
1 - Introduction
Le suivi de joint de soudure avec un procédé de soudage automatique peut être automatisé et est assuré soit :
[*]par un palpeur avec contact direct mécanique, pneumatique ou électrique.
[*]à travers l'arc électrique (sans contact direct), par mesure de la tension ou du courant de soudage.
[*]par des capteurs optiques et une triangulation par rayons laser
[*]par une caméra infrarouge et une analyse thermique
2 - Définition du palpeur mécanique
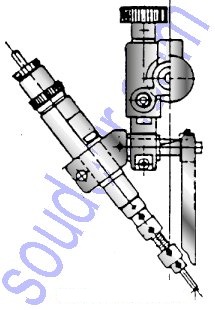
| Il permet à une torche de soudage de suivre une trajectoire parallèle au joint à souder en s'appuyant sur la pièce à l'aide d'une bille, d'un stylet ou d'une touche. Il se présente sous la forme d'une tige métallique ( doigt de contact ) dont l'extrémité prend appui sur le joint et glisse sur la ou les surface(s) à souder. Le contact est assuré par un ou deux points de palpage grâce à des galets ou roulettes. Les informations sont transmises par des micro-contacteurs et transformées en grandeurs électriques qui agissent sur les deux glissières croisées et motorisées et repositionnent la tête de soudage dans l'axe du joint. Ce mode de palpage est principalement utilisé pour le procédé automatique sous flux solide (ASF / SAW / 121). Il permet aussi de réguler la hauteur de la torche de soudage. La précision de palpage est de l'ordre du millimètre. Toute variation intempestive de la tête de soudage se visualise sur la forme du cordon de soudure. |
 |
3 - Critères et paramètres de choix et domaines d'utilisation
| PALPAGE HORIZONTAL (selon la documentation commerciale SAF / A.L.W.) | |||||
 |
 |
 |
 |
 |
 |
| PALPAGE MÉCANIQUE | |||||
| E > 5 | E > 5 | OUI | H > 5 | ||
| PALPAGE PNEUMATIQUE | |||||
| D > 3 | E > 3 | E > 3 | OUI | H > 5 | |
| PALPAGE ÉLECTRIQUE | |||||
| D > 1,5 | P > 2 | E > 1,5 | E > 1,5 | OUI | H > 2 |
| PALPAGE VERTICAL (selon la documentation commerciale SAF / ALW) | |||||
 |
 |
 |
 |
 |
 |
| PALPAGE MÉCANIQUE | |||||
| OUI | OUI | OUI | OUI | OUI | OUI |
| PALPAGE PNEUMATIQUE | |||||
| OUI | OUI | OUI | OUI | OUI | OUI |
| PALPAGE ÉLECTRIQUE | |||||
| OUI | OUI | OUI | OUI | OUI | OUI |
4 - Définition du suivi de joint à travers l'arc électrique
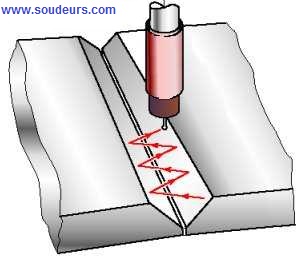
| Le suivi de joint à souder est réalisé à travers l'arc électrique, par asservissement électronique et mesure électrique des valeurs de tension pour les procédés de soudage qui utilisent des générateurs à caractéristiques horizontales et par mesure des courants de soudage pour les générateurs de soudage à caractéristiques plongeantes. L'intérêt de cette technique réside principalement dans le fait qu'aucun palpeur n'est utilisé dans la zone adjacente de la torche. Cette technique de guidage peut être appliquée à tous les procédés de soudage à l'arc sous protection gazeuse mais son domaine privilégié est le MIG / MAG / GMAW / 135 / 131. Ce suivi de joint convient au soudage bout à bout avec chanfrein, soudage d'angle et par recouvrement. Ce système ne convient pas lors du soudage de fines épaisseurs. |
 |
5 - Définition du suivi de joint par caméra laser
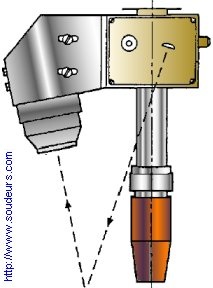
| Le suivi de joint de soudage est réalisé à travers des capteurs optiques, par triangulation de rayons laser, permettant de modifier en temps réel la trajectoire afin de maintenir la torche centrée sur le joint. C?est le système de guidage et de positionnement le plus sophistiqué et élaboré techniquement. Il y a reconnaissance de la forme qui fournit toutes les caractéristiques géométriques du joint. Le capteur laser est utilisé pour la mesure optique tridimensionnelle de la forme du joint. La mesure est généralement réalisée devant la torche de soudage soit par l'intermédiaire d'un rayon laser qui oscille perpendiculairement au joint à souder ou par deux émetteurs lasers. |
 |
6 - Exemple de suivi de joint envoyé par un lecteur
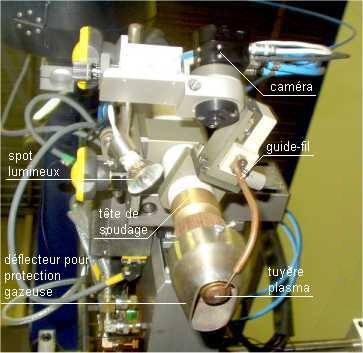
| La photographie ci-contre à droite (prise par le dessous) montre une tête de soudage PLASMA / TIG montée sur une potence pour le soudage en automatique. Cette tête de soudage est équipée d'une caméra pour la visualisation du suivi de joint. Un moniteur de contrôle affiche l'image du joint au poste de commande. Le moniteur de contrôle visualise la position de la tête par rapport au joint à souder. |
 |
7 - Quelques liens Internet utiles
8 - Vos commentaires utiles sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Votre message sera vu et lu uniquement par les lecteurs de cet article
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Veuillez respecter la ligne éditoriale de l'article technique en question.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

