
1 - Tableau 1 - Groupe 1 - Fissures
| Fissures |
|||
| Illustration du défaut | Description du défaut | Causes probables | Remèdes possibles |
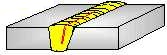  |
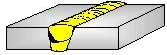
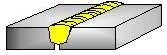
Une fissure (crique) se forme dans le métal déposé lors du refroidissement ou dans le métal de base. | - La section de la soudure est trop faible - Le cratère de terminaison est trop profond - Régime thermique trop froid - Matériau sensible à la fissuration ou difficilement soudable. -Absence de talon |
- Diminuer la vitesse de soudage - Charger le cratère de terminaison en fin de cordon - Préchauffer le matériau avant soudage. - Adapter l'ordre d'exécution des cordons - Modifier la préparation du joint |
2 - Tableau 2 - Groupe 2 - Cavités
| Soufflures / Porosités / Piqûres |
|||
| Illustration du défaut | Description du défaut | Causes probables | Remèdes possibles |
  |
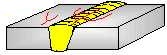
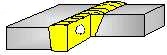
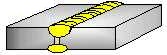
De nombreuses soufflures (poches de gaz) se forment dans le métal fondu ou débouchent à la surface du cordon de soudure (trou d'épingle). | - La protection gazeuse est inadaptée ou absente - Les pièces sont humides, grasses, huilées, peintes ou revêtues - La solidification du bain de fusion est trop rapide (régime thermique trop froid) |
- Choisir un gaz de protection endroit et un débit adaptés - Sécher, nettoyer et dégraisser convenablement vos pièces avant soudage - Diminuer la vitesse d'avance ou augmenter l'intensité de soudage |
3 - Tableau 3 - Groupe 3 - Inclusions solides
| Inclusions solides |
|||
| Illustration du défaut | Description du défaut | Causes probables | Remèdes possibles |
 |
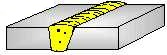
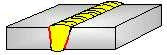
Le laitier ou flux solide est emprisonné dans le métal déposé. | - Le nettoyage entre passes et couches est insuffisant - L'intensité de soudage est trop faible ou le laitier passe devant l'arc - La répartition des passes de soudure est inadaptée |
- Décoller correctement le laitier emprisonné et meuler entre passes - Adapter l'intensité de soudage et le diamètre des électrodes - La répartition et le profil des passes doivent être adaptés. Éviter les angles fermés |
 |
L'électrode infusible de tungstène en TIG ou PLASMA se désagrège dans le métal fondu. | - La qualité ou le diamètre de l'électrode de tungstène sont inadaptés - L'électrode infusible rentre en contact avec le bain de fusion ou le métal d'apport. - L'intensité de soudage est trop élevée par rapport au diamètre de l'électrode |
- Choisir un type d'électrode infusible adapté aux travaux de soudage - Éviter tout contact de l'électrode de tungstène avec le bain de fusion ou le fil d'apport. - Le diamètre et l'affûtage de l'électrode doit être adapté à la densité de courant |
4 - Tableau 4 - Groupe 4 - Manque de fusion et de pénétration
| Manque de fusion / collage |
|||
| Illustration du défaut | Description du défaut | Causes probables | Remèdes possibles |
 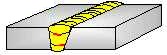 |
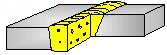
Manque de liaison et d'accrochage du métal fondu avec le métal de base ou bien encore entre deux passes de métal déposé. | - L'énergie de soudage est trop faible - Le régime thermique de soudage est trop froid - La répartition des passes de soudure est inadaptée |
- Augmenter l'intensité de soudage - Utiliser un gaz de protection dit chaud - Préchauffer les pièces massives - La répartition et le profil des passes doit être adaptés. Éviter les angles fermés |
| Manque de pénétration |
|||
| Illustration du défaut | Description du défaut | Causes probables | Remèdes possibles |
  |
Le cordon de soudure n'est pas continu à l'arrière du joint ou les cordons de soudure de la face endroit et envers de la pièce ne se rejoignent pas à c'ur. | - Mauvaise préparation du joint à souder - Intensité trop faible ou vitesse d'avance trop rapide. - Le diamètre de l'électrode enrobée est trop important pour la passe de pénétration. |
- Diminuer le talon, augmenter le jeu, augmenter l'angle de chanfrein - Augmenter l'intensité de soudage - Utiliser un gaz de protection dit chaud - Opter pour un diamètre plus faible |
5 - Tableau 5 - Groupe 5 - Défauts de forme
| Défaut de forme / Caniveau ou morsure |
|||
| Illustration du défaut | Description du défaut | Causes probables | Remèdes possibles |
  |
Des sillons plus ou moins creux sont répartis de part et d'autre des bords de la soudure et s'étendent sur une longueur plus ou moins importante. Manque de métal générant des amorces de rupture. | - Vitesse de soudage excessive - Balancement et oscillation de l'arc inadaptés |
- Diminuer la vitesse de soudage afin que le métal fondu comble les sillons. - Adapter un balancement avec un arrêt sur chaque bord de la soudure |
| Défaut de forme / Surépaisseur excessive |
|||
| Illustration du défaut | Description du défaut | Causes probables | Remèdes possibles |
 |
Surépaisseur importante, cordon bombé, excès de matière en finition avec un angle de raccordement trop faible | - Énergie de soudage insuffisante (vitesse de soudage trop faible et intensité inadaptée) |
- Augmenter la vitesse de soudage et l'intensité. - Augmenter la tension en MIG/MAG |
| Défaut de forme / Excès de pénétration |
|||
| Illustration du défaut | Description du défaut | Causes probables | Remèdes possibles |
 |
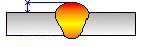
Surépaisseur interne importante, cordon de pénétration bombé, excès de matière à la racine du cordon de soudure. | - Énergie de soudage excessive (vitesse de soudage trop faible et intensité trop forte) - Préparation de joint inadaptée |
- Augmenter la vitesse de soudage et diminuer l'intensité. - Diminuer le jeu entre les bords des pièces |
| Défaut de forme / Effondrement du cordon |
|||
| Illustration du défaut | Description du défaut | Causes probables | Remèdes possibles |
 |
Manque de métal par affaissement par gravité du bain de fusion. | - Volume de bain de fusion trop important - Énergie de soudage excessive (vitesse de soudage trop faible et intensité trop forte) |
- Augmenter la vitesse de soudage et diminuer l'intensité. - Diminuer le jeu entre les bords des pièces |
| Défaut de forme / Manque d'épaisseur du cordon |
|||
| Illustration du défaut | Description du défaut | Causes probables | Remèdes possibles |
| |
Manque de métal en surface sur le cordon de finition. | - Volume de métal déposé insuffisant en passes de finition | - Diminuer la vitesse de soudage. - Augmenter l'apport de métal en TIG et PLASMA |
6 - Quelques liens Internet utiles
7 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
