1- Un problème technique lors de la protection gazeuse envers
Cette page est un complément technique de notre page web intitulée Comment réaliser la protection gazeuse à l'envers du joint des soudures ?
Il faut donc penser à utiliser un dispositif d'obturation qui une fois placé à l'intérieur de la capacité puisse être facilement éliminé après l'opération de soudage sans aucune intervention manuelle et sans préjudice pour le fonctionnement ultérieur du circuit de la tuyauterie. Ce type de réalisation de soudure est très délicat à entreprendre et demande beaucoup de sérieux et de dextérité de la part du personnel soudeur.
2 - Le film soluble pour l'inertage envers

Première solution : Lorsqu'il n'y a aucune dépression ou surpression excessive dans la tuyauterie, il est possible d'utiliser du papier soluble ou mieux encore du film plastique soluble en PVOH (alcool polyvinylique) pour assurer l'obturation de la capacité de part et d'autre du joint à souder. Ce film est placé de chaque côté du joint à au moins 100 mm si possible (pour limiter la chauffe du film et son éventuelle cristallisation qui risquerait de nuire à sa dissolution complète). La mise en place de ce film est plus ou moins aisée suivant le diamètre intérieur de la tuyauterie.
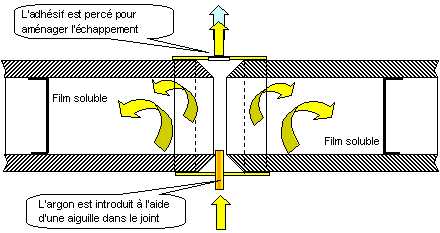
L'introduction du gaz d'inertage sera réalisé à l'aide d'une ou de plusieurs aiguilles inoxydables de diamètre 2 à 4 millimètres placées dans le jeu du joint.
Dans cette configuration, il sera nécessaire de laisser un trou pendant toute la durée du soudage de la première passe de pénétration afin d'assurer un renouvellement de l'inertage par injection de gaz inerte. Lors du bouclage de la première passe, la poche de gaz inerte d'argon emprisonnée dans la chambre assure la protection des autres passes de remplissage et de finition dans la mesure où l'étanchéité n'est pas mise à défaut. En cas de doute sur l'étanchéité de la chambre, le trou d'injection du gaz inerte n'est bouché qu'au dernier instant lors de la finition de la soudure.
Lorsque tous les contrôles non destructifs contractuels de la soudure sont achevés (visuel, ressuage, radiographie) et que tous les résultats sont conformes, le film plastique soluble est éliminé complètement par dissolution au lavage avec de l'eau chaude.
3- La barrière ou piège froid cryogénique pour l'inertage envers
Deuxième solution : Lorsqu'il y a une dépression ou une surpression importante dans la tuyauterie de diamètre interne inférieur à 90 mm (exceptionnellement 114 mm) , il est nécessaire d'utiliser une barrière ou piège cryogénique.
Cette barrière est constituée par un givrage interne de la tuyauterie de part et d'autre du joint à souder à l'aide d'un fluide cryogénique qui circule sur la paroi externe de la tuyauterie (Neige carbonique CO2 TP ou azote liquide) et qui permet de coller un bouchon de glace placé à l'intérieur de la tuyauterie de part et d'autre du joint à souder à environ 200 mm de celui-ci si possible (pour limiter la chauffe du glaçon et sa fonte possible).
Ce bloc de glace est maintenu à une température de congélation par circulation du fluide cryogénique sur la paroi externe de la tuyauterie. La qualité de l'étanchéité de cette barrière est principalement liée à la valeur de la dépression et/ou de surpression exercée dans la tuyauterie et à la qualité du givrage et du collage du bouchon de glace.
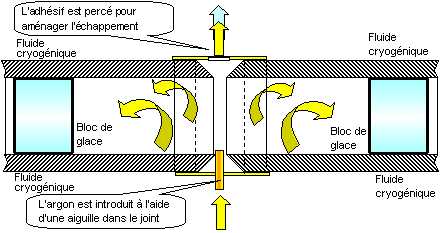
L'introduction du gaz d'inertage sera réalisé à l'aide d'une ou de plusieurs aiguilles inoxydables de diamètre 2 à 4 millimètres placées dans le jeu du joint.
Dans cette configuration, il sera nécessaire de laisser un trou pendant toute la durée du soudage de la première passe de pénétration afin d'assurer un renouvellement de l'inertage par injection de gaz inerte. Lors du bouclage de la première passe, la poche de gaz inerte d'argon emprisonnée dans la chambre assure la protection des autres passes de remplissage et de finition dans la mesure où l'étanchéité n'est pas mise à défaut. En cas de doute sur l'étanchéité de la chambre, le trou d'injection du gaz inerte n'est bouché qu'au dernier instant lors de la finition de la soudure.
En cas de réparation jusqu'à la racine de la soudure, suite à la présence d'un défaut rédhibitoire, il sera nécessaire de réinjecter du gaz dans la capacité à l'aide d'une aiguille
.

4 - Le mode opératoire de mise en place d'une barrière cryogénique
[*]Constitution des glaçons par congélation d'eau dans des manchettes de tube de diamètre interne identique à la tuyauterie à assembler. La longueur des glaçons est d'environ 1,5 fois le diamètre interne de la tuyauterie.
[*]Installation des coussins cryogéniques (Neige carbonique CO2 TP) ou de boites étanches pour l'azote liquide (- 196° C) de part et d'autre du joint à souder sur la paroi externe de la tuyauterie (à au moins 200 mm du joint à souder).
[*]Opération de givrage de la paroi interne de la tuyauterie par brumisation interne d'eau
[*]Mise en place des glaçons à l'intérieur de la tuyauterie qui se collent sur la paroi givrée
[*]Constitution de la barrière cryogénique par givrage complet du glaçon sur la paroi
[*]Balayage de la cavité par de l'azote pour assèchement de la chambre.
[*]Accostage des bords du joint à souder en respectant le jeu de soudage
[*]Mise en place du ruban de papier ou d'aluminium adhésif sur le joint
[*]Inertage de la chambre par injection de gaz Argon par une ou plusieurs aiguilles (veiller à limiter le débit dans chaque aiguille à 2 litres / minute maxi)
[*]Vérification de la qualité de l'inertage à l'aide d'un moniteur de purge ou d'un analyseur de gaz. La fusion d'un feuillard d'inox au droit de l'ouverture du joint est un moyen de contrôle approximatif de la qualité de la chambre d'inertage.
[*]Pointage du joint à souder avec contrôle de la qualité des points soudés
[*]Soudage du joint
[*]Réalisation des contrôles de la soudure (visuel, ressuage, radiographie....) si contractuels
[*]Dépose des dispositifs de congélation (coussins ou boites) après résultats conformes
5 - Quel est le temps nécessaire pour l'inertage de ma capacité ?
Cette question est souvent posée par les visiteurs du site.
Nous allons prendre un exemple concret pour définir la formule de calcul :
Diamètre intérieur de la capacité : 500 mm
Hauteur ou longueur de la capacité : 2 mètres
Volume de la capacité (Pi x r2 x h) = 392,5 litres
Facteur de balayage de l'inertage : 3 x le volume de la capacité soit un total de 1 178 litres
Débit de gaz d'inertage : 2 boyaux d'argon de 20 litres par minute chacun soit 40 l / min
Temps de purge nécessaire : 1 178 litres / 40 litres = environ 30 minutes
Si vous doublez les débits d'argon, vous divisez par deux le temps d'inertage
Attention au brassage du gaz à l'intérieur de la capacité à inerter.
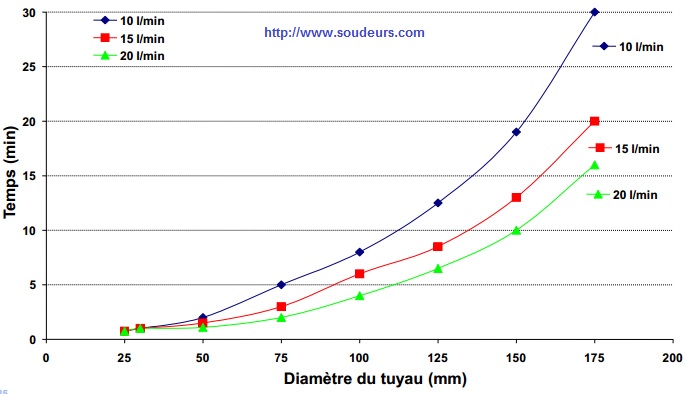
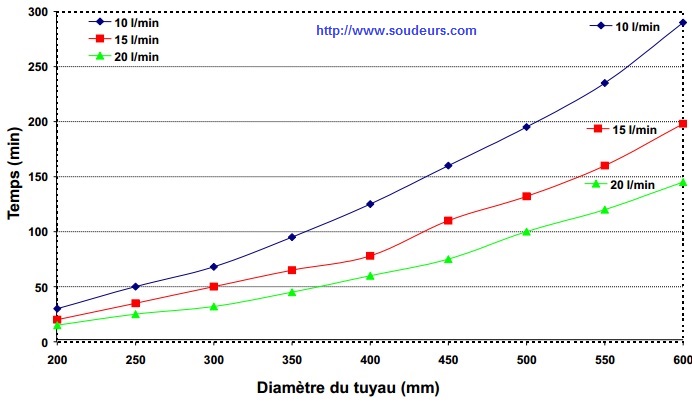
6 - Quel est le temps nécessaire pour l'inertage de ma tuyauterie selon le débit et diamètre?
7 - Quelques liens Internet utiles
8 - Vos commentaires et réactions
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
9 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal


