
1 - Préambule
Cet article technique est créé suite aux différentes demandes de visiteurs sur le forum technique du site Soudeurs.com .
Cet article n'a pas la prétention de répondre à toutes vos attentes, toutefois son but est de vous apporter une aide efficace dans le choix des paramètres de soudage pour le procédé de soudage MAG / 135 / GMAW avec fil plein sur acier carbone - manganèse.
2 - Choix du diamètre de fil plein de soudage en MAG / 135
| Diamètre du fil en mm |
Gamme d'intensité applicable | Type de soudage préconisé |
| Ø 0,6 mm | 40 à 100 A | Restauration carrosserie automobile |
| Ø 0,8 mm | 60 à 180 A | Tôle et tuyauterie faible épaisseur |
| Ø 1,0 mm | 100 à 300 A | Toutes positions passe de pénétration |
| Ø 1,2 mm | 150 à 350 A | A partir de 8 mm d'épaisseur |
| Ø 1,6 mm | 200 à 700 A | A partir de 12 mm d'épaisseur |
| Choix du diamètre de fil-électrode selon l'épaisseur soudée | |||||||
| Épaisseur à souder |
Diamètre du fil électrode pour procédé MIG/MAG |
Diamètre du fil fourré électrode pour procédé MAG F.F. |
|||||
| Ø 0,6 mm (.024 pouce) |
Ø 0,8 mm (.030 pouce) |
Ø 1,0 mm (.035 pouce) |
Ø 1,2 mm (.045 pouce) |
Ø 0,8 mm (.030 pouce) |
Ø 1,0 mm (.035 pouce) |
Ø 1,2 mm (.045 pouce) |
|
| 0,6 mm | OUI | ||||||
| 0,8 mm | OUI | OUI | OUI | ||||
| 1,0 mm | OUI | OUI | OUI | OUI | |||
| 1,25 mm | OUI | OUI | OUI | OUI | OUI | ||
| 1,5 mm | OUI | OUI | OUI | OUI | OUI | ||
| 2,0 mm | OUI | OUI | OUI | OUI | OUI | OUI | |
| 3,0 mm | OUI | OUI | OUI | OUI | OUI | ||
| 4,0 mm | OUI | OUI | OUI | OUI | |||
| 5,0 mm | OUI | OUI | OUI | OUI | |||
| 6,0 mm | OUI | OUI | OUI | ||||
| 8,0 mm | OUI | OUI | OUI | ||||
| 10,0 mm | OUI | OUI | OUI | ||||
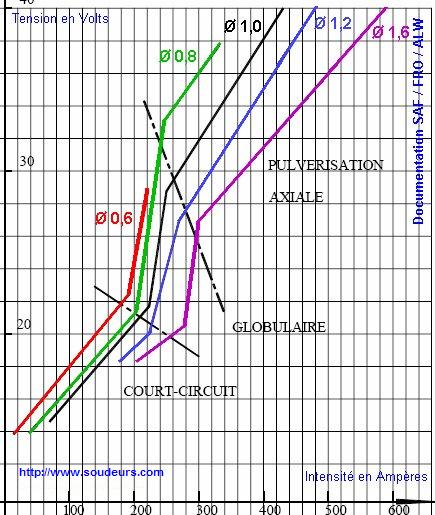
3 - Choix de la tension d'arc suivant le Ø du fil de soudage en MAG / 135
| Diamètre du fil en mm |
Type de transfert d'arc |
Valeur de tension en Volts |
| Ø 0,6 mm | Court circuit | 16 à 17 Volts |
| Ø 0,6 mm | Grosses gouttes | 17 à 21 Volts |
| Ø 0,6 mm | Pulvérisation axiale | 21 à 24 Volts |
| Ø 0,8 mm | Court circuit | 17 à 19 Volts |
| Ø 0,8 mm | Grosses gouttes | 19 à 23 Volts |
| Ø 0,8 mm | Pulvérisation axiale | 23 à 26 Volts |
| Ø 1,0 mm | Court circuit | 18 à 21 Volts |
| Ø 1,0 mm | Grosses gouttes | 21 à 26 Volts |
| Ø 1,0 mm | Pulvérisation axiale | 26 à 30 Volts |
| Ø 1,2 mm | Court circuit | 21 à 24 Volts |
| Ø 1,2 mm | Grosses gouttes | 24 à 29 Volts |
| Ø 1,2 mm | Pulvérisation axiale | 29 à 35 Volts |
| Ø 1,6 mm | Court circuit | 26 à 29 Volts |
| Ø 1,6 mm | Grosses gouttes | 29 à 34 Volts |
| Ø 1,6 mm | Pulvérisation axiale | 34 à 38 Volts |
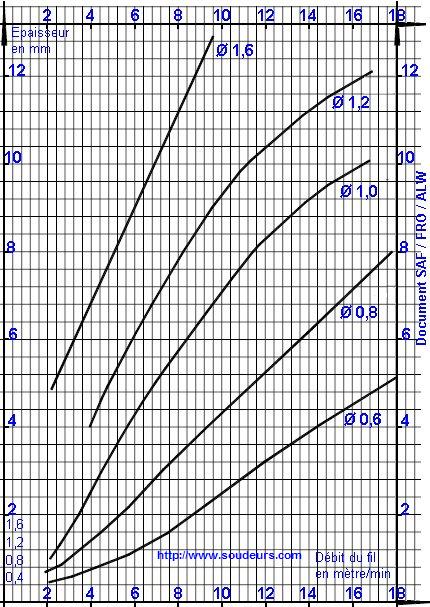
4 - Abaques de sélection du diamètre de fil, du débit, du transfert d'arc en MAG / 135
Cliquez sur les images pour les agrandir dans une nouvelle fenêtre.
5 - Choix du gaz de protection pour MAG / 135 / GMAW fil plein sur acier carbone
 Voir le tableau de sélection des gaz de soudage
Voir le tableau de sélection des gaz de soudage6 - Paramètres indicatifs pour MAG / 135 / GMAW fil plein sur acier carbone
| Paramètres de soudage MAG / 135 / GMAW sur acier carbone manganèse | |||||||
| Courant continu CC Polarité positive + Court-circuit Gaz binaire Argon + 20% CO2 Débit : 12 / 16 L/min |
 |
 |
 |
||||
| Épaisseur | Passe(s) | Ø fil mm | Vitesse fil mètre/min |
Intensité Ampères |
Tension Volts |
Vitesse d'avance cm/min |
Stick-out Fil libre mm |
| 0,6 mm | 1 | 0,6 | 2,5 / 3,5 | 40 / 45 | 14 / 15 | 25 / 40 | 6,5 / 12 |
| 0,6 mm | 1 | 0,8 | 2,0 / 2,8 | 50 / 55 | 16 / 17 | 35 / 45 | 6,5 / 12 |
| 0,9 mm | 1 | 0,8 | 3,0 / 3,4 | 55 / 60 | 16 / 17 | 35 / 50 | 6,5 / 12 |
| 1,5 mm | 1 | 0,8 | 4,0 / 4,5 | 80 / 100 | 18 / 19 | 30 / 45 | 6,5 / 12 |
| 2,0 mm | 1 | 0,8 | 5,0 / 6,0 | 100 / 120 | 18 / 20 | 30 / 45 | 6,5 / 12 |
| 2,5 mm | 1 | 0,8 | 6,0 / 7,0 | 115 / 130 | 19 / 20 | 30 / 45 | 6,5 / 12 |
| 3,0 mm | 1 | 0,8 | 7,0 / 8,0 | 125 / 135 | 19 / 20 | 30 / 45 | 6,5 / 12 |
| 3,0 mm | 1 | 1,0 | 3,0 / 4,0 | 140 / 150 | 18 / 20 | 35 / 45 | 6,5 / 12 |
7 - Conseils pratiques pour le MAG / 135 / GMAW fil plein en court-circuit
En soudage par court-circuit, la self ou inductance favorise la stabilité de l'arc et réduire les projections de gouttes de métal sur les abords des tôles à souder. L'inductance ou self est un dispositif réglable (applicable au régime d'arc par court-circuit) permettant de réguler le transfert du métal et de limiter les projections dues à la brusque montée de l'intensité de court-circuit. La self (ou inductance) est un dispositif du circuit électrique qui s'oppose à toutes variations du courant qui le parcourt. L'inductance ralentit le temps de montée de l'intensité de soudage à sa valeur de court-circuit. Une inductance faible donne un cordon étroit et bombé et une inductance forte un cordon large et plat. Il est recommandé de régler la self du poste à sa valeur maximum en transfert par court-circuit pour limiter les projections. Toutefois un excès de self peut provoquer des collages par la création d'un arc moins chaud. La polarité inverse (pôle + au fil) est toujours celle utilisée avec le MAG fil plein. Quand la tension de soudage augmente, le bain de fusion s'élargit et les projections diminuent. Le soudeur doit avoir une distance torche de soudage / pièce la plus constante possible afin d'éviter des variations importantes de l'intensité de soudage. Lorsque la distance de torche s'allonge, la variation de tension est faible mais l'intensité et la vitesse de fusion du fil diminuent fortement. Inversement, lorsque la distance diminue, la variation de tension est faible mais l'intensité et la vitesse de fusion du fil augmentent fortement.8 - Quelques liens Internet utiles
9 - Vos commentaires et réactions
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
