
L'opération consiste à déposer un métal d'apport par rechargement sur toute la surface des bords à assembler.
Cette technique est utilisée pour éviter la formation de phases fragiles.
Au refroidissement les contraintes de retrait du métal déposé des passes suivantes auront plus d'effet sur la passe de beurrage ductile que dans la zone affectée du métal de base.
Forme de revêtement en vertu duquel on dépose une couche plus au moins épaisse de métal d'apport sur les surfaces à souder dans le but d'obtenir du métal déposé dont les propriétés métallurgiques seront compatibles avec le reste de la soudure.
1 - Définition du beurrage
| Le beurrage est une technique de soudage applicable aux matériaux auto-trempants et aux fontes. Le beurrage est une opération essentielle à la réussite d'un assemblage hétérogène ou mixte d'un acier auto-trempant avec un acier inoxydable. Cette technique d'assemblage limite considérablement les risques de zone de transformation fragile (martensite) sur l'acier trempant. Cette technique est peu utilisée en raison de son prix de revient. |
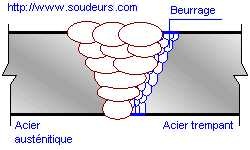 |
2 - Opération de beurrage
Cette technique s'applique sur tôle épaisse (e > 10 mm). L'opération de beurrage est réalisée après le chanfreinage des bords à souder. La technique de beurrage est réalisée par du personnel expérimenté et qualifié. Le beurrage consiste à déposer, sur les bords à souder de l'acier trempant, un métal d'apport de nature austénitique, austéno-ferritique ou ferro-nickel pour les fontes. Le choix métallurgique du métal d'apport sera vérifié avec le diagramme de Schaeffler. Le taux de dilution maximum sera déterminé par comparaison avec le diagramme de Schaeffler. L'épaisseur déposée du beurrage sera au moins égale à 3 mm et peut atteindre 10 mm.
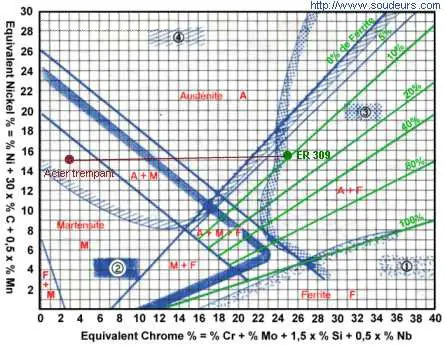
3 - Utilisation du diagramme de Schaeffler
| Avec l'utilisation d'un métal d'apport type 309 (Eq. Cr 25% et Eq. Ni 15%) pour assurer le beurrage, aucune structure de trempe ne se forme si le taux de dilution est inférieur à 45 % (représentation sur le diagramme ci-contre). L'utilisation d'une première couche en alliage Ni-Cr (Eq. Ni 75% et Eq. Cr 13%) permet d'augmenter ce taux de dilution à plus de 70% (Eq. Nickel hors du diagramme ci-contre). |
 |
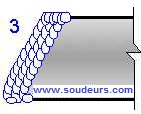
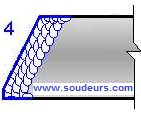
4 - Mise en oeuvre du beurrage
[*]Préchauffage de l'acier trempant et maintien du préchauffage pendant toute l'opération de beurrage
[*]Beurrage en trois couches minimum (exemple de choix de métal d'apport pour l'assemblage d'un acier trempant avec un acier inoxydable 304 L ou CrNi 18.10)
[*]Première couche métal d'apport type alliage Ni-Cr
[*]Deuxième couche métal d'apport type AISI 309 ou Cr Ni 24-12
[*]Troisième couche métal d'apport type AISI 308 L ou Cr Ni 20-10
[*]La dernière couche est hors dilution.
[*]Refroidissement lent du beurrage sous vermiculite ou calorifuge
[*]Traitement thermique de détensionnement de la zone beurrée si nécessaire afin de régénérer la zone de transformation martensitique (vérifier l'adéquation du T.T.H. avec le métal d'apport)
[*]Usinage du beurrage pour reconstituer le profil initial du chanfrein
 |
 |
 |
 |
5 - Soudage de l'assemblage après beurrage
Le soudage de l'acier trempant avec l'acier inoxydable 304 L ou CN 18.10 est réalisé sans préchauffage, avec une température entre passes inférieure ou égale à 150° C et un métal d'apport de type AISI 308 L ou CrNi20-10.
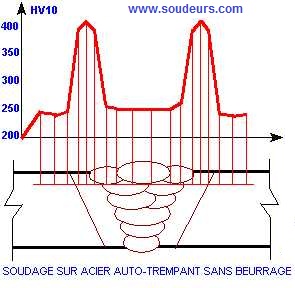
6 - Mesures de dureté sur un joint soudé
 |
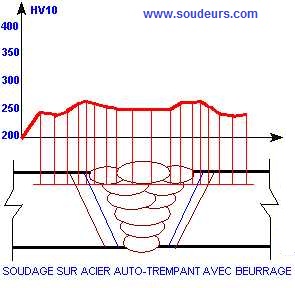 |
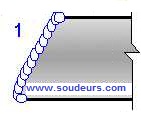
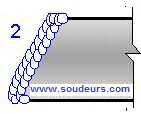
| Méthode d'assemblage à éviter car la structure est très fragile sous un effort de fatigue. | Méthode d'assemblage recommandée dans le cas d'une réparation. |
7 - Quelques liens Internet utiles
8 - Vos commentaires utiles sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Votre message sera vu et lu uniquement par les lecteurs de cet article
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Veuillez respecter la ligne éditoriale de l'article technique en question.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

