
1 - Le but du STT
La recherche et le développement débute en 1985. Le but est de concevoir un procédé de soudage semi automatique type MAG avec un transfert en court circuit qui élimine les projections avec une protection gazeuse à la torche de 100% CO2.
2 - Les succès principaux
[*]Réduction des projections en 100% CO2
[*]Permet l'utilisation de fils électrode de diamètre supérieur
[*]Réduit les fumées de soudage
[*]Possibilité de contrôler le courant de soudage indépendamment de la vitesse de dévidage du fil
3 - Résultats
[*]La technologie permettant de réduire les projections produit du même coup un arc très stable spécialement à bas courant.
[*]C'est un gros avantage pour le soudage MAG/GMAW de tubes fixes en position axe horizontal (position codifiée 5G selon l'ASME ou PF selon les normes européennes)
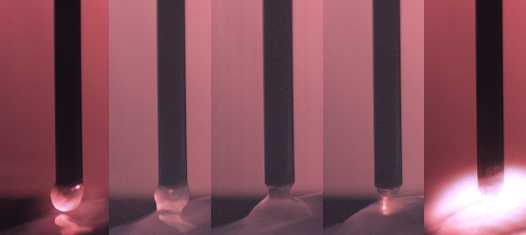
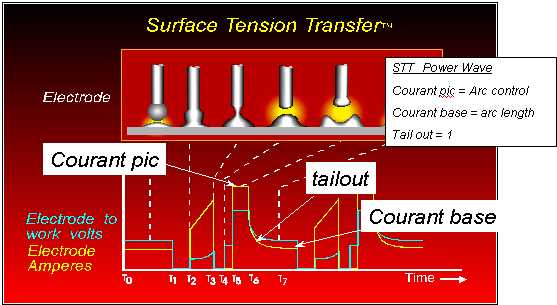
4 - L'arc du STT en photographie
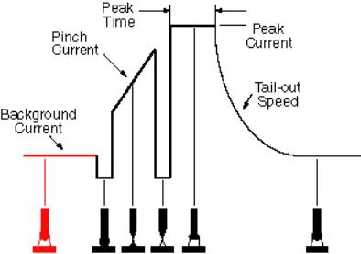
5 - Le courant de base ou background current
 |
 |
[*]Intensité avant le court-circuit dans le bain de fusion de soudage
[*]Contribue à l'apport énergétique global
[*]Maintient l'arc électrique
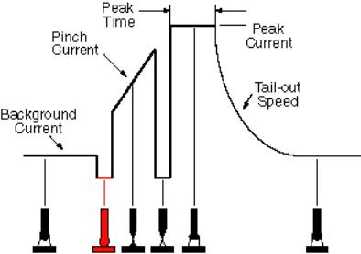
6 - Le court-circuit ou short-arc
 |
 |
[*]En réponse à "l'arc voltage detector" qui détecte le court-circuit, le courant électrique est réduit lorsque le fil touche le bain.
[*]Cette réduction du courant de soudage permet à l'extrémité du fil de fondre et de mouiller le bain de fusion au lieu de le percuter comme dans le MAG court-circuit traditionnel.
[*]C'est la raison et la conséquence du faible taux de projections métalliques
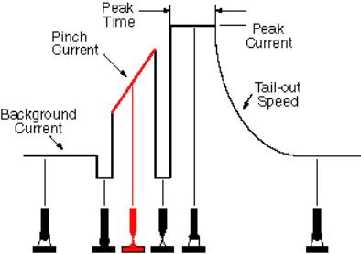
7 - Le Pinch Current
 |
 |
[*]Un courant de soudage élevé est immédiatement appliqué après le court-circuit
[*]Cette augmentation induit et force la séparation de la goutte de métal de l'extrémité du fil d'apport
[*]La technologie STT calcule automatiquement et électroniquement quand la séparation de la goutte doit avoir lieu et réduit le courant juste avant afin d'éliminer les projections métalliques explosives.
8 - La deuxième réduction du court-circuit
 |
 |
[*]Le courant de soudage est rapidement réduit avant que la goutte ne soit transférée dans le bain de fusion, réduisant par voie de conséquence les projections.
[*]L'arc électrique est rétablit à très basse intensité
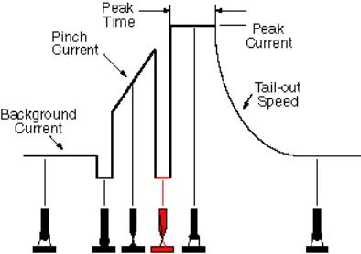
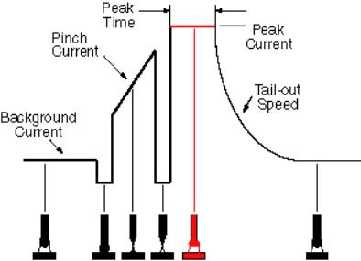
9 - Le courant de pic ou Peak Current et Peak Time
 |
 |
[*]Un très haut courant est appliqué après ré-établissement de l'arc électrique
[*]L'arc est momentanément en sur-intensité produisant un fort échauffement de la pièce à souder, assurant ainsi une bonne fusion.
10 - Le Tail-Out Speed
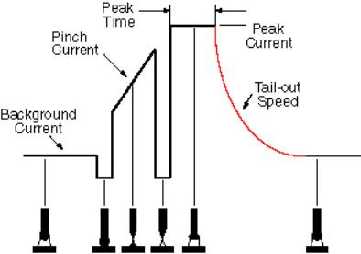 |
[*]Réduction du courant de pic (Peak Current) à la valeur du courant de base (Background-current)
[*]Réduction de l'agitation du bain de fusion
[*]Contrôle fin de l'énergie de soudage
11 - Le cycle complet du STT
 |
12 - Passe de pénétration en STT
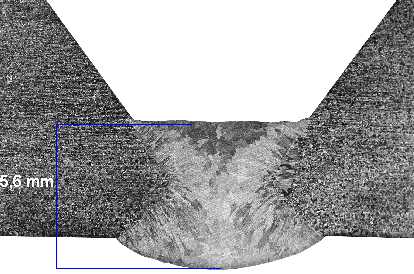 |
[*]L'épaisseur de métal déposé en première passe de pénétration est de l'ordre de 5 mm
[*]Ceci évite les perforations et les défoncements de la première passe lors du remplissage
13 - Avantages du procédé STT par rapport au procédé TIG/GTAW
[*]Environ 4 fois plus rapide
[*]Soudage en position verticale descendante
[*]Soudure de qualité radio
[*]Formation rapide du personnel soudeur
[*]Soudage possible des aciers carbone, aciers inoxydables et alliages de nickel
[*]Possibilité d'utiliser un gaz 100% CO2 sur aciers carbone
[*]Tous mélanges gazeux possibles
14 - Avantages du procédé STT par rapport au procédé MAG/GMAW court-circuit
[*]Élimination du risque de collage
[*]Meilleur contrôle du bain de fusion
[*]Soudure de qualité radio
[*]Formation rapide du personnel soudeur
[*]Moins de projections métalliques et fumées de soudage
[*]Possibilité d'utiliser un gaz 100% CO2 sur aciers carbone
[*]Tous mélanges gazeux possibles
15 - Analyse de la réduction de fumées de soudage
| Fil électrode et gaz | MAG court-circuit | STT LINCOLN ELECTRIC |
| Fil Ø 1,2 mm acier carbone S3 + 100% CO2 | 1,49% | 0,68% |
| Fil Ø 1,2 mm acier inox 308LHS + 90% He + 7,5% Ar + 2,5% CO2 | 0,57% | 0,26% |
16 - Quelques liens Internet utiles
17 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

