
Cet article aborde l'influence des modifications de paramètres.
1 - Généralités
Le tableau ci-dessous donne, à titre d'information, l'influence de la modification de chaque paramètre de soudage en MIG/MAG en courant pulsé.
Il est important de se rappeler les points suivants lors du réglage :
[*]La longueur terminale (stick-out) du fil-électrode doit être d'environ 12 à 15 mm.
[*]Lorsque l'intensité de soudage est trop élevée (courant de crête et courant de base), le risque de fusion entre le fil électrode et le tube contact est important.
[*]Le transfert d'arc est de type globulaire (à grosses gouttes) lorsque l'intensité de crête est trop faible.
[*]La vitesse de dévidage du fil-électrode (qui pour mémoire détermine l'intensité du courant) doit être en rapport avec la vitesse de fusion du fil. Une trop grande vitesse de dévidage du fil-électrode génère un piqué du fil dans le bain de fusion avec un arc court et instable et à l'inverse une vitesse de dévidage de fil trop faible occasionne la fusion du fil dans le tube contact.
2 - Tableau de l'influence des modifications des paramètres
| INLUENCE DES PARAMÈTRES DE SOUDAGE EN MIG/MAG PULSE | ||
| DESSIN | COURBE GRAPHIQUE DE L'ARC | INFLUENCE |
 |
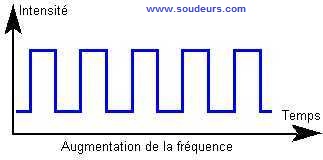 |
L'augmentation de la fréquence de pulsation du courant augmente l'énergie, la longueur d'arc, le taux de fusion, le mouillage du cordon et l'intensité moyenne de soudage |
 |
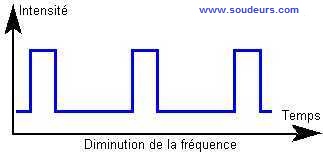 |
La diminution de la fréquence de pulsation du courant diminue l'énergie, la longueur d'arc, le taux de fusion et l'intensité moyenne de soudage |
 |
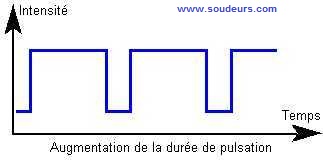 |
L'augmentation de la durée de pulsation du courant augmente l'énergie, la longueur d'arc, la pénétration du cordon de soudure, le taux de fusion et l'intensité moyenne de soudage |
| |
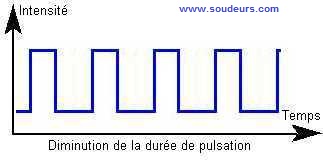 |
La diminution de la durée de pulsation du courant diminue l'énergie, la longueur d'arc, la pénétration du cordon de soudure, le taux de fusion et l'intensité moyenne de soudage |
| |
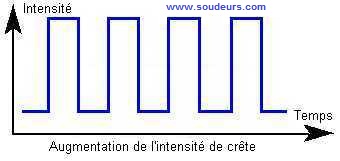 |
L'augmentation de l'intensité de crête augmente l'énergie, la longueur d'arc, le taux de fusion et l'intensité moyenne de soudage. Une intensité de crête élevée produit une force d'arc plus grande et beaucoup de fines gouttelettes de métal |
| |
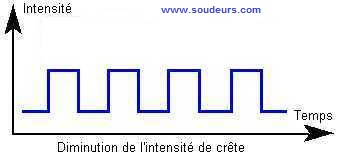 |
La diminution de l'intensité de crête diminue l'énergie, la longueur d'arc, le taux de fusion et l'intensité moyenne de soudage. |
3 - Quelques liens Internet utiles
4 - Vos commentaires utiles sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Votre message sera vu et lu uniquement par les lecteurs de cet article
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Veuillez respecter la ligne éditoriale de l'article technique en question.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
5 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal

