Cet article technique est créé à partir du guide du soudage orbital avec l'autorisation de la société POLYSOUDE à NANTES
1 - Généralité
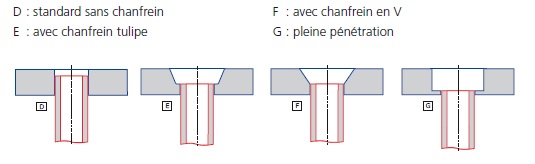
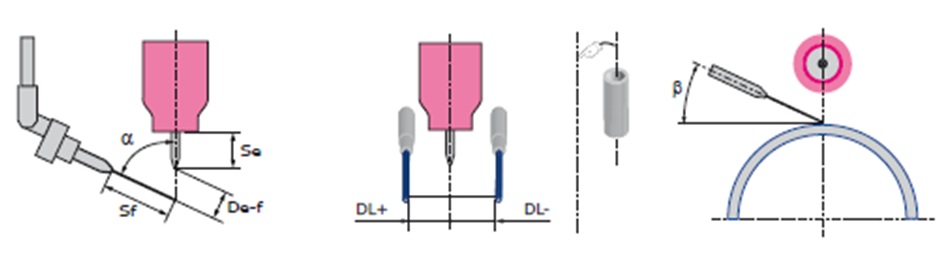
Les tubes doivent être sans soudure (ou avec cordon laminé) et présenter des défauts de concentricité entre le diamètre intérieur et le diamètre extérieur et le diamètre extérieur très faible, afin de garantir la répétitivité de la position d'électrode. En effet, pour des applications standard (affleurant, dépassant, en retrait - voir fig. 1) le centrage de la torche est fait sur le diamètre interne et le soudage sur le diamètre externe.
2 - Représentation graphique
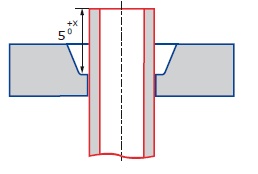
2 - 1 - Tubes affleurants - Figure 1.a
2 - 2 - Tubes dépassants avec fil d'apport - Figure 1.b
2 - 3 - Tubes en retrait - Figure 1.c
Un défaut important de coaxialité induirait des variations de distance électrode / tube inacceptables.
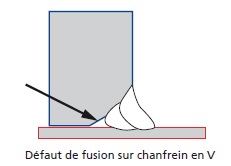
Les chanfreins en V sont à proscrire au profit de chanfrein tulipes.
En effet, il est très difficile d'assurer de façon simple et répétitive la fusion de l'angle de la plaque.
On constate souvent des défauts de fusion sur les coupes macrographiques surtout en position descendante
(voir fig. 2 ci-dessous).
3 - Les standards de l'industrie
Tous les métaux soudables sont utilisés dans les applications tube/plaque.
Toutefois, la gamme de dimensions utilisée est relativement restreinte.
Les diamètres sont entre Ø 12,7 mm et Ø 101,6 mm pour des épaisseurs de 0,5 à 5 mm.
La majorité des applications met en oeuvre des diamètres entre Ø 19,04 mm (3/4?) et Ø 31,1 mm (1,5?) et des épaisseurs entre 1,64 et 3,4 mm.
4 - Les équipements
Les équipements utilisés sont bien différenciés en fonction des applications et
du niveau d'automatisation souhaité :
1 - L'équipement de type trois axes (gaz, courant, rotation) est constitué d'un
générateur d'atelier ou d'un générateur portable (rajouté) (Fig. 3) avec une tête de soudage de type tube / plaque fermée (Fig. 4).
On utilisera cet équipement pour les applications de soudage par fusion.
 |
 |
2 - L'équipement de type quatre axes (gaz, courant, rotation, fil) est constitué d'un générateur d'atelier - les générateurs portables sont peu utilisés pour ces applications car il n'y a généralement pas d'impératif de portabilité ( avec une tête de soudage de type tube/plaque ouverte.
On utilisera cet équipement pour les applications en simple passe. Le soudage en double passe étant alors effectué en deux étapes séparés.
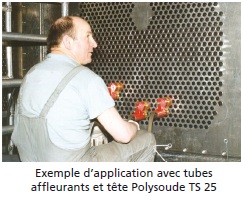
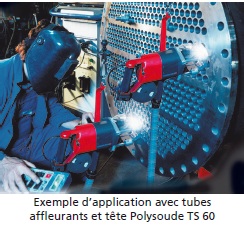
3 - L'équipement de type cinq axes (gaz, courant, rotation, fil, hauteur d'arc)
est constitué d'un générateur d'atelier (fig. 5) ou d'un PC (rajouté programmable modulable six axes et d'une tête intégrant la fonction AVC,
type TS 2000 ou TS 8/75 (fig. 6) TP 60.
Ce type d'équipement permet d'enchaîner automatiquement deux passes de soudage avec fil, la remontée de la torche entre la première et la seconde passe pouvant être gérée par programmation.
 |
 |
4 - L'équipement de type six axes (gaz, courant, rotation, fil, hauteur d'arc, oscillation) est constitué d'un générateur multifonctions modulable et d'une tête de type 20/160. Cet équipement permet de souder les applications en multipasses (deux et plus) avec un décalage radial éventuel de l'électrode.

5 - Préparation des tubes
Les tubes devront, dans certains cas, être accostés par expansion légère dans les perçages afin d'éliminer le jeu entre tube et perçage, pour avoir une bonne continuité thermique.
Ce jeu, nécessaire pour garantir le montage de l'appareil avant soudage, pose des problèmes de répétitivité lorsqu'il est trop important. Il est difficile de donner une valeur maximum de jeu, celle-ci étant variable en fonction des exigences de qualité et de l'épaisseur du tube.
Les tubes devront, dans certains cas, être accostés par expansion légère dans les perçages afin d'éliminer le jeu entre tube et perçage, pour avoir une bonne continuité thermique.
Ce jeu, nécessaire pour garantir le montage de l'appareil avant soudage, pose des problèmes de répétitivité lorsqu'il est trop important. Il est difficile de donner une valeur maximum de jeu, celle-ci étant variable en fonction des exigences de qualité et de l'épaisseur du tube.
La zone de contact entre le tube et la plaque devra être propre.
La présence de graisse, huile ou autre savon pouvant générer la formation de soufflures, débouchantes ou pas, inacceptables
Il ne sera jamais procédé à un dudgeonnage (expansion) fort des tubes dans la plaque avant soudage.
En effet, un accostage fort, avec ou sans gorge dans les perçages) occasionnera, quasi systématiquement, une explosion de dégazage lors du recouvrement de soudage. Le soudage automatique sera alors impossible.
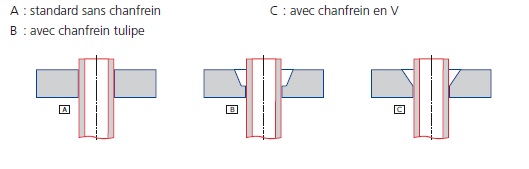
6 - Soudage de tubes affleurants
Le soudage de tubes affleurants peut être exécuté avec ou sans fil en fonction des applications.
Il existe plusieurs configurations possibles.
6 - 1 - Soudage de tubes affleurants sans fil d'apport
Les préparations seront de type 1 en général, ou plus rarement de type 4. Si le diamètre est compris entre 10 et 25 ou 10 et 32 mm, l'utilisation des têtes spécifiquement développées pour ces applications, c'est-à-dire des têtes de soudage tube/plaque fermées sans fil, est recommandée.
Après bridage de la tête dans le tube à souder et déclenchement du cycle de soudage, la présence de l'opérateur n'est plus nécessaire. De ce fait, et en fonction des durées de cycle, plusieurs têtes pourront être utilisées par un même opérateur.
Cas d'application type : condenseurs des centrales thermiques. Dans ces applications, les tubes sont en titane d'épaisseur inférieure ou égale à un millimètre sur une plaque en acier avec un plaquage de titane.
6 - 2 - Soudage de tubes affleurants avec fil d'apport
Le matériel utilisable sera de type quatre ou cinq axes.
La tête de soudage étant de type tête de soudage tube / plaque ouverte, sa configuration sera adaptée à l'application :
- avec dévidoir intégré
- avec ou sans AVC
- avec ou sans cloche pour le soudage sous atmosphère inerte (cas du titane ou zirconium)
- torche à 0° ou 15°
Remarque :
La fonction AVC est particulièrement recommandée pour les applications tubes affleurants.
Les préparations seront généralement de type 1, 2 ou 3.
En cas de soudage avec préparation dans la plaque, on évitera le chanfrein en V.
En effet il y a toujours, avec ce type de préparation, le risque d'avoir un manque de fusion en racine.
On préfèrera une préparation en tulipe, avec ou sans rayon, et le tube positionné à mi-épaisseur de chanfrein si la profondeur est supérieure à 1,5 mm. La valeur de dépassement maximum sera d'une demie épaisseur de tube.
En fonction des cotes, mais aussi des sections de soudures à obtenir, le soudage sera généralement fait en une ou deux passes.
Les soudures d'étanchéité seront exécutées en un tour alors que les soudures dites de résistance nécessiteront souvent une seconde passe.
7 - Soudage de tubes dépassants avec fil d'apport
Le soudage de tube affleurant sera toujours exécuté avec fil, bien que dans certains cas, une première passe de fusion sans fil soit réalisée.
Il existe plusieurs configurations possibles :
Le matériel utilisé sera identique aux applications tubes affleurants avec fil.
Toutefois, les angles de torches utilisés seront différents et pourront varier en fonction du pas de perçage ainsi que du dépassement des tubes. Les angles standard seront de 15° ou 30°.
Ainsi :
> Le 15° sera utilisé de préférence pour les tubes de faible épaisseur (1,6 à 2,11 mm) afin d'éviter de fusionner l'intérieur du tube.
> Le 30° sera réservé aux tubes de plus forte épaisseur (2,5 mm et plus) sauf, bien sûr, si la distance disponible entre tubes est trop faible (pas réduit).
Dans tous les cas de préparation, les tubes devront dépasser d'au moins 5 mm de la plaque ou du fond de chanfrein afin de ne pas risquer la fusion du bord du tube.
Remarque :
En cas d'utilisation d'équipements cinq axes, la fonction AVC sera généralement utilisée sur le mode Hauteur relative afin de permettre des déplacements de l'électrode en hauteur pour ajuster par exemple la distance électrode / plaque de façon optimale quelle que soit la position de la torche.

Le soudage en tubes dépassants nécessite une attention particulière à la formation des opérateurs, particulièrement pour les réglages mécaniques. Contrairement au soudage tube / tube orbital, la torche et le fil doivent être ajustés en trois dimensions et non dans un plan.
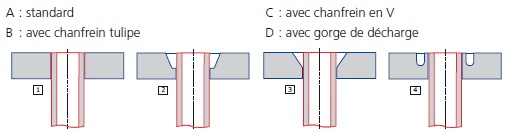
8 - Soudage de tubes en retrait
Il existe plusieurs configurations possibles :
Le matériel utilisable sera de type quatre ou cinq axes pour les cas D, E et F avec une tête de soudage de type tube / plaque ouverte.
Pour le cas G que l'on rencontre souvent en pétrochimie, le matériel est de type six axes avec, par exemple, une tête 20 / 160 à bridage séparé.
Cette application demande, en général, une étude spécifique de l'outillage de bridage et de soudage afin de l'adapter au diamètre des tubes à souder et au pas de perçage de la plaque.

Remarque :
La fonction AVC est particulièrement recommandée pour les applications tube en retrait.
Contrairement aux applications en tubes dépassants, la préparation en V est utilisable. Dans le cas des préparations de type E ou F, le tube pourra dépasser légèrement du fond de chanfrein.
En fonction des cotes, mais aussi des sections de soudures à obtenir, le soudage sera fait en une ou deux passes.
Les soudures d'étanchéité seront exécutées en un tour alors que les soudures dites de résistance nécessiteront souvent une seconde passe.
Cas d'application : soudage de tubes sur collecteur à bouchons double plaque d'échangeur aéroréfrigérant ou aérocondenseur.
La fonction AVC est indispensable sur ces applications.
9 - Soudage de tubes en arrière-plaque
Le soudage de tubes arrière-plaque permet d'éliminer le problème de corrosion entre le tube et la plaque mais implique des contraintes élevées en termes de préparation.
Les préparations les plus fréquentes sont :
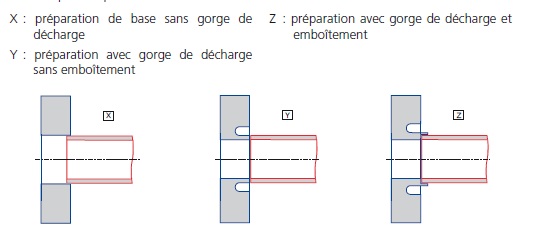
La préparation X est à déconseiller pour la réalisation d'une pleine pénétration du fait de la trop grande disparité dans les masses à fusionner. Les risques de manque de fusion sont très élevés.
La préparation Y palie ce problème du fait de l'usinage qui recrée une symétrie de masse. On est proche d'une application de soudage orbital tube / tube standard.
La préparation Z avec emboîtement est la plus adéquate pour trois raisons :
- elle permet d'aligner le tube sur l'alésage du fait de l'emboîtement ;
- elle augmente la résistance mécanique de la soudure, la lèvre faisant office de métal d'apport ;
- elle réduit la concavité de la pénétration.
Remarques :
Contrairement aux applications tube / plaque classiques, les applications arrière-plaque nécessitent une protection envers du cordon. Seul le cas X où le tube est suffisamment introduit dans la plaque, à mi-épaisseur par exemple, échappe à cette contrainte du fait de l'absence de pénétration arrière. La protection pourra être globale, par inertage du corps et de l'appareil ou locale et déplacée de tube en tube si l'arrière-plaque est accessible.
Pour des diamètres intérieurs supérieurs à 35 mm environ, il sera possible de souder avec fil d'apport.
Il est toujours conseillé de souder en position corniche (plaque horizontale, généralement positionnée en bas) lorsque les épaisseurs tendent vers la limite supérieure (3 à 3,6 mm suivant les matériaux).
La distance de la face avant de la plaque au plan de joint à souder devra être tolérancée de façon stricte car l'opérateur ne pourra avoir d'indication visuelle sur la position de l'électrode par rapport au plan de joint à souder. En règle générale, la préparation doit être particulièrement soignée car aucun ajustement de paramètre n'est possible en cycle, l'opérateur ne pouvant suivre le soudage en visuel.
La problématique de soudabilité est analogue à celles rencontrées en soudage par fusion bout à bout.
Le matériel utilisable pour ce type d'application sera de type trois ou quatre axes, voire cinq pour le cas X. Toutefois les têtes de soudage de type tube / plaque ouvertes ou fermées seront équipées de lance de soudages interne.
Cas d'application associé : le soudage de nipples sur collecteur est assimilable aux applications arrière-plaque avec lance interne. Les matériels utilisés sont identiques ainsi que la mise en ?uvre et les précautions d'emploi.
10 - Conclusion
Cette présentation terminée, il est simple de voir que le soudage TIG orbital peut offrir de nombreuses possibilités à des applications exigeantes et particulières, nécessitant des soudures de haute qualité.
Polysoude, forte de plusieurs dizaines d'années d'expérience dans ce domaine, dispose d'une gamme étendue de produits standard.
La conception modulaire de ses machines, aussi bien têtes de soudage que générateurs, permet de répondre au plus près aux besoins des professionnels tout en respectant les contraintes liées aux applications à mettre en ?uvre.
C?est grâce aussi à des retours d'expérience partagés avec ses clients, que Polysoude est devenu le spécialiste du soudage orbital. Les équipes commerciales et techniques de Polysoude sont toujours prêtes à étudier un projet pour apporter une réponse à un besoin technique identifié.
Contact Presse :
POLYSOUDE S.A.S.
Andrea Husson
Service Communication
2, rue Paul Beaupère
F-44300 Nantes
Tel.: +33 (0) 2 40 68 11 74
Fax : + 33 (0) 2 40 68 11 88
Mail : a.husson@polysoude.com
11 - Quelques liens Internet utiles
12 - Vos commentaires et réactions
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de la part de nos annonceurs et de notre part.
test
