mois. Tous les deux ans, le certificat de qualification doit être reconduit par un organisme officiel de certification avec présentation d'un dossier de suivi de travaux de soudage du soudeur ou sur essai pratique.
13 - Les liens d'articles utiles
Nous vous invitons à télécharger l'excellent document récapitulatif des normes du soudage par fusion (en langue anglaise) de Monsieur Mathias LUNDIN du SWEDISH WELDING COMMISSION [*]Normalisation du soudage par fusion à l'arc
14 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

