
L'article technique aborde le soudage des aciers dissemblables comme l'assemblage d'un acier inoxydable avec un acier carbone non allié .
ESAB améliorant constamment ses produits, se réserve le droit de modifier sans préavis les caractéristiques contenues dans cet article.
D'autre part, les opérations de soudage faisant intervenir de nombreux paramètres qui ne sont pas sous le contrôle d'Esab, le Groupe Esab ne peut être en aucun cas tenu pour responsable du résultat obtenu sauf accord écrit de notre part.
Soudage des aciers dissemblables
Assembler des aciers carbone-manganèse (C/Mn) ou faiblement alliés avec des aciers inoxydables est incontestablement le plus fréquent et plus important exemple pour le soudage des aciers dissemblables, particulièrement pour assembler des aciers C/Mn ou faiblement allié avec des aciers inoxydables austénitiques.
Le soudage des aciers inoxydables avec des aciers C/Mn ou faiblement alliés doit normalement être effectué avec des métaux d'apport qui sont plus fortement alliés et inoxydables que le métal de base.
On peut utiliser deux méthodes.
Le joint chanfreiné sera soudé avec des métaux d'apport fortement alliés et inoxydables, ou bien avec un alliage de base en nickel.
Alternativement, la surface du bord faiblement alliée sera beurrée avec un métal d'apport fortement allié et inoxydable, puis le chanfrein sera rempli avec le métal d'apport de même nuance que le métal de base inoxydable.
Normalement le soudage est effectué sans préchauffage sauf recommandations pour les aciers faiblement alliés particuliers.
Les types de métaux d'apport utilisés le plus fréquemment sont
| Type |
ARC E.E. / SMAW |
MAG / FCAW / GMAW |
| 29Cr 9Ni |
OK 68.81, OK 68.82 |
OK Autrod 16.75 |
| 18Cr 9Ni 6Mn |
OK 67.42, OK 67.45, OK 67.52 |
OK Tubrodur 14.71 |
| OK Autrod 16.95 |
||
| Base Nickel |
OK 92.26 |
OK Autrod 19.85 |
Tableau de sélection des produits d'apport
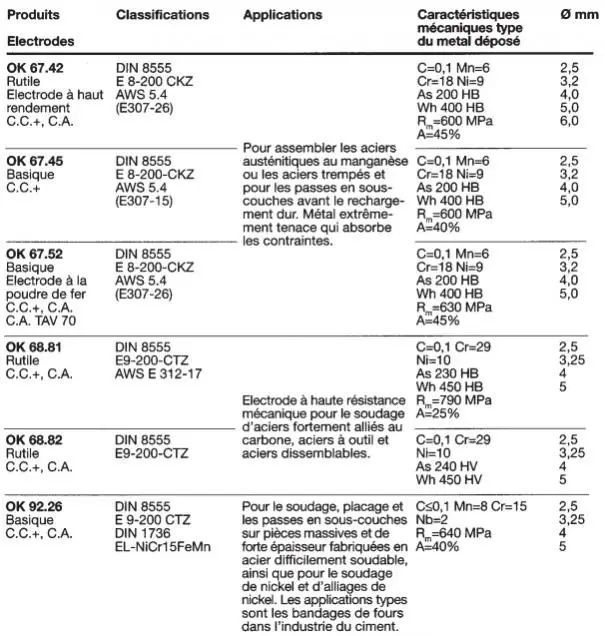
OK 68.81/OK 68.82/OK Autrod 16.75
Pour l'emploi avec forte dilution et les applications à résistance élevée.
Le taux de la ferrite dans le métal d'apport non-dilué est souvent de plus de 40%, cela peut causer des zones de fragilisation à température élevée.
Ces types sont le meilleur choix pour souder des matériaux dont la composition est inconnue.
OK 67.42/OK 67.45/OK 67.52/OK Tubrodur 14.71/OK Autrod 16.95
Ces types déposent un métal complètement austénitique avec une résistance mécanique modérée, mais avec une résistance extrême contre la fissuration.
Le métal déposé est relativement mou ce qui réduit les tensions en présence de martensite et diminue le risque de fissuration par l'hydrogène.
Ce type de métal d'apport de soudage peut être le meilleur choix, si la résistance mécanique est acceptable.
OK 92.26/OK Autrod 19.85
Ceux-ci sont appropriés pour les applications à température élevée et les soudures de haute résistance mécanique au-dessus de 200°C de température de service, comme les aciers au Cr-Mo avec les aciers inoxydables. Ces types ne sont pas sensibles contre la fragilisation et diminuent les contraintes résiduelles dans la soudure par leurs allongements élevés.
Ces types sont aussi aptes au soudage des tôles épaisses (> 25 mm), comme le soudage multi-passes.

