
69 réponses -
Accéder à la dernière réponse
#1


Ced_Fireblade En ligne le 29/10/2020 à 09:01 (25 messages sur soudeurs.com)
Sujet : Retour d'expérience Achat Lincoln Electric Speedtec 215 C
Bonjour à tous,
Celà fait quelques temps que je parcours le forum dans plusieurs sections à étudier les informations et les avis des uns et des autres et je vous remercie pour ce forum.
Je précise tout d'abord que je suis un amateur, un bricoleur averti, mais pas un professionnel !
Après plusieurs années à faire des réparations ou créations avec un poste MMA (portails, chassis porte-motos,etc ...) je voulais passer le cap et m'offrir un MIG/MAG semi auto.
J'ai lu moultes fois l'étude faite pour choisir un poste de ce type, les avis, les contre-avis, bref difficile de faire son choix.
Je voulais un poste capable de faire de la carrosserie, de souder du tube acier entre 1.5 et 2 mm et aussi de l'alu (c'est ce qui motive entre autres mon choix du passage au GMAW), et d'autres... tout en ayant un rendu meilleur que le MMA.
Je viens de commander un Lincoln Electric Speedtec 215C. Je vois d'ici la levée de boucliers : c'est un poste multiprocédés, avec ce montant j'aurais pu avec un poste MIG only mieux, etc... comme dit souvent Ricou26 "c'est toi qui paye donc c'est toi qui fait ton choix" ;) j'ai donc choisi celui ci :P . Je ne m'en servirai pas en TIG car déjà j'ai pas le niveau et en plus pour faire du TIG lift.... bof.
Idem pour la partie MMA, j'ai déjà un poste MMA qui me va bien et que je connais depuis 4 ans.. donc...
Je compte pas "dérouler des kilomètres de bobines" toutes les semaines (j'ai un métier à coté du bricolage) mais j'avoue que la notoriété de la marque, le mode synergique, le réglage possible un burn-back, pré et post gaz, etc.... m'ont convaincu par rapport à un GYS ou un modèle du genre.
Bref la commande est en cours chez Soudure.pro, j'espère la recevoir rapidement m'exercer avec et vous livrer mes premières impressions de néophyte...
@+

#2

Invité
Bonsoir Ced_Fireblade:)
tu dis ceci en dessous
avec ce montant j'aurais pu avec un poste MIG only mieux, etc... comme dit souvent Ricou26 "c'est toi qui paye donc c'est toi qui fait ton choix" ;) j'ai donc choisi celui ci :P .
Je ne m'en servirai pas en TIG car déjà j'ai pas le niveau et en plus pour faire du TIG lift.... bof.
Idem pour la partie MMA, j'ai déjà un poste MMA qui me va bien et que je connais depuis 4 ans.. donc...
je le trouve bien moi ton Lincoln :)
amicalement Ricou26:)
#3
Ced_Fireblade En ligne le 29/10/2020 à 09:01 (25 messages sur soudeurs.com)
Merci de me conforter dans mon choix !
J'espère que la bête va se montrer docile !
Ps : merci pour l'avatar ;)
#4


Nedned En ligne le 06/11/2020 à 09:43 (12 messages sur soudeurs.com)
Bonjour Ced_Fireblade,
J'ai aussi ce poste dans ma short list pour un investissement proche.
Peux-tu faire un rapide retour d'expérience avec ses plus et ses moins ?
Merci par avance,
:)
#5
Ced_Fireblade En ligne le 29/10/2020 à 09:01 (25 messages sur soudeurs.com)
Bonjour NedNed,
Désolé pour ma réponse tardive, en ce moment et depuis près de 2 mois c'est le rush au boulot, je n'ai pas eu énormement de temps pour jouer avec ma nouvelle acquisition.
Et tout et pour tout j'ai du l'utiliser 20 mins donc je ne pourrais être précis dans le + et les - mais voici mes premières impressions :
D'abord voici l'arrivée et le déballage .
Il a mis un peu de temps à arriver mais je n'étais pas à la minute.
Il n'y a qu'une chose à dire, c'est que ça fait un gros jouet !


Prévoir une bonne alimentation, de mon coté j'ai du tri à la maison et j'ai un 32A mono séparé que je dédie au poste quand je l'utilise.
J'ai pas mal potassé la documentation en ligne (il y a aussi un CD fourni avec)
Je précise que mon expérience MIG/MAG est quasi nulle, j'ai utilisé 1 fois un poste immense de la taille d'une commode chez un ferronnier pour réparer un ensemble sur une de mes motos, c'est lui qui s'est chargé des réglages et je n'ai que influé sur quelques paramètres.
D'ailleurs petite précision :
Le Speetec affiche l'avance du fil en mm/min, j'avais eu entre les mains un poste qui donnait une valeur en pouces/minutes...
Du coup c'est un peu déroutant au début.
Sinon les menus sont clairs et les icones explicites, la mise en route bien que longue pour un néophyte comme moi et assez simple et plutot logique : il n'y a pas de mauvaise surprise que ce soit pour installer la bobine, raccorder la torche, le mano, etc....
Même avec sa bouteille attachée il reste maniable.
Je vais juste prévoir une allonge au support bouteille pour pouvoir y installer mes 2 bouteilles Mison12 et Argon histoire de pouvoir basculer facilement de Mix à Argon et vice-versa...
Je ne sais pas si c'est une bonne idée :confused:
Pour l'instant je ne l'ai utilisé que pour de la soudure acier (j'ai aussi de l'argon pour un assemblage alu à venir), j'ai du faire en tout 35-40 cms de cordons pour assembler des tubes en 40x27x2.
Au début la manipulation de la torche (4 mètres j'ai pris) est un peu délicate mais après quelques minutes ça va tout seul. Idem pour modifier l'avance du fil c'est hyper simple, on tourne et ça réagit au poil.
Pour l'instant j'ai gardé une bonne partie du mode "synergique" pour que les réglages soient plutot automatiques. J'e n'ai pas modifié le burn-back ou les affinages du genre mais déjà en mode auto le rendu est très correct.
Et puis les erreurs sont surement dûes à ma faible expérience.
Ayant ressorti mon MMA pour reprendre une soudure qui commençait à donner des signes de faiblesse sur une grosse structure que j'avais construit il y a 4 ans, j'ai constaté que je me débrouillais mieux pour faire des cordons très propres avec mon MMA depuis que j'avais un peu manipulé la torche... ou alors c'est moi qui m'améliore :rolleyes:
J'aurais aimé avoir dans la porte d'accès à la bobine un petit tableau avec les grandes variables en fonction de l'épaisseur à souder, le matériau, etc comme j'avais vu sur d'autres postes mais il n'y en a pas (ou alors je ne l'ai pas trouvé !).
Sinon au niveau ergonomie, prise en main, manipulation que ce soit de la torche ou même de déplacer le poste c'est très facile (je travaille sur un sol béton, pas dans des graviers non plus)
Je vais bientôt commander des tubes aciers pour fabriquer un meuble d'entrée et de l'alu pour mes réhausses de remorque, je serai à même de vous fournir à tous un avis plus poussé après ça (en fin d'année je pense)
D'ici là si vous avez des questions sur ce modèle, n'hésitez pas ;)
#6
Nedned En ligne le 06/11/2020 à 09:43 (12 messages sur soudeurs.com)
Merci pour ce retour Ced_Fireblade.
#7

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
"tubes aciers pour fabriquer un meuble d'entrée et de l'alu pour mes réhausses" n'oubliez pas le gaz est différent, argon pur pour alu argon Co2 pour l'acier
#8
Oui c'est pour ça que j'ai écrit : "Je vais juste prévoir une allonge au support bouteille pour pouvoir y installer mes 2 bouteilles Mison12 et Argon histoire de pouvoir basculer facilement de Mix à Argon"
;);)
Ced_Fireblade En ligne le 29/10/2020 à 09:01 (25 messages sur soudeurs.com)
Envoyé par tungstene
"tubes aciers pour fabriquer un meuble d'entrée et de l'alu pour mes réhausses" n'oubliez pas le gaz est différent, argon pur pour alu argon Co2 pour l'acier
Oui c'est pour ça que j'ai écrit : "Je vais juste prévoir une allonge au support bouteille pour pouvoir y installer mes 2 bouteilles Mison12 et Argon histoire de pouvoir basculer facilement de Mix à Argon"
;);)
#9
thierry_79 En ligne le 05/05/2025 à 07:19 (40 messages sur soudeurs.com)
bonjour
Pour ma part je suis egalement depuis plusieurs mois a l'etude d'achat d'un poste Mig ... j'ai d'abord regardé le bon coin soit ils sont Enorme ( truc industrie) soit ils sont vieux ou pas en bon etat.
je regarde sur l'achat du "pret a souder" il me faut tout, je souhaite souder l'acier principalement , et de temps en temps l'alu et l'inox.
donc j'ai regadé les postes Mutiprocédes comme le Lincoln speedtec 200c , les Poste Saf Prestomig ,
là depuis peu je regarde le Wuithon MULTIMIG 215-LCD mais je trouve pas de test ou video sur le net, il a une garantie de 5 ans (interessant)
Le poste speedtec 200c m'a l'air pas mal .
par contre j'aurais aimer savoir la Difference entre le Speedtec 200c et le speedtec215c ? c'est le meme que le 200c sauf que le 215c prend des grosses bobine?
est ce qu'il y a d'autre chose ?
#10
Raidersj En ligne le 09/03/2021 à 19:32 (14 messages sur soudeurs.com)
Bonjour,
Oui d'après les différentes infos, le speedtec 215c accepte les bobines de 15kg et le 200c pas. Mais au niveau du reste cela devrait être le même...
Mais souder l'alu en TIG ne sera pas possible avec ce poste... En MIG pas de soucis! ;)
Bonne journée
#11
thierry_79 En ligne le 05/05/2025 à 07:19 (40 messages sur soudeurs.com)
Bonsoir
MErci Raidersj pour les infos!!! oui pour l'alu : car il ne fait pas AC/DC en tig
#12
Raidersj En ligne le 09/03/2021 à 19:32 (14 messages sur soudeurs.com)
Et en TIG malheureusement je ne le trouve pas terrible... L'arc est très stable mais il n'est pas possible de régler autre chose que le courant maximal. Et donc dès que l'on amorce l'arc, le courant max est là. Et pour finir le cordon il faut faire un quart de tour avec la torche pour arracher le cordon ... Car pas de contrôle sur celui-ci. En gros il faut prévoir une pièce martyre je pense car il y a rien de prévu pour l'évanouissement de l'arc ce qui empêche de protéger le bain de fusion à la fin du cordon...
#13
thierry_79 En ligne le 05/05/2025 à 07:19 (40 messages sur soudeurs.com)
Je vois Je vois
Merci
#14
Ced_Fireblade En ligne le 29/10/2020 à 09:01 (25 messages sur soudeurs.com)
Bonjour,
Désolé je n'ai pas trop de temps en ce moment mais comme le dit Raidersj, à part les bobines de 15kg il n'y a pas de grandes différence (si ce n'est que le 215 roule tout seul :) ). Pourtant quand j'ouvre le mien l'inversion de polarité est facile à faire et sous le cache il y a un gros condensateur pour le PFC ce qui n'est pas le cas du 200 que j'ai vu (ou j'ai mal regardé). Mais je pense qu'il doit y avoir plus que ça (peut etre au niveau des transformateurs) pour justifier les 24kg de différence sur la balance (à moins qu'il y ai un lingot de plomb planqué qqpart :P ). Ah si note importante le 215 est capable de maintenir Tension constante et courant constant (CV + CC) là ou le 200 n'est annoncé que pour du CV. Surement ce qui justifie un étage d'alimentation différent ;)
Enfin ça fait du TIG lift, beurk beurk beurk, personne sur ce forum ne veut de ça !!!! Je l'ai acheté pour faire du MIG only. Quand je serai grand peut être que j'investirai dans un TIG.
#15
Raidersj En ligne le 09/03/2021 à 19:32 (14 messages sur soudeurs.com)
Bonjour,
De fait j'avais oublié la partie cc et cv, car je ne sais pas à quoi ça correspond... Néanmoins je trouve que le poste fonctionne très bien pour le semi automatique ainsi que en MMA.
La partie TIG c'est vraiment dommage... Si quelqu'un a des améliorations pour le rendre plus facile je suis preneur! C'est déjà dû lift Tig...
Au plaisir, Raidersj
#16
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
Je ne connais qu'un fabricant qui fasse un MIG qui fait aussi du vrai TIG en cycle et avec la Hf , du MMA avec anti stick et arc force réglable , maintenant ce que ça vaut mystère et boule de gomme ( 700€ livré ) car c'est un poste pas cher en plus 3in1 Schweissgerat MIG MAG WIG TIG MMA E-Hand SYN MTS-2180 HF Schutzgas 230V | eBay
#17
Ced_Fireblade En ligne le 29/10/2020 à 09:01 (25 messages sur soudeurs.com)
:eek: Effectivement c'est impressionnant ! Avec 160A avec un facteur de charge à 65%, mode synergic pour le MIG, c'est pas mal. Je serai curieux de savoir ce qu'un pro en pense, car à ce prix là.......
#18
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
je suis un pro et je n'en pense rien LOL leur site est en Allemagne
#19
Ced_Fireblade En ligne le 29/10/2020 à 09:01 (25 messages sur soudeurs.com)
Nan mais je voulais dire à l'essai :p;).Un néophyte comme moi est incapable de sentir la différence entre un mauvais poste et un bon poste (c'est comme le mauvais chasseur et le bon chasseur :P )
#20
Bonsoir Tungstene:)
pour moi un vrai TIG ne se borne pas à
l’amorçage haute fréquence l'amorçage TIG LIFT c'est pas si mal
en plus dans certains endroits sensible la haute fréquence est interdite:)
d'ailleurs ce poste a aussi le TIG LIFT
en ce qui concerne le poste de ton lien au dessus
il est pas cher parce que c'est un multi procédé bas de gamme mais pour le TIG c'est que DC si il y avait en plus de l' AC le poste serait plus imposant en dimension et le prix serait aussi en rapport
cordialement Ricou26:)
Invité
Envoyé par tungstene
Je ne connais qu'un fabricant qui fasse un MIG qui fait aussi du vrai TIG en cycle et avec la Hf , du MMA avec anti stick et arc force réglable , maintenant ce que ça vaut mystère et boule de gomme ( 700€ livré ) car c'est un poste pas cher en plus 3in1 Schweissgerat MIG MAG WIG TIG MMA E-Hand SYN MTS-2180 HF Schutzgas 230V | eBay
Bonsoir Tungstene:)
pour moi un vrai TIG ne se borne pas à
l’amorçage haute fréquence l'amorçage TIG LIFT c'est pas si mal
en plus dans certains endroits sensible la haute fréquence est interdite:)
d'ailleurs ce poste a aussi le TIG LIFT
en ce qui concerne le poste de ton lien au dessus
il est pas cher parce que c'est un multi procédé bas de gamme mais pour le TIG c'est que DC si il y avait en plus de l' AC le poste serait plus imposant en dimension et le prix serait aussi en rapport
cordialement Ricou26:)
#21

Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Bonsoir,
Les appareils multi-procédés sont faits pour leurrer les amateurs. Qu'il s'agisse de postes de soudage, de machines à bois ou de fraiseuse/tour. Un professionnel est très souvent spécialisé dans un type d'ouvrage et n'a donc besoin que d'un ou deux équipements. Les combinés à bois n'ont pas d'intérêt pour un menuisier professionnel. Le passage d'un mode d'usinage à un autre doit se faire dans la foulée sans perte de temps. En soudage autrefois les soudeurs de mon entreprise m'avaient lâché catégoriquement que le MIG/MAG c'était réservé aux robots. Maintenant chacun met ses sous là où il veut.
yann
#22


locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonsoir,
Deux observations sur cette discussion :
- D'abord LCD vision c'est du chinois. C'est d'ailleurs une "marque" sous laquelle on trouve des postes identiques à ceux vendus par IMServices.
- Ensuite, amorçage "au gratté" ou "lift", appelez cela comme vous voulez, cela reste un amorçage avec contact de l'électrode avec le métal, donc source d'inclusions, point.
Je rejoins totalement Yann sur son avis sur les appareils multi-fonctions. Une simple raboteuse/dégauchisseuse d'amateur nécessite pour passer d'un mode à l'autre un temps qu'aucun professionnel ne peut envisager de perdre.
Cordialement.
#23
Bonsoir Locouarn:)
le contact avec le métal ne se fait pas de la même façon entre le mode LIFT ou le gratté
avec le gratté comme son nom l'indique tu amorces en grattant pour déclencher l'arc
là il y a un très gros risque d'inclusion en plus on abime l’électrode Tungstène
le LIFT a son utilité pour les raisons que j'ai indiqué plus en amont sur ce fil de discussion
à mon humble avis le Lift n'a pas été inventé pour rien
perso je ne l'utilise pas :)
on est aussi censé toucher un métal propre pas rouillé ou gras
la définition d'un poste multi procédé c'est plusieurs procédés :D
le 210 AC DC IMSERVICES est un poste de soudure multi procédé 2 en fait
MMA et TIG ;)
procédé 111 et procédé 141:)
amicalement Ricou26:)
Invité
Envoyé par locouarn
Bonsoir,
Deux observations sur cette discussion :
- D'abord LCD vision c'est du chinois. C'est d'ailleurs une "marque" sous laquelle on trouve des postes identiques à ceux vendus par IMServices.
- Ensuite, amorçage "au gratté" ou "lift", appelez cela comme vous voulez, cela reste un amorçage avec contact de l'électrode avec le métal, donc source d'inclusions, point.
Cordialement.
Bonsoir Locouarn:)
le contact avec le métal ne se fait pas de la même façon entre le mode LIFT ou le gratté
avec le gratté comme son nom l'indique tu amorces en grattant pour déclencher l'arc
là il y a un très gros risque d'inclusion en plus on abime l’électrode Tungstène
le LIFT a son utilité pour les raisons que j'ai indiqué plus en amont sur ce fil de discussion
à mon humble avis le Lift n'a pas été inventé pour rien
perso je ne l'utilise pas :)
on est aussi censé toucher un métal propre pas rouillé ou gras
la définition d'un poste multi procédé c'est plusieurs procédés :D
le 210 AC DC IMSERVICES est un poste de soudure multi procédé 2 en fait
MMA et TIG ;)
procédé 111 et procédé 141:)
amicalement Ricou26:)
#24
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
ce poste n'a pas que la HF il gère aussi les modes cycles en TIG, pré gaz et post gaz évanouissement sur le principe il est assez chiadé , l'arc force et l'antistick en MMA, et en MIG il a aussi la synergie sur acier, inox et alu la seule vraie question est la fiabilité à part cela il n'est pas vraiment un jouet il pèse tout de même 32kg ce bébé
#25
Bonjour Tungstène:)
je suis bien d'accord avec toi c'est un bien meilleurs TIG que les Lincoln Speedtec je ne comprends d'ailleurs pas que cette marque reconnue installe sur ses multi procédés une fonction TIG aussi bâclée :(
le prix sans doute :confused:
il est vrai aussi que pour l'alu le procédé MIG est suffisant donc rajouter le TIG AC ferait doublon:) je me suis un peu emballé sur ce coup là ;)
amicalement Ricou26:)
PS et je dois reconnaitre que pour les constructeurs de multi procédé Français c'est pareil gestion mini du mode TIG:(
sur ce coup la les Chinois nous donnes une leçon reste effectivement la question de la fiabilité
Invité
Envoyé par tungstene
ce poste n'a pas que la HF il gère aussi les modes cycles en TIG, pré gaz et post gaz évanouissement sur le principe il est assez chiadé , l'arc force et l'antistick en MMA, et en MIG il a aussi la synergie sur acier, inox et alu la seule vraie question est la fiabilité à part cela il n'est pas vraiment un jouet il pèse tout de même 32kg ce bébé
Bonjour Tungstène:)
je suis bien d'accord avec toi c'est un bien meilleurs TIG que les Lincoln Speedtec je ne comprends d'ailleurs pas que cette marque reconnue installe sur ses multi procédés une fonction TIG aussi bâclée :(
le prix sans doute :confused:
il est vrai aussi que pour l'alu le procédé MIG est suffisant donc rajouter le TIG AC ferait doublon:) je me suis un peu emballé sur ce coup là ;)
amicalement Ricou26:)
PS et je dois reconnaitre que pour les constructeurs de multi procédé Français c'est pareil gestion mini du mode TIG:(
sur ce coup la les Chinois nous donnes une leçon reste effectivement la question de la fiabilité
#26
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
A chaque fois que ce sujet des postes multi-procédés est abordé il faut rappeler (et pour moi c'est le point essentiel) que le générateur n'a pas la même caractéristique courant/tension en TIG/MMA et en MIG/MAG. Cela nécessite donc soit un surcoût important soit un fonctionnement bâtard dans un des modes. Ma première expérience avec un poste GYS fut un poste universel (il y a bien longtemps) il faisait le MIG et le MMA. Comme je me plaignais qu'en MMA je n'avais pas les performances escomptées, il me fut répondu et proposé de passer à un inverter MMA pour avoir satisfaction. Certes depuis beaucoup d'eau est passée sous les ponts mais la Physique est toujours la même.
Yann
#27
Invité
Bonjour à tous:)
oui Yann de l'eau a coulé sous les ponts depuis
on sait aujourd’hui par les retours d'expérience avec les inverters multi procédé
que certaines fonctions cohabites bien:)
par exemple pour les Mutipearls GYS ils fonctionnent bien en MIG MAG et MMA
par contre le TIG c'est pas encore ça:(
il manque beaucoup de fonctions pour ce mode : il manque la chaine complète de réglage d'un vrai poste TIG et aussi la HF
à comparer avec le poste de soudure sur le lien en dessous
qui possède toutes les fonctions d'un vrai TIG DC
il reste des progrès à faire chez nous:);)
3in1 Schweissgerat MIG MAG WIG TIG MMA E-Hand SYN MTS-2180 HF Schutzgas 230V | eBay
cependant le poste sur le lien au dessus est vraiment pas cher : aucun retour d'expérience pour le moment pour juger si toutes les fonctions de ce multi procédé sont corrects
à voir dans l'avenir .
Perso je ne suis pas pour les multi procédés
pour plusieurs raisons : si une panne intervient on ne peut plus travailler
et pour exécuter une simple soudure MMA à l’extérieur le poids de certains multi procédé est trop élevé il faut débrancher la torche euro enlever la bobine de fil voir la bouteille pour certains ( qui sont sur chariots )
pour que l'appareil soit transportable facilement
c'est pas pratique du tout
à mon avis ça destine ces postes à rester en atelier :)
amicalement Ricou26:)
#28
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
@ricou26 ; je te laisses avec tes certitudes au sujet des REX qui ne comportent aucune mesure, rien que du subjectif et en prenant en compte souvent qu'un ou deux postes.
C'est comme les appréciations de qualité du matériel en ne regardant que les fiches techniques publiées par les fabricants, cela ne pèse pas lourd à mes yeux.
Mais bon si ça suffit à certains !!!!!!!!!!!!!
Yann
#29
Invité
re:)
bien c'est déjà bien mieux qu'avec l'Universal que tu avais
mais certains fabricants continuent à faire encore la mème bêtise qu'avant un MIG MAG traditionnel faisant du MMA ( gamme de poste pour le Bricolage)
(le générateur n'a pas la même caractéristique courant/tension en TIG/MMA et en MIG/MAG) c'est plus que vrai ;) dans ce cas là .
On reconnait bien la un maitre en métrologie ;) (pour les mesures )
certes les retours sont peu nombreux ( ce que je déplore ) ils ne sont pas fait par de grands professionnels mais bon
tout le monde ne travaille pas non plus dans le nucléaire
on peut avoir un poste qui tient la route malgré tout
ça donne une idée quand mème non?
mon TIG AC DC ( il y a des retours avec ce poste de soudure TIG;) ) fonctionne aussi bien en MMA que mon PROGYS 200 EFV CELL
mais bon le poids du poste (24 kilos) et ce qu'il faut démonter pour souder en MMA en extérieur et pas de mallette de transport
m'a obligé à acheter le PROGYS par contre il ne me viendrait pas à l'idée de faire du TIG DC avec;)
les fiches techniques pour certaines elles sont bidons je le conçois :D
mais il n'existe rien d'autre avec les retours d'expérience :(
amicalement Ricou26:)
#30
Ced_Fireblade En ligne le 29/10/2020 à 09:01 (25 messages sur soudeurs.com)
Bonjour à tous et bonne année (il est encore temps ;))
J'ai trainé un peu avant de pouvoir réellement essayer mon poste car en lisant les préconisations constructeurs sur l'alimentation électrique j'ai préféré jouer la sécurité et amener une nouvelle ligne 32A complète dans mon atelier cablé en 3 x 4mm² afin d'éviter tout désagrément (dans mes études j'ai fait assez de montage électriques pour ne pas prendre ça à la légère).
En effet Linlcoln prévoit 27 A à la source en pic donc et pour pouvoir utiliser ce matériel correctement j'ai donc tiré une nouvelle ligne depuis mon compteur avec un disjoncteur à part.
Ceci étant fait, j'ai pu finir de préparer le poste.
Tout d'abord j'en ai chi... comme un ane pour insérer le tuyau de gaz du coté du mano de la bouteille, la tige laitonée étant énorme. Coté Speetec aucun souci, les colliers son serrés et hop !
Je vérifie ma polarité, je sors mes EPI et je m'équipe.
Avant d'attaquer je relis la documentation pour me familiariser avec les pictogrammes, même si je sais que je vais m'en servir en mode synergique.
Je relis aussi le précieux cours rédigé par Dominique sur le procédé de soudage 131, même si je ne comprends pas tout j'y trouve au fur et à mesure des relectures de précieuses informations.
J'ai déjà découpé une grande partie de la structure de mon projet qui se fait à base de tubes carrés 35x35x2.
Il me reste quelques chutes donc je vais m'entrainer dessus ! :)
Voici une photo du premier du tout préparé.
.jpg)
Les bords sont volontairement bruts de découpage
La bouteille est déjà ouverte et j'ai choisi un débit à 12l/min (j'ai longuement lu ce que je trouvais sur l'histoire du débit, je n'arrive plus a retrouver la relation entre le diamètre de la torche celui de la buse et le débit, une histoire de nombre de litre par mm :confused:, mais j'avais conclus que 12 dans mon cas c'était bien avec ma torche 250:rolleyes:)
J'avais coupé mon electrode pour avoir un SO d'environ 10mm
Ensuite je démarre le Speetec, l'interface est très simple, je choisis le diamètre du fil (0.8 dans mon cas) le type de Gaz (Mix1 dans mon cas car j'utilise du Mison12) et enfin c'est de l'acier donc "Fe"
Le premier essai est une catastrophe, bon je suis un néophyte mais il y a des limites quand même... :(

J'ai fait 2 essais mais de toutes façon rien qu'au bruit je sentais que qqchose n'allait pas. Il y avait de forte probabilité pour que ce qui n'aille pas c'était le gars qui tenait la torche, mais bon je décide de revoir les paramètres "synergiques" du poste histoire qu'on soit en synergie tous les deux.
Aussi je relis le cours, les abaques et je vois que le speedtec me règle par défaut du 2m/min de fil en WFS là où il m'aurait fallu presque 5m/min
De plus je vois que la pénétration sur cet essai 1 n'est pas terrible (je peux voir l'envers) et donc je diminue légèrement la tension afin d'augmenter la pénétration
Voici donc ce que donnent les essais 2 et 3, c'est un poil mieux et la pénétration est là, à l'envers je vois que le métal arrive presque de l'autre coté des 2mm d'acier

Enfin l'essai n°5 (je sais pas ce que j'ai fait de la photo du 4 :p)....

... j'ai du mal à aller bien droit. Je pousse ma torche mais je ne sais pas encore comment bien faire un cordon droit... surement avec plus de pratique.
Enfin voici la vue du panneau du Speedtec 215C
.jpg)
on peut régler facilement même en mode synergique l'avance du fil et jouer sur la tension à + ou - 2 volts.
Aussi il affiche le dernier paramétrage qu'il utilise automatiquesment (83A et 16.5V) une fois qu'on a relaché la gachette.
Je trouve que cette dernière est loin du bout de la torche et du coup pas facile à trouver.. mais c'est surement moi qui doit m'y habituer...
Enfin le truc bien c'est que quand on éteint le speedtec et qu'on le rallume il repart avec les derniers réglages qu'on a fait... plutot pratique si on fait une grosse pause. Et encore j'ai pas encore utilisé les mémoires disponibles.
voilà pour ce premier essai, la suite au prochain épisode ;)
#31
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
vous entraîner, chercher le bon réglage sur des bouts de ferraille équivalent , plutôt que tâtonner sur vos pièces cela ne vous est pas venu à l'idée ? Moi par exemple et je suis pro avec plus de 30 ans de métier, si je dois par exemple faire de la carrosserie, je me trimbale avec une vieille aile pour trouver le réglage aux petits oignons
#32
Bah c'est pas ce que je fais justement ?????
J'ai écrit :
C'est pas clair ?
Ced_Fireblade En ligne le 29/10/2020 à 09:01 (25 messages sur soudeurs.com)
Envoyé par tungstene
vous entraîner, chercher le bon réglage sur des bouts de ferraille équivalent , plutôt que tâtonner sur vos pièces cela ne vous est pas venu à l'idée ?
Bah c'est pas ce que je fais justement ?????
J'ai écrit :
Envoyé par Ced_Fireblade
J'ai déjà découpé une grande partie de la structure de mon projet qui se fait à base de tubes carrés 35x35x2.
Il me reste quelques chutes donc je vais m'entrainer dessus ! :)
C'est pas clair ?
#33
Ced_Fireblade En ligne le 29/10/2020 à 09:01 (25 messages sur soudeurs.com)
Je profite d'un petit moment pour partager une photo de ma vérification des soudures (vérif destructrice mais les essais c'est fait pour ça ;) )
J'ai mis à chaque fois les essais de soudage avec les différents "réglages" (entre guillemets car je suis en synergique).
Ca ne rend peut être pas bien mais le 1 et le 2 manquent de pénétration selon moi , le 4 j'avais fait une tentative multi passes mais pas concluant, le 5 avec l'abaissement de la tension de soudage affiche une bonne pénétration, peut être je pourrais descendre encore un peu....
A voir au prochain entrainement :rolleyes:
#34
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonjour,
Merci de continuer à alimenter ce sujet.
J'en profite pour passer le préfixe en "Retour d'expérience" :D.
Bon week-end.
#35
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
vous faites des cordons large au début étroit à la fin et inversement, sur de plus grandes longueurs vous devriez vous exercer pour acquérir de la régularité
#36
Ced_Fireblade En ligne le 29/10/2020 à 09:01 (25 messages sur soudeurs.com)
Aujourd'hui encore un peu d'entrainement.
Sur ce poste on entend bien le prégaz et donc ça facilite la concentration au soudage (pas de surprise)
J'ai fait des essais de cordons un peu plus longs comme le proposait tungstene :
En mode "tiré" à gauche et "poussé" à droite
J'ai plus de facilité avec le méthode poussée donc je vais la privilégier autant que possible (quand les conditions le permettent)
En le maniant bien le poste fourni dans ce mode un arc stable et les ajustements du mode synergique via les boutons rotatifs sont faciles même avec les gants de soudage. :)
Le week-end prochain je fait encore un peu d'entrainement puis je passe à la construction.
Pour l'instant je n'ai soudé que à plat, je m'entrainerais au moment opportun à souder à la verticale montante...
#37
mecanix En ligne le 27/06/2026 à 17:27 (2107 messages sur soudeurs.com)
bonsoir il y a quelque chose qui ne va pas ,j ai souvent fabriquer ce genre cadre si tu veux une finition lisse (meulage des excès de soudure) et afin avoir peu de meulage je pointais tout le cadre plusieurs points par jonction puis je contrôlais la forme en mesurant les diagonales (pour un carré ou un rectangle bien sur ) et creusais un sillon à la meuleuse à l endroit du cordon sans passer à travers et en soudant avec du jus comme dirait un habitué du forum il ne me restait que peu à meuler
avant de me faire assassiner je parle bien de ferronnerie portail grille ..., pas de construction métallique en ipe dans les règles
de plus au mag encore plus qu' a l’électrode il est impératif de blanchir les zones à souder (supprimer le gras et la calamine )
la je pense que tu as peu de pénétration ,met la sauce et quand tu passes à travers redescend un peu
#38
mecanix En ligne le 27/06/2026 à 17:27 (2107 messages sur soudeurs.com)
message supprimé j ai posté 2x
#39
Ced_Fireblade En ligne le 29/10/2020 à 09:01 (25 messages sur soudeurs.com)
Merci pour les infos,
Pour le cas particulier de cette construction, je ne cherche pas de finition lisse, au contraire. Pour un effet "atelier" je cherche un cordon légèrement sortant (là ils le sont trop !!) et plutot "brut". Ce sera un porte manteaux dans une entrée.
Mais je comprends le principe de meuler pour creuser un sillon dans le cordon ;) et je note dans un coin de ma tête la technique !
Effectivement je trouve que la pénétration est moyenne. Quand on parle de "mettre la sauce" c.a.d baisser la tension pour augmenter la pénétration où il faut que je joue sur un autre paramètre + probant ? :confused:
#40
mecanix En ligne le 27/06/2026 à 17:27 (2107 messages sur soudeurs.com)
tu montes la tension ça va augmenter la fusion du métal ,à plat il faut mettre du jus
si c'est pour l esthétique je ferais ça à l électrode enrobée le rendu fait plus rustique
quand tungtene dit de t’entrainer sur de plus grandes longueurs de cordons il parle de 200 à 300 mm
tu prends des bandes de tôle de la même épaisseur que ton tube et tu t' entraines à plat et en angle
si ta soudure fait le dos rond c'est que tu n avances pas assez vite et de fait ça manque de péné car le fil tape sur le cordon au lieu de taper sur le tube(c'est comme ça qu'on fait du collage)
tu peux faire un essai en indiquant une épaisseur de tôle supérieur à ton poste
il y a aussi le regard qui compte ,tu dois suivre ton bain de fusion tout le temps sinon ça part en c....
enfin c'est forgeant qu'on devient forgeron
#41
Ce qui m'embete dans le MMA c'est piqueter le laitier, vérifier que on soit bien passer partout et sinon reprendre et quand on reprend c'est souvent tellement "rustique" que c'est moche :D
C'est noté, merci pour les conseils.:) Je me dis aussi que je devrais peut être plutot diminuer la vitesse d'avance du fil (5m/min) pour avoir l'effet moins "bombé"....:confused:
L'avantage du Speedtec c'est que même en mode synergique je peux faire varier certains paramètres (voire à la volée) comme par exemple la tension : il prend la tension dynamique obtenue par le mode synergique et il y ajoute ou soustrait tout aussi dynamiquement la consigne donnée. Je peux donc garder le mode synergique et lui dire que à la variation de tension qu'il fait il doit toujours ajouter "x" Volts
Je me doute bien que je vais pas être correct ou même régulier en 2 heures... je persévère le week-end prochain ;)
Ced_Fireblade En ligne le 29/10/2020 à 09:01 (25 messages sur soudeurs.com)
Envoyé par mecanix
si c'est pour l esthétique je ferais ça à l électrode enrobée le rendu fait plus rustique
Ce qui m'embete dans le MMA c'est piqueter le laitier, vérifier que on soit bien passer partout et sinon reprendre et quand on reprend c'est souvent tellement "rustique" que c'est moche :D
Envoyé par mecanix
quand tungtene dit de t’entrainer sur de plus grandes longueurs de cordons il parle de 200 à 300 mm
tu prends des bandes de tôle de la même épaisseur que ton tube et tu t' entraines à plat et en angle
si ta soudure fait le dos rond c'est que tu n avances pas assez vite et de fait ça manque de péné car le fil tape sur le cordon au lieu de taper sur le tube(c'est comme ça qu'on fait du collage)
C'est noté, merci pour les conseils.:) Je me dis aussi que je devrais peut être plutot diminuer la vitesse d'avance du fil (5m/min) pour avoir l'effet moins "bombé"....:confused:
Envoyé par mecanix
tu peux faire un essai en indiquant une épaisseur de tôle supérieur à ton poste
L'avantage du Speedtec c'est que même en mode synergique je peux faire varier certains paramètres (voire à la volée) comme par exemple la tension : il prend la tension dynamique obtenue par le mode synergique et il y ajoute ou soustrait tout aussi dynamiquement la consigne donnée. Je peux donc garder le mode synergique et lui dire que à la variation de tension qu'il fait il doit toujours ajouter "x" Volts
Je me doute bien que je vais pas être correct ou même régulier en 2 heures... je persévère le week-end prochain ;)
#42
je ne sais pas si c'est un avantage de débuter un nouvel apprentissage avec une assistance ,si je devais t' initier à une technique dans le cas présent de soudage (mais il pourrait s'agir d autre chose ce serait pareil )
je te ferais faire les réglages toi même pour bien comprendre ce qui se passe ,tu devrais faire des essais sans la synergie en partant des dernières infos écran et varier ensuite les valeurs une par une sans que la synergie compense
sans comprendre pourquoi
bon courage
mecanix En ligne le 27/06/2026 à 17:27 (2107 messages sur soudeurs.com)
Envoyé par Ced_Fireblade
L'avantage du Speedtec c'est que même en mode synergique je peux faire varier certains paramètres (voire à la volée) comme par exemple la tension : il prend la tension dynamique obtenue par le mode synergique et il y ajoute ou soustrait tout aussi dynamiquement la consigne donnée. Je peux donc garder le mode synergique et lui dire que à la variation de tension qu'il fait il doit toujours ajouter "x" Volts
;)
je ne sais pas si c'est un avantage de débuter un nouvel apprentissage avec une assistance ,si je devais t' initier à une technique dans le cas présent de soudage (mais il pourrait s'agir d autre chose ce serait pareil )
je te ferais faire les réglages toi même pour bien comprendre ce qui se passe ,tu devrais faire des essais sans la synergie en partant des dernières infos écran et varier ensuite les valeurs une par une sans que la synergie compense
sans comprendre pourquoi
bon courage
#43

Bonsoir
En effet j'ai " formé " une personne a l'utilisation de son petit semi , et sans le mode synergique , cela devenait plus clair pour lui.
Le synergique c'est de l'assistanat;)
Concernant le TIG Lift il est utilisé en chantier sur certaines installations sensibles a la HF.
Il y a un essai d'un multiprocédé Fronius sur Youtube, cela n'a pas l'air trop mal.
Cordialement
yanng22 En ligne le 23/06/2020 à 07:33 (611 messages sur soudeurs.com)
Envoyé par mecanix
je ne sais pas si c'est un avantage de débuter un nouvel apprentissage avec une assistance ,si je devais t' initier à une technique dans le cas présent de soudage (mais il pourrait s'agir d autre chose ce serait pareil )
je te ferais faire les réglages toi même pour bien comprendre ce qui se passe ,tu devrais faire des essais sans la synergie en partant des dernières infos écran et varier ensuite les valeurs une par une sans que la synergie compense
sans comprendre pourquoi
bon courage
Bonsoir
En effet j'ai " formé " une personne a l'utilisation de son petit semi , et sans le mode synergique , cela devenait plus clair pour lui.
Le synergique c'est de l'assistanat;)
Concernant le TIG Lift il est utilisé en chantier sur certaines installations sensibles a la HF.
Il y a un essai d'un multiprocédé Fronius sur Youtube, cela n'a pas l'air trop mal.
Cordialement
#44
Je compte bien finir par ne plus utiliser autant faire se peut le mode synergique, mais pour l'instant je suis un jeune paddawan ;) Les valeurs d'intensité et de tension que je relève en fin d'essai son dans une fourchette tellement grande que pour l'instant j'aurais du mal à me dire "c'est ce réglage là qu'il me faut"
Je vais reprendre l'entrainement ce week-end sur de la tole de 2mm pour pouvoir souder : droit + régulier au niveau du cordon + avec bonne pénétration déjà avec le mode synergique et après j'enleverai les aides.... Je me rappelle qd j'ai passé le permis au début j'ai pas eu toutes les commandes en même temps à gérer, mon instructeur en gérait une partie: là c'est un peu pareil... ;)
Ced_Fireblade En ligne le 29/10/2020 à 09:01 (25 messages sur soudeurs.com)
Envoyé par mecanix
je ne sais pas si c'est un avantage de débuter un nouvel apprentissage avec une assistance ,si je devais t' initier à une technique dans le cas présent de soudage (mais il pourrait s'agir d autre chose ce serait pareil )
je te ferais faire les réglages toi même pour bien comprendre ce qui se passe ,tu devrais faire des essais sans la synergie en partant des dernières infos écran et varier ensuite les valeurs une par une sans que la synergie compense
sans comprendre pourquoi
bon courage
Je compte bien finir par ne plus utiliser autant faire se peut le mode synergique, mais pour l'instant je suis un jeune paddawan ;) Les valeurs d'intensité et de tension que je relève en fin d'essai son dans une fourchette tellement grande que pour l'instant j'aurais du mal à me dire "c'est ce réglage là qu'il me faut"
Je vais reprendre l'entrainement ce week-end sur de la tole de 2mm pour pouvoir souder : droit + régulier au niveau du cordon + avec bonne pénétration déjà avec le mode synergique et après j'enleverai les aides.... Je me rappelle qd j'ai passé le permis au début j'ai pas eu toutes les commandes en même temps à gérer, mon instructeur en gérait une partie: là c'est un peu pareil... ;)
#45
mecanix En ligne le 27/06/2026 à 17:27 (2107 messages sur soudeurs.com)
quand j ai passé le permis moto et bien personne ne passait les vitesses à ma place,1er en bas et roule ma poule
#46

Si vous parlez là des valeurs affichées par le poste en fin de soudage, elles sont de peu d'utilité.
Pendant le soudage ces valeurs fluctuent beaucoup, principalement en fonction des variations du stick-out.
Le stick-out est la distance entre le tube contact et le sommet de l'arc.
Et si vous n'êtes pas un robot vous allez forcément le faire varier.
Pour avoir une idée moyenne de vos paramètres en cours de soudage, il vous faut l'aide d'un observateur extérieur ou filmer la façade du poste en cours de soudage.
Concernant l'utilisation de la synergie, je vous conseille de continuer son emploi.
C'est une aide précieuse, et passer en mode manuel ne vous apprendra rien de plus.
Dans le cas de votre synergie, la tension est asservie au fil. Si vous augmentez la vitesse de fil (et donc l'intensité), la tension va augmenter automatiquement en fonction d'une programmation usine.
Pour affiner votre réglage vous pourrez augmenter ou diminuer la tension autour de cette vitesse de fil choisie.
Tout cela je pense que vous l'avez bien compris.
Concernant l'impact de ces réglages en synergie, il suffit de retenir ceci :
Plus de tension = moins de pénétration. Avec plus de tension le cône d'arc va s'agrandir et sera donc moins pénétrant.
Si vous étiez en mode manuel il serait plus pratique de retenir :
Plus de fil = plus de pénétration. Avec plus de fil (et donc aussi plus d'intensité puisqu'ils sont couplés) la trace de l'arc sur la pièce sera réduite, et donc plus concentrée, et donc plus pénétrante.
Donc pour vos réglages sur tôle fine il faudra plutôt un excès de tension dans votre équilibre vitesse de fil/tension pour ne pas percer.
Votre fil de 0,8 mm est parfait pour vos applications de 2 à 5 mm.
En carrosserie il vaudrait mieux passer à du 0,6 mm.
Cordialement,
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour Cédric,
Bravo pour ces REX très bien commentés et instructifs.
Félicitations pour ce générateur qui m'a l'air très accessible à un débutant, d'après cette vidéo.
Les valeurs d'intensité et de tension que je relève en fin d'essai sont dans une fourchette tellement grande que pour l'instant j'aurais du mal à me dire "c'est ce réglage là qu'il me faut"
Si vous parlez là des valeurs affichées par le poste en fin de soudage, elles sont de peu d'utilité.
Pendant le soudage ces valeurs fluctuent beaucoup, principalement en fonction des variations du stick-out.
Le stick-out est la distance entre le tube contact et le sommet de l'arc.
Et si vous n'êtes pas un robot vous allez forcément le faire varier.
Pour avoir une idée moyenne de vos paramètres en cours de soudage, il vous faut l'aide d'un observateur extérieur ou filmer la façade du poste en cours de soudage.
Concernant l'utilisation de la synergie, je vous conseille de continuer son emploi.
C'est une aide précieuse, et passer en mode manuel ne vous apprendra rien de plus.
Dans le cas de votre synergie, la tension est asservie au fil. Si vous augmentez la vitesse de fil (et donc l'intensité), la tension va augmenter automatiquement en fonction d'une programmation usine.
Pour affiner votre réglage vous pourrez augmenter ou diminuer la tension autour de cette vitesse de fil choisie.
Tout cela je pense que vous l'avez bien compris.
Concernant l'impact de ces réglages en synergie, il suffit de retenir ceci :
Plus de tension = moins de pénétration. Avec plus de tension le cône d'arc va s'agrandir et sera donc moins pénétrant.
Si vous étiez en mode manuel il serait plus pratique de retenir :
Plus de fil = plus de pénétration. Avec plus de fil (et donc aussi plus d'intensité puisqu'ils sont couplés) la trace de l'arc sur la pièce sera réduite, et donc plus concentrée, et donc plus pénétrante.
Donc pour vos réglages sur tôle fine il faudra plutôt un excès de tension dans votre équilibre vitesse de fil/tension pour ne pas percer.
Votre fil de 0,8 mm est parfait pour vos applications de 2 à 5 mm.
En carrosserie il vaudrait mieux passer à du 0,6 mm.
Cordialement,
#47
mecanix En ligne le 27/06/2026 à 17:27 (2107 messages sur soudeurs.com)
Dans le cas de votre synergie, la tension est asservie au fil. Si vous augmentez la vitesse de fil (et donc l'intensité), la tension va augmenter automatiquement en fonction d'une programmation usine.
Concernant l'impact de ces réglages en synergie, il suffit de retenir ceci :
Plus de tension = moins de pénétration. Avec plus de tension l'arc va s'élargir et sera moins pénétrant.
c "est bien ce que je disais tous les paramètres interagissent :"la tension est asservie au fil" puis "si vous augmentez la vitesse de fil (et donc l intensité;ça c'est physique)la tension va augmenter"
donc si je résume plus de U et plus de I = plus de puissance donc la zone de soudage va monter plus en température et il y aura une meilleure fusion
sur un poste non synergique qui plus est à commutateur tu choisis ta plage de tension en fonction de la position et mode de soudure requis et tu ajustes ta vitesse de fil par quelques essais et au besoin la tension
en plus la synergie compense en fonction du stick-out ce qui n aide pas à rester régulier car on a moins de repère
cordialement
mecanix
#48

dany 62 En ligne le 01/01/2026 à 12:38 (960 messages sur soudeurs.com)
Bonjour,voila comment je procède pour mes réglages
D'abord il y à une procédure ,je règle l’ampérage selon la DMOS ,je repasse en mètre minute ,et ensuite ,je règle la tension.
Toujours selon la DMOS et ensuite je fais un essais,par habitude cela prend quelques secondes.
Pour le pulsé c'est différent ,je travail toujours en synergie est seulement à ce moment là!
Et quand il n'y a pas de DMOS ,alors je fait ce que je veux ,au" feeling"
La plupart du temps ,je soude en rotation ,il vaut mieux travailler en mètre minute.
Prenez ,n'importe quel poste au mig les indications ce font en mètre minute qu'il soit sophistiqué ou non.
cordialement.
http://www.soudeurs.com/membres/dany-62/blog.html
#49
Ced_Fireblade En ligne le 29/10/2020 à 09:01 (25 messages sur soudeurs.com)
Merci à tous pour vos réponses !
J'avais bien compris que quand je baissais la tension j'augmentais la pénétration.
Les explications de Dominique de ce forum sur le procédé de soudage MAG / GMAW sont vite devenues une référence pour moi et c'est écrit clairement que si on diminue  la tension de soudage on augmente la pénétration
la tension de soudage on augmente la pénétration .
.
Je vais surement légèrement augmenter ma vitesse de fil aussi (5m/min aujourd'hui).
D'ailleurs en "poussant" j'ai moins de pénétrations car je dépose sur une pièce froide
En synergique je peux agir facilement sur la vitesse du fil et aussi sur la tension de -2V à +2V par rapport à la consigne...
Je n'aurais j'amais un bureau d'étude qui va me donner un DMOS pour fabriquer mon porte manteaux ou les rehausses de ma remorque.
Mais je serai curieux un jour d'y avoir accès et de pouvoir l'appliquer en condition réelles.
J'ai acheté en sortant du boulot aujourd'hui 2 plat de 30x2mm de 1 m de long.
Je vais m'entrainer dessus.
Bien sur je suppose que je n'aurais pas la même dissipation thermique que mes tubes 35x35x2 et donc + de risques d'affaissement et de déformation mais pour l'heure je vais faire des cordons plus long 200-250mm pour être régulier comme dit par tungstene & mecanix, et reprndre les infos de SF².
L'avantage c'est que je vais pouvoir controler la pénétration sur toute la longueure en regardant l'envers.
Aussi je vais augmenter ma vitesse d'avance pour éviter que mon cordon fasse trop le dos rond, tout en étant régulier sur la hauteur de buse et par perdre mon bain de fusion de vue....
La suite au prochaine essai en photos ;)
Ps : moi aussi pour le permis moto c'était pareil et j'ai commencé par celui là.
Mais on m'a pas dit non plus "aller on va commencer par le lent avec un passager de 150kg" :P
#50
Ced_Fireblade En ligne le 29/10/2020 à 09:01 (25 messages sur soudeurs.com)
Bonjour à tous,
voilà les essais du matin. toujours en mode synergique en -1.5V et j'ai légèrement augmenté ma vitesse de fil (5.5m / mins).
voici un bout de la première série :

Et voici l'envers de la soudure

J'ai toujours un peu la bloblotte, ca vient pas du Speedtec qui est doux comme un agneau, et je me fais de plus en plus à la commande mais ce qu'il y a sur les longs cordons c'est que je perd la direction dans laquelle je dois aller :( Pourtant j'ai diminuer le niveau de shading et j'ai mieux éclairé ma zone de travail mais il y arrive toujours un moment au bout de 7-8cms ou je perds la trace malgré le fait que je pousse ma torche... Ou alors il faut que je fasse l'inverse, j'augmente mon shading de cagoule et je mets un éclairage de ouf sur la zone à travailler comment ça mes yeux sont moins "agressés" et trouvent mieux la direction :confused:
Voici le 2 eme essai en changeant légèrement les réglages et en réduisant le stick out et le gardant autour de 1cm (pas facile)

Et voilà l'envers de cette même soudure :
.jpg)
Je me demande pas si c'est pas "too much" comme pénétration là :D
Autre question que je me pose : A quelle moment sait on qu'il faut changer son tube de contact ? Le mien est nickel et je nettoie buse et tube à chaque fin de travail (ainsi que tout mon poste) mais je ne sais pas à quel moment il faudra le changer ce tube (voir la buse peut être un jour) :confused::confused:
#51
mecanix En ligne le 27/06/2026 à 17:27 (2107 messages sur soudeurs.com)
la tu as décider de laisser un espace entre tes deux tôles à cette épaisseur tu devrais avoir un cordon envers tout du long
ce n est pas le plus facile pour débuter ni indispensable en serrurerie
,un tube contact ça dure longtemps tant qu il n est pas maltraité(fusion du fil dans le tube par exemple)
la buse pareil
#52
Ced_Fireblade En ligne le 29/10/2020 à 09:01 (25 messages sur soudeurs.com)
OK donc c'est plutot le 2eme essai qui est l'objectif à atteindre . Merci :)
J'ai volontairement laissé 1 gros mm entre les 2 plaques parce que dans la vraie vie on tombe pas toujours sur des ajustements au micron. Et je me dis que ça peut toujours arriver d'avoir à combler légèrement...
#53
mecanix En ligne le 27/06/2026 à 17:27 (2107 messages sur soudeurs.com)
perso je fais toutes mes coupes à la fraise scie donc je suis pile poil ,pas de jour c'est aussi pour ça que je met un coup de meule après pointage
effectivement en serrurerie la pleine pénétration n 'est pas requise
si tu laisses ça brut de soudage il te faut faire des cordons plus régulier ;tu peux essayer en tirant ça ne va pas modifier la solidité de l assemblage et tu pourras mieux juger de l apparence du cordon(on est dans un projet de déco pas un châssis de kart)
#54
Respectez la synergie et la tension usine de "0", ce réglage est celui qui convient presque toujours (- 1,5 V c'est énorme).
Vos cordons seront ainsi mieux mouillés, et n'auront pas cet aspect trop bombé.
D'autre part, au delà de vos réglages, votre problème principal provient de votre régularité d'avance, donc de votre geste.
Car vous mettez la charrue avant les boeufs : Commencer par un bout à bout, à plat, en pleine pénétration est un objectif inatteignable pour un débutant.
Une pénétration, à ce stade de votre apprentissage, et compte tenu de vos applications futures, devrait être le moindre de vos soucis.
Il vaut mieux suivre une progression logique dans la difficulté : du plus facile au plus difficile.
Les tôles sont plus faciles que les tubes.
Les angles sont plus faciles que les bout à bout.
Une soudure de chaque coté est plus facile qu'une soudure d'un seul côté en pleine pénétration
Pour les positions de soudage on commence par la soudure à plat, puis en descendant, puis en corniche, puis en montant, enfin au plafond.
Respectez plutôt cet ordre d'apprentissage type de la formation professionnelle en soudage.
Contrairement au soudage MMA, le MAG possède un arc nu très éblouissant, il vaut mieux souvent obscurcir son verre inactinique.
Pour votre bout à bout, le jour entre les pièces est plus utile pour visualiser le joint que pour obtenir une pleine pénétration.
Cordialement,
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour,
voilà les essais du matin. toujours en mode synergique en -1.5V et j'ai légèrement augmenté ma vitesse de fil (5.5m / mins).
Respectez la synergie et la tension usine de "0", ce réglage est celui qui convient presque toujours (- 1,5 V c'est énorme).
Vos cordons seront ainsi mieux mouillés, et n'auront pas cet aspect trop bombé.
D'autre part, au delà de vos réglages, votre problème principal provient de votre régularité d'avance, donc de votre geste.
Car vous mettez la charrue avant les boeufs : Commencer par un bout à bout, à plat, en pleine pénétration est un objectif inatteignable pour un débutant.
Une pénétration, à ce stade de votre apprentissage, et compte tenu de vos applications futures, devrait être le moindre de vos soucis.
Il vaut mieux suivre une progression logique dans la difficulté : du plus facile au plus difficile.
Les tôles sont plus faciles que les tubes.
Les angles sont plus faciles que les bout à bout.
Une soudure de chaque coté est plus facile qu'une soudure d'un seul côté en pleine pénétration
Pour les positions de soudage on commence par la soudure à plat, puis en descendant, puis en corniche, puis en montant, enfin au plafond.
Respectez plutôt cet ordre d'apprentissage type de la formation professionnelle en soudage.
il arrive toujours un moment au bout de 7-8cms ou je perds la trace malgré le fait que je pousse ma torche... Ou alors il faut que je fasse l'inverse, j'augmente mon shading de cagoule et je mets un éclairage de ouf sur la zone à travailler comment ça mes yeux sont moins "agressés" et trouvent mieux la direction
Contrairement au soudage MMA, le MAG possède un arc nu très éblouissant, il vaut mieux souvent obscurcir son verre inactinique.
Pour votre bout à bout, le jour entre les pièces est plus utile pour visualiser le joint que pour obtenir une pleine pénétration.
Cordialement,
#55
Ced_Fireblade En ligne le 29/10/2020 à 09:01 (25 messages sur soudeurs.com)
Je file racheter du plat de 2mm et de 4mm (car le 2 à tendance à se déformer sur les longs tracés) ;)
#56
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour,
La tôle de 4 mm se déformera aussi,
Utilisez vos bout à bout pour réaliser des assemblages d'angle, après un petit redressage au maillet ou au marteau ou à l'étau.
Optimisez la consommation de tôle en choisissant des assemblages économiques :
Afficher la pièce jointe .
Réalisez ces assemblages entièrement avant de débuter le soudage,
Vous ne serez pas gêné par les déformations, si les pièces sont solidement pointées.
Cordialement,
#57
mecanix En ligne le 27/06/2026 à 17:27 (2107 messages sur soudeurs.com)
salut
pour essayer de t aider j ai equipé mon 200 MP en 0.8 Ar CO2 18% et j ai testé le mode synergie qui jusque la ça ne m avais pas convaincu, il faut dire que ce poste ne me sert qu' en carrosserie
il n a fallu un sacré moment pour comprendre pourquoi j avais trop de pénétration ma fin de cordon était quasi plate
finalement j ai rétabli la situation en passant le stick out de 5 à 7 ,j aurais peut être du lire la notice!
#58
mecanix En ligne le 27/06/2026 à 17:27 (2107 messages sur soudeurs.com)



1 er essai trop de pénétration cordon plat à la fin
#59
mecanix En ligne le 27/06/2026 à 17:27 (2107 messages sur soudeurs.com)



je n aurais jamais cru que le réglage de stick out aurait autant de conséquence
#60
mecanix En ligne le 27/06/2026 à 17:27 (2107 messages sur soudeurs.com)
souder sur des petits morceaux c est moyen aussi car la pièce monte vite en température pendant de cordon
je reconnais que c est loin d être parfait ça fait un bail que je n ai pas soudé si fin
#61
mecanix En ligne le 27/06/2026 à 17:27 (2107 messages sur soudeurs.com)
alors ça avance ces soudures!
#62
Ced_Fireblade En ligne le 29/10/2020 à 09:01 (25 messages sur soudeurs.com)
Merci Mecanix pour ton aide ! On se sent soutenu !! :):)
J'ai été calme sur le forum car grosse charge au niveau boulot mais j'ai avancé et terminé mon projet.
En fait, chose que je n'avais pas compris sur le mode synergique du Speedtec (et ce n'est pas très clair dans la doc que pourtant j'ai lu 5 ou 6 fois) c'est que en synergique on peut faire varier la vitesse du fil (en m/min) OU la l'épaisseur de la plaque à souder (en mm) OU le courant de soudage. Et que quand on choisi d'influer manuellement sur l'un, les 2 autres paramètres s'adaptent. Du coup moi qui jouait avec la vitesse du fil, ça changeait l'épaisseur et le courant sans que je le vois :(
Je suis donc passé en mode "je choisis mon épaisseur à soudé" et là j'ai réussi à faire bcp mieux !
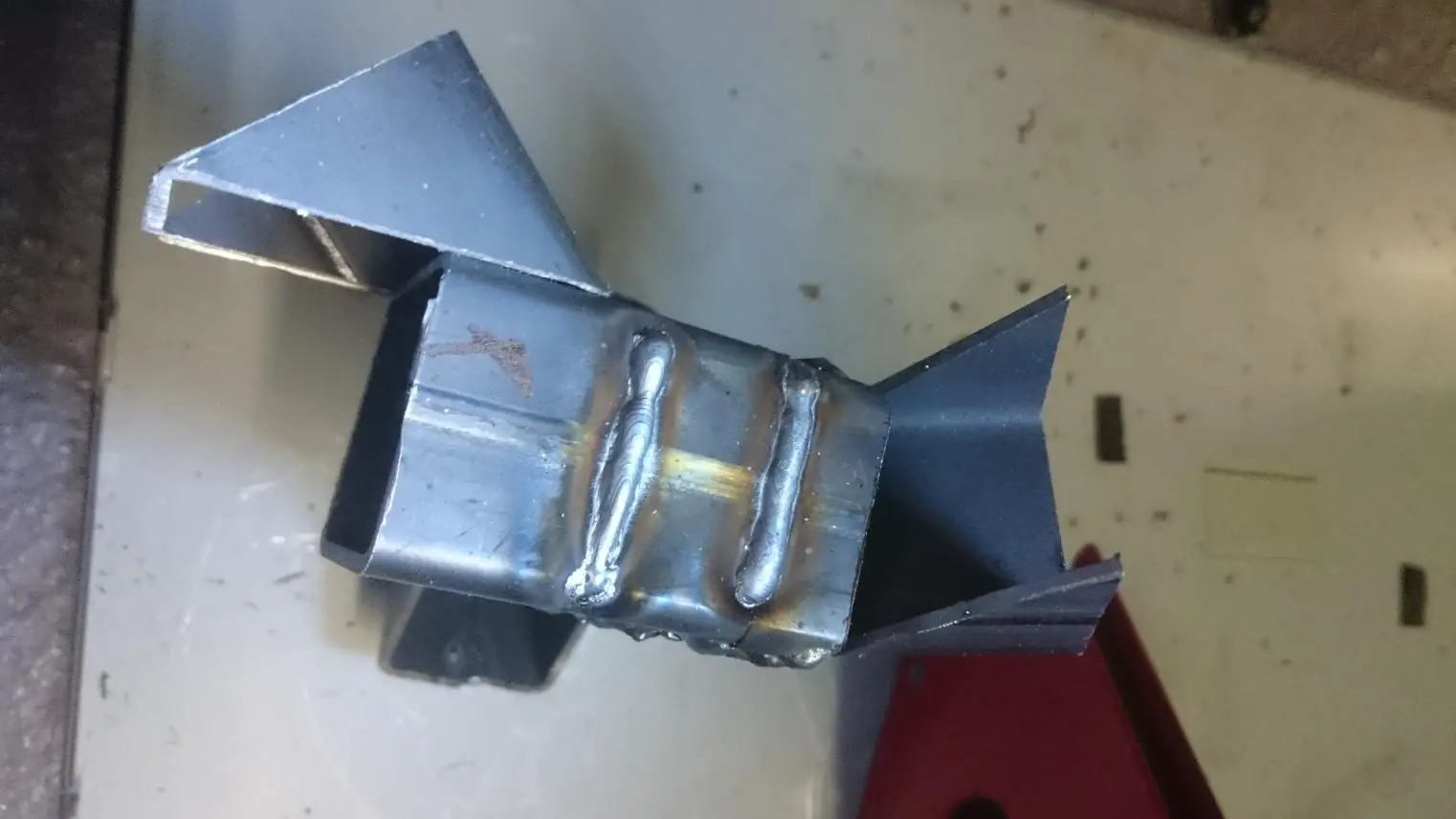
Comme proposé par savoir faire, j'ai commencé par faire les montages du CQPM

C'est loin d'être parfait, mais c'est un bon début... Et puis j'en ai fait plusieurs types montant, descendant, en corniche, etc... de différentes épaisseurs :

Le but final était ça :

L'intersection de 3 tubes carrés de même section
et voilà ce que ça a donné :
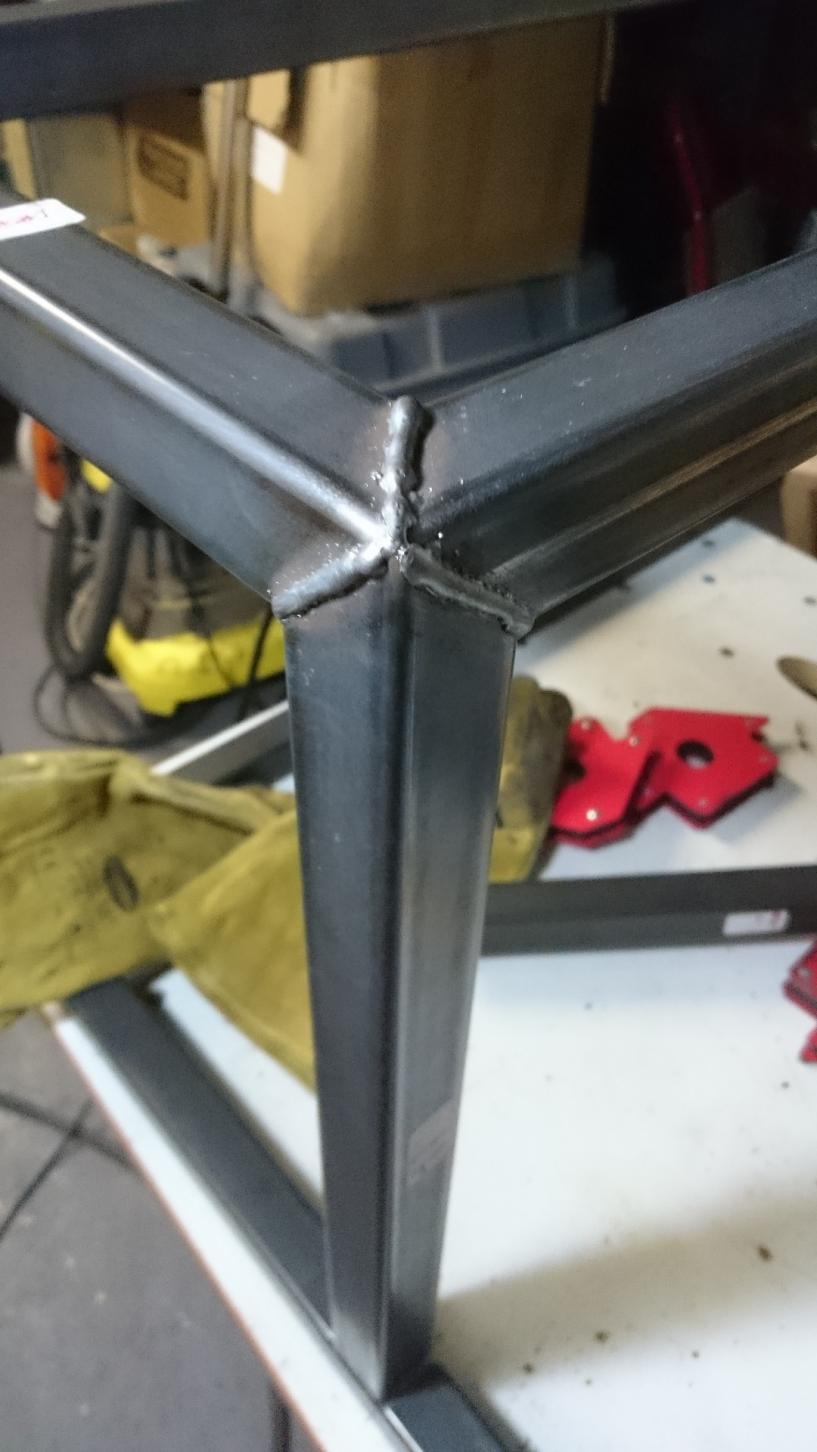
C'est pas parfait, mais largement suffisant pour le style "industriel" que je voulais. Voilà le projet terminé depuis peu

#63
FendKrane En ligne le 06/05/2024 à 13:27 (68 messages sur soudeurs.com)
Salut,
C'est bien, t'as assez évolué depuis les premières photos!
Je trouve les cordons encore trop bombés, il doit y avoir un peu trop de fil, mais ça reste mieux qu'un gros perçage.
Je trouve vos cordons bizarement lisses, et sombres (mat). C'est peut être dû à la synergie.
J'essairai de prendre des photos de cordons sans synergie aujourd'hui si j'ai le temps pour voir la différence.
#64
FendKrane En ligne le 06/05/2024 à 13:27 (68 messages sur soudeurs.com)
Bravo pour ton meuble, il en jette ;)
Pour revenir sur les 3 cordons à l'onglet (45°) j'ai l'impression qu'ils ne sont quasiment pas pénétrés. C'est peut être dû à la synergie qui compense comme un fada pour souder en veine liquide (pour ne pas faire de grattons) alors que le réglage ne le permet pas à la base. Du coup la longueur d'arc est trop grande (U trop élevé) et le fil fond trop loin de la pièce pour la faire suffisament fondre elle aussi, donc pas de péné et cordon bombé.
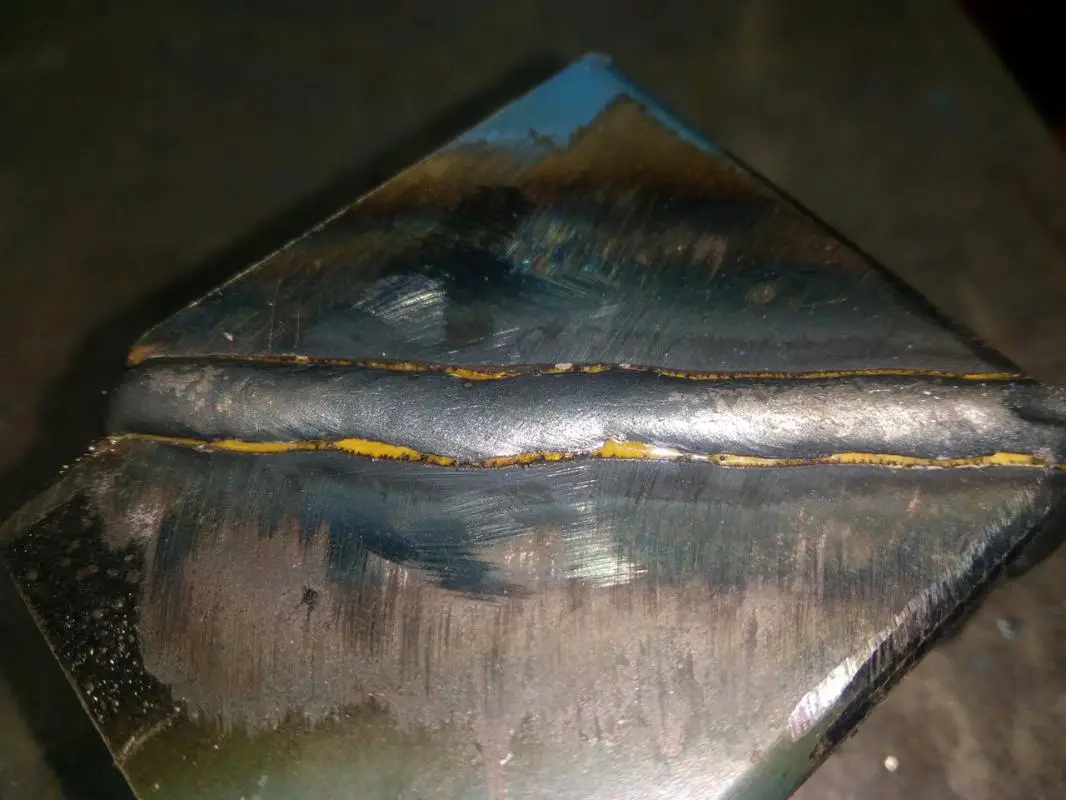
Pour le vérifier tu pourrais faire un essai, puis couper ton cordon, polir la coupe, et par oxydation la racine de ton cordon devrait apparaître
#65
Ced_Fireblade En ligne le 29/10/2020 à 09:01 (25 messages sur soudeurs.com)
Merci pour les encouragements,
Les cordons bombés je me suis amélioré à mesure du déroulage de la bobine ;) mais il y a encore de la marge de progression. Le coté sombre/mat c'est peut être aussi du au décapage ou bien encore le réglage de l'appareil photo.
En ce qui concerne la pénétration, même si tugnstene avait raison et que pour un début c'était le cadet de mes soucis j'ai réalisé des épreuves destructives et j'ai une pénétration qui à mon goût est largement suffiante (je ne construit pas un chassis d'avion !) D'ailleurs à l'envers du premier montage j'apercois la matière ressortir légèrement (ça c'est avant de "fermer" le tout avec le 3eme morceau de tube). Il faut que je retrouve la photo, je ne sais plus si je l'ai mise ici...:confused:
J'ai acheté il y a peu une torche + gaine ptfe pour essayer ce poste sur de l'aluminium. J'agrémenterai ce REX plus tard avec le rendu sur de l'alu (tubes 6066 t6 en cours de livraison) :)
#66
Invité
Bonjour Ced_Fireblade:)
j'avais zappé tes dernières photos:(
il joli ce porte manteau
amicalement Ricou26:)
#67
thierry_79 En ligne le 05/05/2025 à 07:19 (40 messages sur soudeurs.com)
bonjour Ced_Fireblade
J'attend avec impatience les resultats des tests soudure avec ce poste !!!
a bientot
#68
Ced_Fireblade En ligne le 29/10/2020 à 09:01 (25 messages sur soudeurs.com)
Bonjour thierry_79,
Il y en a déjà quelques uns dans les pages précédentes. Je finis un projet de table basse acier/bois et je bascule sur ma torche alu + Argon pour les tests de soudure avec ce poste en alu... ;)
#69
thierry_79 En ligne le 05/05/2025 à 07:19 (40 messages sur soudeurs.com)
Oup j'ai oublié de préciser que je parlais des soudure ALU ;-)
j'ai le meme poste : j'ai une gaine PTFE et bobine il me manque une Bouteille D'argon pur .
#70
FendKrane En ligne le 06/05/2024 à 13:27 (68 messages sur soudeurs.com)
Bonsoir,
En effet, pour un meuble d'intérieur, la pénétration des cordons observés est sûrement suffisante.
C'était juste pour donner des conseils théoriques.
L'important est que tu sois satisfait de ton propre travail.
Voir ton meuble m'a donné envie de faire pareil, mais je n'ai pas encore franchi le pas car je n'ai pas de poste chez moi.
Sujets connexes les plus populaires
Retour d'expérience Lincoln Speedtec 200 C (Générateur multiprocédé CV MIG/MAG, FCAW, MMA, Tig au touché)
30/04/2014 12:36:05 - Jive34500
Réponses : 52
Affichages : 28479
Affichages : 28479
Guib974
10/01/2020 12:05:33
Question Posée Que pensez vous de ce poste à souder MAG LINCOLN SPEEDTEC 200C?
25/09/2013 10:52:10 - pingouin
Réponses : 55
Affichages : 31376
Affichages : 31376
locouarn
24/01/2018 21:26:54
Retour d'expérience REX poste Lincoln Electric Speedtec 200c
26/11/2018 21:15:14 - Raidersj
Réponses : 6
Affichages : 892
Affichages : 892
Raidersj
09/08/2020 14:13:09
Retour d'expérience Achat Lincoln Electric Speedtec 215 C
09/08/2018 18:34:35 - Ced_Fireblade
Réponses : 68
Affichages : 6011
Affichages : 6011
FendKrane
01/05/2019 19:45:37
Question Posée Lincoln Speedtec 200C : peut on y utiliser des torches TIG à gachette ?
31/10/2017 11:53:29 - behber
Réponses : 31
Affichages : 4177
Affichages : 4177
behber
03/11/2017 19:52:00
Retour d'expérience Retour d'expérience poste TIG Lincoln V170TPX
17/02/2019 15:52:10 - MegaSlurp
Réponses : 4
Affichages : 498
Affichages : 498
SavoirFer
18/02/2019 10:57:44
Question Posée Achat poste à souder MMA Lincoln, Lorch, Castolin,...
29/01/2014 22:12:38 - Bigou
Réponses : 6
Affichages : 6010
Affichages : 6010
anonyme
10/05/2014 17:19:39
Question Posée LINCOLN SPEEDTEC 200C (gar 3 ans) et WUITHOM MULTIMIG 215-LCD (gar 5 ans) même prix
29/10/2017 07:02:33 - behber
Réponses : 3
Affichages : 1041
Affichages : 1041
behber
30/10/2017 16:38:57
Question Posée torche mig pour Lincoln Speedtec 200 c
28/11/2018 11:05:48 - Pat26-07
Réponses : 12
Affichages : 1046
Affichages : 1046
Pat26-07
21/04/2019 07:50:13
Avis sur poste TIG Lincoln
03/11/2008 23:38:58 - bbeeuuhh
Réponses : 1
Affichages : 3546
Affichages : 3546
Admin dusweld1
04/11/2008 07:43:47
Question Posée lincoln electric sp 170-i passer de NoGaz vers Gaz
02/05/2018 06:50:06 - mike44
Réponses : 7
Affichages : 825
Affichages : 825
gildas56
17/03/2023 13:28:05
Information Soudage avec fil fourré sans gaz LINCOLN INNERSHIELD NR 211 MP
29/01/2017 18:00:14 - Dominique ADMIN
Réponses : 13
Affichages : 3124
Affichages : 3124
Dominique ADMIN
30/01/2017 20:00:18
votre avis sur invertec 150S
17/11/2012 16:48:15 - flavien07
Réponses : 7
Affichages : 7724
Affichages : 7724
Dominique ADMIN
11/02/2013 18:55:44
Question Posée Poste Lincoln Speedtec200C et fil Innershield 211 mp
02/04/2017 18:06:30 - schtrouppy
Réponses : 11
Affichages : 2195
Affichages : 2195
Olek94
03/04/2017 20:38:44
Question Posée Achat post à souder MMA Lincoln, Lorch, Castolin,...
29/01/2014 08:51:18 - Bigou
Réponses : 1
Affichages : 1157
Affichages : 1157
HELLFIGHTER
29/01/2014 19:39:15
Question Posée Choix à faire : LINCOLN SPEEDTEC 180C ou ESAB CADDY MIG 200 i
27/06/2016 20:13:44 - Cousteau17
Réponses : 0
Affichages : 1147
Affichages : 1147
Cousteau17
27/06/2016 20:13:44
Caracteristique Lincoln Powertec 300, réglages
20/01/2012 06:00:50 - olivier311
Réponses : 2
Affichages : 2516
Affichages : 2516
ruben05
13/06/2012 09:15:52
Question Posée Lincoln power mig 180c
15/08/2012 21:19:17 - R2087thomas
Réponses : 2
Affichages : 4124
Affichages : 4124
R2087thomas
16/08/2012 10:50:19
Branchement torche Lincoln Invertec V160T
25/09/2014 09:53:52 - ithaqua
Réponses : 5
Affichages : 1435
Affichages : 1435
ithaqua
25/09/2014 10:25:25
[Résolu] Lincoln Electric Power
11/07/2011 13:47:18 - gaitlunik
Réponses : 2
Affichages : 3863
Affichages : 3863