
1 - Introduction
Suite à un échange d'idées et d'expérience sur le forum relatif à la sélection d'un type d'assemblage de soudage, nous avons pensé utile de créer un article technique et photographique sur ce sujet particulier.
2 - Les différents types d'assemblages
Il existe 5 types généraux d'assemblages de soudage :
[*]Les assemblages bout à bout (BW)
[*]Les assemblages d'angle intérieur (FW)
[*]Les assemblages d'angle extérieur (FW)
[*]Les assemblages d'angle en Té (BW)
[*]Les assemblages par recouvrement à clin ou emboîtement (FW)
3 - Les assemblages bout à bout
Les assemblages bout à bout de bonne qualité constructive assurent la continuité des sections soudées, la transmission de sollicitations en traction et en compression et une bonne résistance aux efforts importants. Ils autorisent un contrôle non destructif aisé (radiographie, ressuage, ultrasons, magnétoscopie, courants de Foucault)
Il existe 3 types généraux d'assemblages de soudage bout à bout :
[*]Bout à bout sur bord relevé.
[*]Bout à bout sans préparation à bord jointif ou non jointif.
[*]Bout à bout chanfreiné.
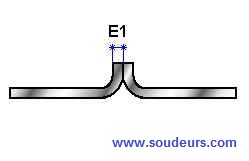
| Assemblage à bords relevés Ce type de préparation est principalement réservé aux faibles épaisseurs (de l'ordre de 0,5 à 2,0 mm) Cette préparation assure l'étanchéité du joint mais ne permet pas de garantir la transmission d'efforts importants. Le soudage est réalisé uniquement d'un seul côté |
 |
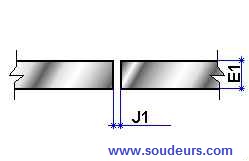
| Assemblage bout à bout sans préparation à bords droits Ce type de préparation est principalement réservé aux épaisseurs de l'ordre de 2 à 8 mm en général. Cette préparation permet de garantir la transmission d'efforts importants. Le soudage est réalisé d'un seul côté (ss, nb) ou des deux côtés (bs). L'écartement des tôles est fonction des épaisseurs à souder et du procédé de soudage utilisé. la maîtrise de la pénétration est facilitée en bord jointif sans jeu. |
 |
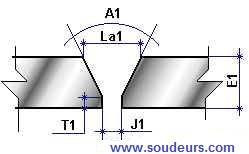
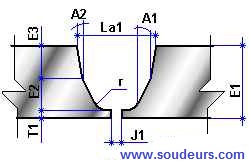
| Assemblage bout à bout chanfreiné en V Ce type de préparation est principalement réservé aux épaisseurs de l'ordre de 4 à 12 mm en général. Cette préparation permet de garantir la transmission d'efforts importants. Le soudage est réalisé d'un seul côté (ss, nb) ou des deux côtés avec reprise envers (bs). Les paramètres de préparation sont les suivants : - L'angle d'ouverture du chanfrein A1 (de 50° à 70°) - L'écartement ou jeu entre tôles J1 (de 0,5 à 4 mm) - La hauteur du méplat ou talon T1 (entre 0,5 et 6 mm) |
 |
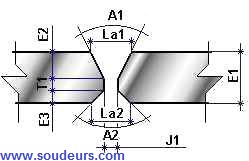
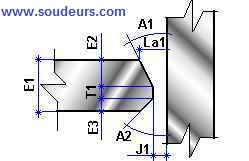
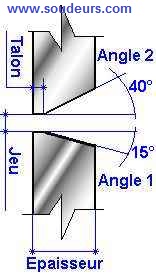
| Assemblage bout à bout chanfreiné en X Ce type de préparation est principalement réservé aux épaisseurs de l'ordre de 6 à 20 mm en général et uniquement si l'accès à la face interne est possible. Cette préparation permet de garantir la transmission d'efforts importants. Le soudage est réalisé des deux côtés (bs). Les chanfreins peuvent être symétriques ou dissymétriques. Avec cette préparation en X, la déformation est moindre qu'un chanfrein en Vé. Les paramètres de préparation sont les suivants : - L'angle d'ouverture des chanfreins A1/A2 (de 50° à 70°) - Les épaisseurs E2 et E3 - L'écartement ou jeu entre tôles J1 (de 0,5 à 4 mm) - La hauteur du méplat ou talon T1 (entre 0,5 et 6 mm) |
 |
| Assemblage bout à bout chanfreiné en U ou double U Ce type de préparation est principalement réservé aux épaisseurs de l'ordre de 10 à 50 mm en général. Cette préparation permet de limiter le volume à remplir et de garantir la transmission d'efforts importants. Le soudage est réalisé principalement d'un seul côté (ss, nb) pour le U et des deux côtés pour le double U. Les paramètres de préparation sont les suivants : - L'angle d'ouverture du chanfrein A1/A2 (de 20° à 30°) - Le rayon de raccordement r (de 2 à 8 mm) - L'écartement ou jeu entre tôles J1 (de 0 à 4 mm) - La hauteur du méplat ou talon. T1 (entre 0,75 et 4 mm) |
 |
4 - Les assemblages d'angles
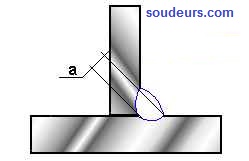
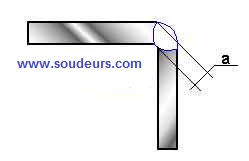
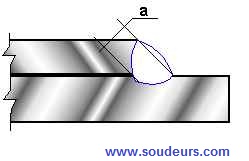
Les assemblages d'angles sont caractérisés par la section soudée ou gorge de soudure ou apothème a.
Il existe 4 types généraux d'assemblages d'angles :
[*]assemblages d'angle intérieur
[*]assemblages d'angle extérieur
[*]assemblage en Té
[*]Les assemblages par recouvrement à clin ou par emboîtement
| Assemblage d'angle intérieur Ce type d'assemblage ne nécessite pas de préparation particulière. Cette préparation assure l'étanchéité et la résistance du joint selon la section de la gorge de soudure mais ne permet pas de garantir la transmission d'efforts importants. Le soudage est réalisé d'un côté ou des deux côtés selon l'accès. Le contrôle non destructif de ce type d'assemblage est moins aisé que le bout à bout. |
 |
| Assemblage d'angle extérieur Ce type d'assemblage ne nécessite pas de préparation particulière. Cette préparation assure l'étanchéité et la résistance du joint selon la section de la gorge de soudure mais ne permet pas de garantir la transmission d'efforts importants. Le soudage est réalisé d'un seul côté ou des deux côtés selon l'accès. Le contrôle non destructif de ce type d'assemblage est moins aisé que le bout à bout. |
 |
| Assemblage en Té Ce type d'assemblage nécessite une préparation particulière en V, K ou demi U. Cette préparation assure la résistance du joint selon la section de la gorge de soudure et permet de garantir la transmission d'efforts importants si la section est reconstituée. Le soudage est réalisé d'un seul côté ou des deux côtés selon l'accès. Le contrôle non destructif de ce type d'assemblage est moins aisé que le bout à bout. |
 |
| Assemblage d'angle par recouvrement à clin Ce type d'assemblage ne nécessite pas de préparation particulière. Cette préparation assure l'étanchéité et la résistance du joint selon la section de la gorge de soudure mais ne permet pas de garantir la transmission d'efforts importants. Le soudage est réalisé uniquement d'un seul côté. Le contrôle non destructif de ce type d'assemblage est moins aisé que le bout à bout. |
 |
5 - Comment sélectionner un type de préparation
Le choix d'une préparation est dicté par des impératifs techniques. Toutefois, il n'y a pas de règles fixes dans la démarche sélective.
Les principaux facteurs de sélection sont :
[*]Type de nuance de matériau soudé
[*]Accessibilité du joint
[*]Épaisseur des matériaux
[*]Procédé de soudage
[*]Position de soudage
[*]Déformation
[*]Qualité constructive du joint
| La préparation du joint doit s'adapter au type de nuance de matériau soudé. La préparation du joint doit permettre l'accessibilité de la tête de soudage, du métal d'apport, des outils de meulage ou de fraisage. La préparation du joint est intimement liée aux épaisseurs soudées. La préparation doit pouvoir compenser la gravité du bain de fusion comme par exemple pour la position de soudage en corniche (voir croquis ci-contre à droite). La préparation du joint doit minimiser les déformations, les retraits et les contraintes tout en assurant une fusion et une pénétration correcte. La préparation de joint doit optimiser le volume de métal à déposer par conséquent minimiser le coût de fabrication. La préparation du joint doit assurer une qualité de soudage irréprochable et permettre un contrôle non destructif aisé de la soudure. |
 |
6 - Quelques liens Internet utiles
7 - Vos commentaires utiles sur cet article
Vous avez la possibilité, en qualité de visiteur et membre du site, d'apporter votre contribution, vos commentaires sur cet article technique en rédigeant un message dans le cadre ci-dessous. Votre message sera vu et lu uniquement par les lecteurs de cet article.
Veuillez respecter la ligne éditoriale de l'article technique en question. Ce partage de connaissances et de pratiques entre membres permet l'amélioration du contenu technique et sa compréhension.

