
La qualité est un partenaire pour l'avenir
Soudage et gestion qualité selon la norme EN 1090
La norme européenne EN 1090 fait évoluer le modèle commercial des entreprises de construction métallique et de toutes les parties prenantes. Mais elle offre également des garanties à long terme pour l'entreprise et permet l'utilisation de standards clairement définis pour tous. Meinrad Partl, directeur gérant de la société Metallbau Dekassian Ges.m.b.H., mise entièrement sur la norme EN 1090. Son entreprise a été certifiée par l'organisme autrichien TÜV. Grâce au document de conformité de Fronius, il a déjà réalisé d'importantes économies de temps et de coûts. Ce document contient 50 descriptifs de modes opératoires de soudage qualifiés et certifiés. L'entreprise Metallbau Dekassian peut ainsi les mettre en ?uvre directement sans être obligée elle-même de prendre à son compte tout le process d'élaboration du descriptif de mode opératoire. Puis par la suite le présenter ensuite pour certification afin d'obtenir, après vérification, un certificat pour chacun des modes opératoires. Fronius a élaboré les descriptifs des modes opératoires de soudage pour le système TransSteel, destiné au soudage de l'acier.
Les contraintes liées à la norme
À partir du 1er juillet 2014, les fabricants de constructions métalliques et en aluminium seront soumis à la nouvelle norme EN 1090. Ils seront ainsi légalement contraints d'apposer un marquage CE. Initialement prévue à partir de juillet 2012, la date a été repoussée de 24 mois.
Cependant, les donneurs d'ordre peuvent exiger le respect de cette norme déjà en vigueur. Elle remplace les anciennes normes nationales, p. ex. les normes DIN 18800/7 et DIN V4113/3 en Allemagne, ou la norme ÖNORM B 4600 en Autriche, et crée une réglementation identique à toute l'Europe pour les produits de construction. La conformité est symbolisée par le marquage CE (Communauté Européenne).
La norme EN 1090 réglemente entre autres les ressources telles que les matériaux, les locaux, le personnel et l'équipement, les descriptions de poste et les exigences de compétence du personnel ainsi que les capacités de l'entreprise et de ses unités de soudage.
Une condition préalable essentielle pour la certification ? et ainsi l'habilitation à exécuter des travaux de soudage ? est constituée par les descriptifs de modes opératoires de soudage pour des applications types. Ils contiennent un grand nombre d'informations et de données relatives à l'entreprise ou institution chargée d'exécuter les travaux, à la pièce à souder, à la préparation du soudage, à la conception de l'assemblage, aux données détaillées relatives au process de soudage, aux matériaux d'apport, au gaz et diverses autres informations telles que les systèmes de soudage (voir les exemples d'application présentés). L'élaboration de tels descriptifs, y compris des échantillons de soudage, le process de certification jusqu'au cachet et à la signature, nécessitent un savoir-faire correspondant. Il s'agit finalement d'un process long et onéreux. Pour les descriptifs de modes opératoires de ses process standard de soudage sur l'acier, Metallbau Dekassian a choisi une voie bien moins onéreuse.
Praticien et pionnier de la qualité
Mécanicien-ajusteur diplômé et directeur général, Meinrad Partl investit dans la formation d'apprentis techniciens en construction métallique, dans des équipements modernes mais également dans l'organisation de son entreprise. Il considère que ces éléments représentent la base d'une qualité irréprochable. Ses clients, constitués à 70 % d'entreprises et d'institutions publiques, savent l'apprécier : « En matière de qualité, nous sommes des précurseurs. Nous avons été l'une des premières entreprises de construction métallique à participer à la qualification « Artisanat de qualité Tyrol ». En qualité d'entreprise modèle, nous sommes titulaires d'une distinction en or. Et pour rester à la pointe de notre secteur d'activité, nous investissons dans des techniques modernes. »
Il était donc normal que Meinrad Partl s'intéresse très tôt à la nouvelle norme EN 1090. Il s'est tout d'abord posé les questions suivantes : Dans quelle mesure l'entreprise est-elle concernée par la norme ? Ainsi que : Quelle est la classe « EXC » pour les composants métalliques fabriqués ? Selon la norme, la classe EXC2 s'applique aux produits de l'entreprise Metallbau Dekassian. Ensuite, neuf tourneurs et soudeurs ont complété leurs compétences ; Meinrad Partl et Helmut Weindl ont renouvelé leur qualification de Spécialiste international en soudage IWS. Helmut Weindl occupe également la fonction de contrôleur soudage et Meinrad Partl est son adjoint. Lors de la mise en place du système d'assurance qualité, Meinrad Partl et ses collaborateurs se sont appuyés sur le système qualité déjà en place et sur leurs expériences préalables. De nouvelles idées pour l'identification des produits semi-finis, leur origine, leur utilisation et la documentation complètent désormais le système d'assurance qualité. Par exemple, les produits semi-finis en acier de qualité S235 reçoivent un marquage rouge, ceux de la qualité S355 un marquage jaune. Cette méthode exclut pratiquement toute confusion. En amont, les métallurgistes ont « nettoyé » leurs stocks de produits semi-finis. Tout ce qui ne pouvait pas être identifiés de manière univoque a été ferraillé. Et cela représentait quand même 2 tonnes. Désormais, le stock à disposition est parfaitement identifié.
Il ne restait plus, avant l'audit final, qu'à franchir l'obstacle des descriptifs de modes opératoires de soudage. « Bien que disposant de collaborateurs compétents et d'une grande expérience, nous avons choisi une autre voie qui nous a grandement facilité les choses. Nous avons fait l'acquisition d'une installation moderne TransSteel 5000 avec le document de conformité, certifié pour Fronius et ses clients. Nous avons ainsi économisé quatorze journées-hommes et cinq mille euros. C'est un bénéfice important pour nous », résume Meinrad Partl. Ces économies sont relatives uniquement aux 6 descriptifs de modes opératoires de soudage sur les 50 à disposition. Les 44 autres peuvent être utilisés gratuitement par les métallurgistes en fonction de leurs besoins. L'audit effectué par le TÜV Süd s'est déroulé au total sur deux jours. Il s'est terminé sans aucune remarque pour l'obtention de la certification de Metallbau Dekassian conformément à la norme EN 1090. Les collaborateurs de Völs souhaitent maintenant élaborer leurs propres descriptifs de modes opératoires de soudage pour deux process de soudage spécifiques. Cette certification, près de 2 ans avant l'obligation légale, est stratégiquement positive pour le directeur général Meinrad Partl : « Nous disposons avec cette norme EN 1090 d'un net avantage concurrentiel lors des appels d'offre, plus particulièrement ceux concernant les organismes publics. En effet, le client sait qu'avec nous il travaillera en toute sécurité. »
Spécialisation dans le soudage de l'acier
L'installation de soudage TransSteel est spécialement conçue pour répondre aux exigences du soudage sur l'acier. Il en est de même pour le document de conformité complémentaire de Fronius. Il offre au soudeur 50 descriptifs de modes opératoires de soudage pour des assemblages d'épaisseur de 4 à 25 mm et pour des qualités d'acier de type S235 et S355. Selon l'expérience du spécialiste en soudage Meinrad Partl, les positions de soudage de type FW (soudure d'angle) couvrent 80 % des assemblages réalisés dans son entreprise. Pour celles-ci, le document de conformité propose 34 descriptifs de modes opératoires de soudage pour le soudage en position PA (position à plat), PB (position horizontale) et PF (position verticale montante). Les 16 autres descriptifs de modes opératoires de soudage concernent le soudage bout à bout (de type BW).
À Völs, le soudeur Stefan Mailänder est l'un des utilisateurs du TransSteel 5000 avec son document de conformité. Il résume ainsi son expérience d'utilisateur : « Grâce aux descriptifs des modes opératoires, les paramètres sont définis. Je peux modifier ces paramètres dans des limites déterminées, en fonction de mon expérience. Le logiciel s'adapte immédiatement aux nouvelles valeurs. Par rapport à d'autres systèmes, le soudage est nettement plus facile et tout le process est plus confortable qu'auparavant. »
En tant qu'utilisateurs d'un générateur à onduleur TransSteel entièrement numérique et commandé par microprocesseur, les soudeurs bénéficient d'une fiabilité à toute épreuve et de caractéristiques de soudage parfaites. Les fonctions à commande intuitive, l'amenée de fil innovante, la torche de soudage ergonomique, le design compact, le faible poids ainsi que la conception robuste sont adaptés aux besoins des utilisateurs de l'entreprise Metallbau Dekassian. Il en résulte avant tout une performance système optimale. L'unité de commande et de réglage, reliée au processeur de signal numérique, garantit le maintien de l'état de consigne souhaité pendant toute la durée du process, même en cas de variations.
En résumé : un process toujours précis et sûr, avec des résultats de soudage reproductibles. Des options d'application telles que la commande à distance, en mode manuel ou robot, sont à disposition pour des assemblages de qualité de matériaux dits « classiques » ou d'aciers galvanisés. La fiabilité maximale du process permet de garantir également un apport de matériau constant sur tout l'assemblage. La précision du système de dévidage assure une vitesse d'avance du fil sûre et constante. Le dévidoir, avec son faisceau de liaison et raccord de torche, se présente sous forme d'une unité mobile avec son propre panneau de commande. L'utilisateur peut facilement le transporter à proximité des sites de soudage difficilement accessibles, p. ex. sur un chantier. Il peut le porter en utilisant la poignée ou bien le faire glisser sur des patins fixés latéralement.
Stefan Mailänder résume son expérience pratique : « Le soudage avec le TransSteel est nettement plus simple qu'avec d'autres systèmes. Maintenant que je connais ce système de soudage et ses descriptifs de modes opératoires, je ne veux plus rien utiliser d'autre. »
Metallbau Dekassian
Meinrad Partl a commencé son apprentissage dans les années 70 au sein de l'entreprise Metallbaubetrieb Dekassian, fondée en 1928. Il passe son brevet de maîtrise en 1994 et reprend l'entreprise en 1999. Sous sa direction, l'entreprise est passée de 9 à 17 collaborateurs. L'entreprise s'engage pour la formation et emploie jusqu'à 5 apprentis.
La société fabrique des produits dans toute la gamme de la construction métallique, des garde-corps pour les fenêtres, des portes de garage, des poutres porteuses et jusqu'aux objets de ferronnerie d'art. Les fenêtres d'église sont considérées comme de travaux d'artisanat très exigeants. La société Metallbau Dekassian a équipé les 60 églises d'Innsbruck de fenêtres en acier selon les modèles originaux. Environ 80 % des composants en acier sont soudés à partir d'acier de type S 235 (anciennement St 37) ou S 355 (anciennement St 52). Le reste des pièces est en acier inoxydable ou en aluminium. Les surfaces des composants en acier sont protégés pour moitié avec du zinc ou de la peinture.
Les exigences des clients augmentent en même temps que les possibilités techniques, l'entreprise Metallbau Dekassian investit ainsi à la fois dans la technique et dans la gestion qualité. L'entreprise fut la première à participer à l'initiative « Artisanat de qualité Tyrol » de la Chambre de commerce du Tyrol. Après mise en conformité du système de qualité, elle a obtenu la certification Or en tant qu'entreprise modèle.
TransSteel : Informations et données complémentaires
Grâce à leur code couleur, les galets signalent au premier regard le diamètre du fil et une forme de gorge est nécessaire pour tous les types de matériaux. L'insertion du fil est automatique grâce à la fonction « Wire Feeding ».
Un contrôle spécial de l'amorçage empêche la formation de projections. Trois types d'arc sont disponibles : Steel Root avec un arc électrique fin, souple et stable, convient au soudage de passes de fond et pour combler de larges jeux. Steel Dynamic se caractérise par une pulvérisation axiale concentrée, dure et dynamique, adaptée aux pièces dont l'assemblage doit être particulièrement résistant. L'arc électrique standard est le troisième type à disposition.
Particulièrement bien protégés, les connecteurs sur le refroidisseur et sur le générateur sont coudés pour une utilisation encore plus pratique. Le connecteur innovant FSC (Fronius System Connector) avec un courant constant apporte un plus en matière de qualité et de fiabilité, une meilleure flexibilité ainsi qu'un meilleur confort d'utilisation. Il se trouve à l'avant du dévidoir. Grâce à la centralisation de toutes les commandes, l'utilisateur n'a pas recours à des commandes externes.
Photos / Sélection

1 : Installée à Völs/Tyrol depuis 25 ans, l'entreprise Metallbau Dekassian mise sur la qualité et la satisfaction client.

2 : Le TransSteel 5000 en route pour le chantier où le soudeur l'utilise volontiers en raison de sa flexibilité.

3 : Pour Stefan Mailänder, le Fronius TransSteel 5000 et son document de conformité est devenu un outil indispensable.

4 : Meinrad Partl, soudeur et mécanicien-ajusteur diplômé, et son collaborateur Stefan Mailänder apprécient les avantages techniques et qualitatifs du TransSteel 5000, tout comme la façade parfaitement conçue et l'entraînement des galets innovant.

5 : Les résultats obtenus avec le TransSteel et les descriptifs de modes opératoires de soudage intégrés sont convaincants.

6 : La formation des collaborateurs, la qualité élevée des produits et des clients satisfaits caractérisent la philosophie du directeur général Meinrad Partl.
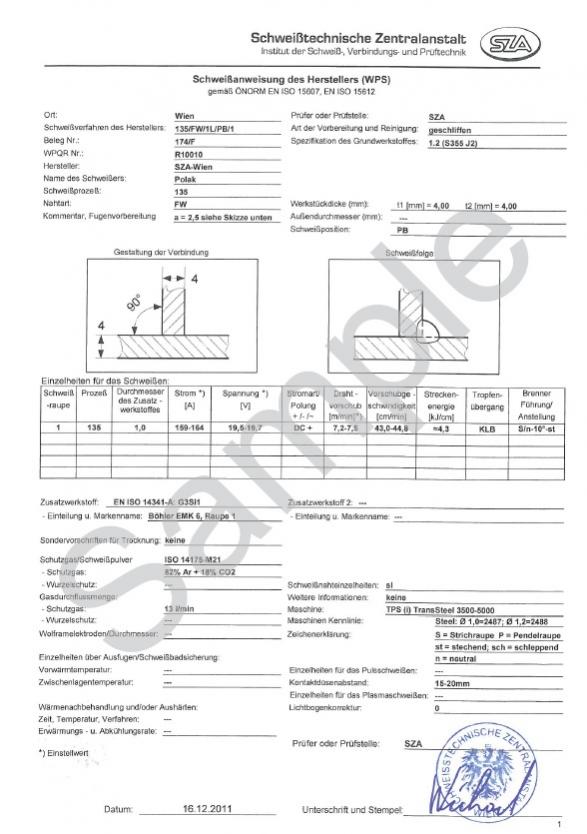
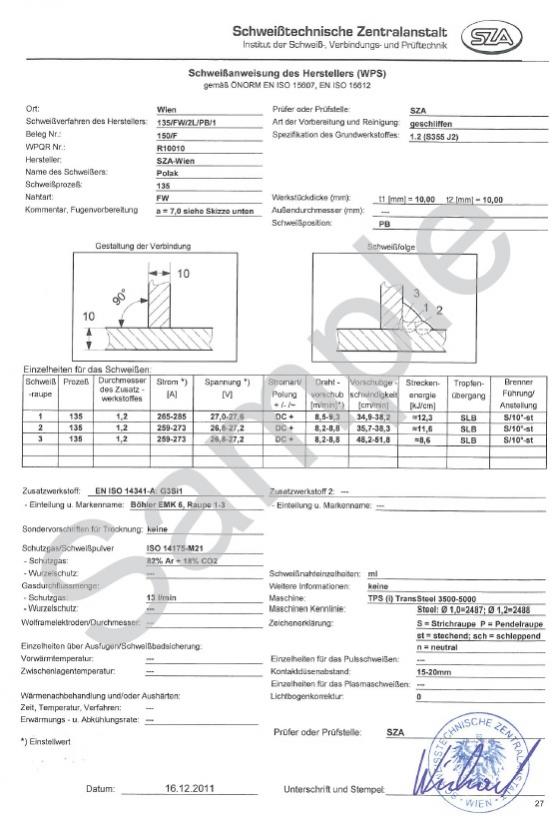
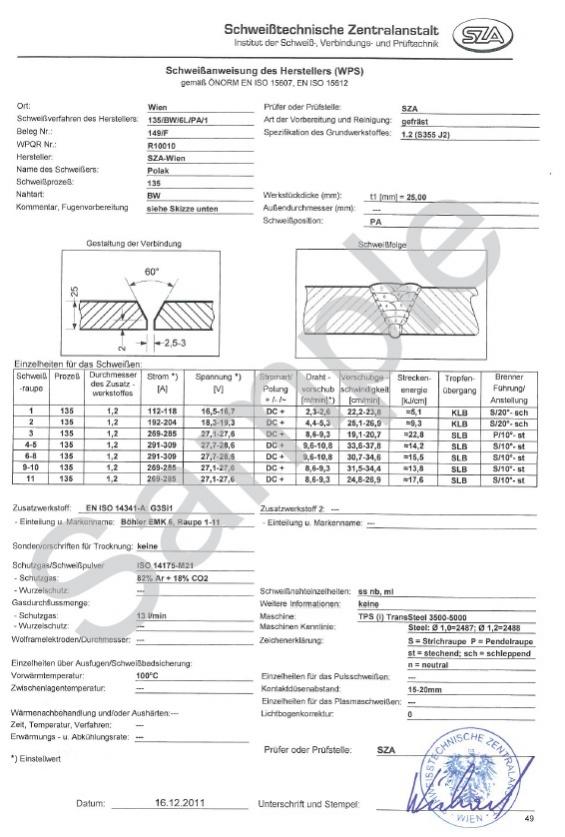
7 : Descriptifs de modes opératoires de soudage pour différentes épaisseurs de matériau, configuration de joints soudés et positions de soudage parmi les 50 définis dans le document de conformité de Fronius.
UtilisateurMetallbau Dekassian Ges.m.b.H
A-6176 Völs, Innsbrucker Straße 55
Tél. +43 512 303 974
Fax +43 512 303 974 - 13
www.metallbau-dekassian.at
Aurélie GOBIN
Division Soudage & chargeurs de batteries
Responsbale Marketing
Fronius France
ZAC du Moulin 8, rue du Meunier
BP 14061
95723 Roissy CDG Cedex / France
Tel : +33 (0)1 39 33 12 08
Fax : +33 (0)1 39 33 12 34
gobin.aurelie@fronius.com / www.fronius.fr
Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
Un petit geste pour soutenir votre site web spécialisé
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal

