
Roger ARMELA est né le 5 août 1931 dans l’Yonne
Titulaire d’un certificat de plongeur de la marine nationale décerne en 1953 a Saigon par le commandant TAILLEZ
Il entre à la SOGETRAM en septembre 1955.
Roger ARMELA a été à partir de là un initiateur dans tous les secteurs en relation avec la plongée professionnelle que ce soit en plongée proprement dite travaux sous marins, organisation de la profession, gestion etc...
Roger ARMELA est décédé le 19 Novembre 2006
L'arc électrique amorcé et maintenu à l'extrémité d'une électrode métallique enrobée permet le soudage en raison de la puissance calorifique disponible dans l'arc électrique.
1 - Mode opératoire de soudage
L'arc s'amorce dans l'eau comme dans l'air, aussitôt après contact de l'extrémité de l'électrode sur la pièce à souder reliée au connecteur de masse.
L'amorçage est plus ou moins aisé suivant les types d'électrodes enrobées utilisées,
Les difficultés d'amorçage proviennent principalement d'un écaillage de l'enrobage à l'extrémité de l'électrode car l'arc jaillissant à l'extrémité imparfaitement enrobée d'une électrode s'éteint aussitôt.
D'une façon générale, l'arc parait être plus pénétrant dans l'eau que dans l'air.
Alors que dans l'air l'amorçage ne produit que de très légères marques sur la pièce, on observe dans l'eau de profondes morsures de la tôle.
Le cratère qui se forme à l'extrémité de l'électrode fondue dans l'eau parait également plus profond que celui qu'on observe après fusion dans l'air.
La profondeur du cratère est parfois à l'origine des difficultés de réamorçage de certaines électrodes fondues dans l'eau.
Lorsque l'arc est amorcé, il faut s'efforcer de le maintenir aussi court que possible pour éviter l'extinction de l'arc.
L'opérateur ne peut avoir, comme dans l'air, une vision précise du fuseau de l'arc et du bain de fusion. L'ensemble est, en effet, situé dans une poche de gaz dont la paroi mouvante empêche toute observation.
Ainsi le soudeur ne pouvant pas estimer la longueur d'arc, il n'existe pas d'autre méthode pour la maintenir de longueur constante que d'appuyer continuellement l'électrode sur la pièce.
Dans l'eau comme dans l'air, toutes les électrodes ne se prêtent pas à ce mode de fusion caractérisé par l'expression "soudage automatique manuel"
La difficulté principale consiste à régler la vitesse d'avance avec l'inclinaison de l'électrode pour obtenir un cordon suffisamment régulier et rectiligne.
Cette habileté est difficile à acquérir et seul un entrainement comportant l’exécution d'un nombre suffisant de cordons permet de l'obtenir.
Lorsqu'on opère dans l'air, si l'électrode est très inclinée, l'effet dynamique de l'arc électrique chasse le métal fondu hors du bain de fusion.
Si l'électrode est trop verticale, le bain de fusion devient très important et l'extrémité de l'électrode se trouve plongée dans le métal lquide, ce qui provoque suivant les cas soit le perçage de la plaque sur laquelle on soude soit un court-circuit figeant l'électrode dans le métal.
Dans l'eau le comportement des électrodes en fusion automatique manuelle est identique toutefois la pénétration parait plus importante que dans l'air.
Une plus grande inclinaison de l'électrode est préférable. D'autre part pour éviter les désamorçages, il faut exercer une poussée forte et constante pour maintenir le contact de l'électrode sur la pièce.
Le soudeur ressent en effet de légers chocs transmis par l'électrode jusque dans la main ou parfois des ondes de chocs d'eau qui sont perceptibles sur toute la surface de l'avant-bras.
On les attribue à de petites explosions de gaz au voisinage de l'arc électrique. En assurant une forte pression de contact, on évite ainsi tout déplacement de l'extrémité de l'électrode sous l'effet des éclatements et en conséquence les désamorçages d'arc deviennent moins fréquents.
La régularité des dépôts dépend essentiellement de la facilité d'application de la méthode de fusion automatique manuelle. Une électrode dont l'enrobage est cassant ne se prête pas au soudage sous l'eau (cas des électrodes enrobées basiques qui s'écaillent sous le choc thermique)
L'opérateur doit non seulement maintenir l'arc en fonctionnement mais aussi orienter l'électrode pour que le cordon soit bien déposé à l'emplacement choisi.
Une légère inclinaison de l'électrode transversalement à l'axe du joint entraîne irrémédiablement un manque de liaison des deux bords à assembler. Ce défaut ne peut être que la conséquence d'un entrainement insuffisant du soudeur.
Le guidage est facile lorsqu'on soude dans un angle ou dans le fond d'un chanfrein. Il est plus difficile lorsque l'on soude à plat sur une tôle ou sur les passes précédentes d'un dépôt.
La rectitude du premier cordon conditionne celle des autres dépôts et les défauts du premier cordon se trouvent souvent amplifiés au passage des cordons suivants.
L'aspect des dépôts dépend beaucoup de la régularité de la surface sur laquelle ils sont exécutés.
En effet, la régularité de l'avance et de la longueur d'arc par la méthode de soudage automatique manuelle dépend essentiellement de la planéité de la surface sur laquelle est posée l'extrémité de l'électrode.
Un défaut de surface du support provoque systématiquement un défaut de forme du cordon. Lorsqu'on dépose du métal sur des cordons de soudures précédents, les défauts de forme rencontrés : vagues de solidification, projections adhérentes, etc nuisent à la régularité. Pour éviter cet inconvénient grave, il est indispensable de meuler la surface d'un dépôt avant d'y superposer un nouveau cordon.
On constate, d'une façon générale, que l'aspect des dépôts est souvent meilleur en utilisant la polarité négative à l'électrode (polarité normale)
En polarité positive (polarité inverse) il semble que les crachements d'arc donnent lieu à de nombreuses petites projections adhérent de part et d'autre des dépôts de soudure, ces projections accrochent le laitier et rendent son élimination difficile.
Comme dans l'air, le dépôt résultant de la fusion des électrodes enrobées se trouve immédiatement recouvert par le laitier produit par l'enrobage fondu.
Généralement, étant donnée la grande vitesse de refroidissement les laitiers obtenus sont cassants et peu adhérents à la surface des dépôts.
Pour éliminer certains d'entre eux il suffit d'un geste de la main du soudeur provoquant un remous de l'eau au-dessus du laitier pour le détacher en grande partie.
Par contre, si le dépôt présente des défauts en surface, caniveaux, soufflures débouchantes, vagues de solidification très marquées, le laitier se trouve incrusté et il est alors difficile à éliminer.
Les dépôts de soudure sont généralement brillants comme ceux que l'on obtient dans l'air avec des électrodes en acier inoxydable.
2 - Positions de soudage
La soudure en angle à plat ne présente pas de difficulté particulière.
2 - 1 - Soudure bord à bord avec chanfrein à plat
Certainement à cause d'une répartition thermique particulière et à la formation de vapeur à l'envers du cordon de soudure, il n'est pas possible d'obtenir avec ce type de préparation une passe de fond présentant un cordon de pénétration comme dans l'air.
Les seules préparations convenables sont représentées en A et B dans la figure 1
La préparation C est impossible à réaliser.
Deux solutions peuvent être adoptées dans ce cas :
Soit souder sur bords parfaitement jointifs en acceptant un manque de pénétration à la racine de la soudure
Soit disposer un support suffisamment épais à l'envers.
Cette dernière disposition implique une possibilité d'accès à l'envers des joints pour placer le support.
Préparation des tôles en bord à bord pour le soudage à plat
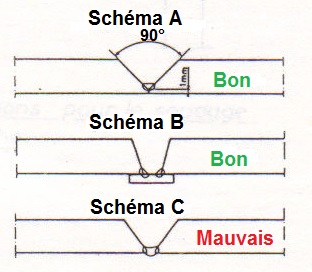
Figure 1
La bonne exécution des passes de fond implique les mêmes règles de préparations des bords que celles précédemment définies pour les soudures à plat.
On observe que le soudage sous eau présente de très grandes difficultés lorsqu'un obstacle s'oppose au dégagement des bulles de gaz provenant de la zone d'arc c'est pourquoi le soudage au plafond se révèle presque impossible à pratiquer.
2 - 2 - Soudure bord à bord avec chanfrein et angle en corniche
Le soudage de deux tôles bord à bord en corniche d'exécution délicate est cependant possible en utilisant une préparation spéciale comme la figure 2
Préparation des tôles pour le soudage en corniche
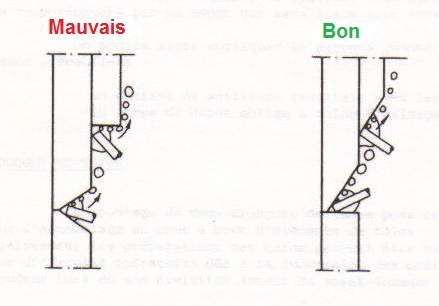
Figure 2
.2 - 3 - Soudure en position montante
Cette position n'est pratiquement pas possible.
Le métal fondu a tendance à se rassembler en boules qui ne se lient pas au métal de base.
.2 - 4 - Soudure en position descendante
L'exécution de soudure en descendante s'avère généralement assez facile et l'aspect des dépôts est souvent aussi satisfaisant qu'à plat.
Comme dans l'air, les cordons de soudure exécutés en position descendante sont très peu chargés et en cnséquence fréquemment affectés de fissures.
Pour cette position, les électrodes rutiles dont le dépôt est plus chargé que celui des électrodes du type oxydant peuvent être préférables.
3 - Cas du rechargement par soudage multicouche
Le maximum de soins doit être apporté à l'opération d'usinage qui doit permettre au soudeur de déposer des cordons par la méthode automatique manuelle dans les meilleurs conditions, c'est à dire sur une surface plane.
La première couche étant déposée en tenant compte des remarques précédentes, on ne commencera à déposer la seconde couche qu'après un surfaçage de la première couche de façon à éliminer tout relief.
Tout défaut apparent (soufflures, cavités, inclusions de laitier) doit être creusé localement puis le trou rebouché par un dépôt de métal qui sera à son tour surfacé.
On pourra alors appliquer la seconde couche en prenant toujours les mêmes précautions.
On obtient de meilleurs résultats avec les électrodes du type oxydant. La forme du dépôt oblige à moins d'usinage entre passes.
4 - Soudure de tubes sous eau
Le raboutage de deux tronçons de tubes pose les mêmes problèmes opératoires que l'assemblage en bout à bout d'éléments de tôles.
Les nuances d'aciers, les épaisseurs, les préparations des bords peuvent être semblables.
S'ajoute pourtant une difficulté opératoire dûe à la succession des positions rencontrées par le soudeur lors de son évolution autour du joint lorsque l'axe du tube est horizontal.
Il est toutefois possible d'obtenir des résultats suffisamment bons dans l'ensemble.
La soudure au plafond du tube est facilitée par la meilleure évacuation des bulles de gaz qui se fait des deux côtés du tube.
Néanmoins, le manque de pénétration de la première passe, dû à la préparation spéciale semblable pour les tubes que celle de la soudure bord à bord des tôles s'applique également aux tubes.
Pour une électrode de diamètre donné, on peut faire varier le courant de soudage dans des limites assez larges sans que cela se répercute par une variation sensible de la pénétration.
5 - Assemblage à recouvrement
Ce type d'assemblage présente par rapport à l'assemblage bout à bout l'avantage d'un positionnement et d'une préparation des bords moins exigeants.
De plus les codes et spécifications en vigueur l'admettent et sont dans l'ensemble moins sévères que pour les soudures bout à bout tant du point de vue qualification du mode opératoire de soudage (procédé de soudage, matériau, forme des joints, métal d'apport...) que la qualification du soudeur
6 - Déformations de soudage
En soudage classique à l'air, les déformations sont une des conséquences des retraits d'une soudure (longitudinal et surtout transversal) et peuvent se manifester sous forme de pliage, de flambage, de raccourcissement, de flexion, de torsion, etc...
Aussi est-il souvent recommandé de prévoir des judicieuses séquences de soudage afin de limiter au maximum ces déformations, car elles sont difficiles à réduire après coup et quelquefois irrécupérables.
Le soudage sous l'eau conduit également à des déformations plus importantes qui devront être prises en compte afin d'éviter qu'elles soient excessives ou provoquent la fissuration.
On a remarqué que le soudage bout à bout d'éléments de tôles d'épaisseur 10 mm soudée librement sur chanfrein en Vé (angle à 60°) provoquait un pliage compris entre 15° et 30° la moindre déformation étant obtenue en position à plat où il est possible de pratiquer des passes plus larges et des reprises de meulage moins fréquentes que pour les autres positions de soudage.
Dans le cas de raboutage de tubes, les déformations sont minimes.
Elles ne se manifestent que par un raccourcissement axial de l'ordre de 1 mm par joint ce qui ne présente aucun inconvénient si le retrait est libre ou les joints suffisamment espacés.
Si le retrait est empêché, le retrait doit être absorbé par le tube et les soudures qui se trouvent alors souminsesà une contrainte uniforme de traction pouvant être préjudiciable pour la tenue en service de la ligne.
7 - Effet de la profondeur
Il ne semble pas, à priori, que les conditions d’exécution des soudures soient affectées par l'augmentation de la profondeur (abstraction faite des problèmes propres à la plongée)
8 - Soudure en eau de mer
Les conditions de soudage dans l'eau de mer sont très sensiblement modifiées par rapport à celles que l'on rencontre en eau douce, en raison de la forte conductibilité électrique de l'eau de mer.
9 - Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
10 - Quelques liens Internet utiles
11 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
