
1 - Généralités de la méthode de soudage
Cette technique de soudage demande une bonne dextérité et une coordination de la part des deux soudeurs affectés au travail.
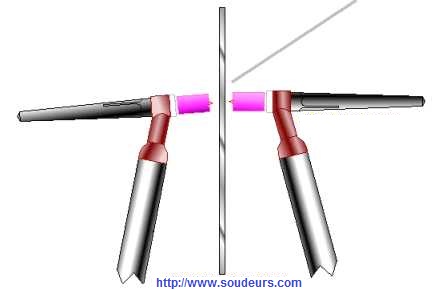
Il n'y a qu'un soudeur qui apporte le métal d'apport dans le joint. Son arc de soudage est placé à quelques millimètres au dessus de l'arc du deuxième soudeur placé à l'envers du joint. Le premier opérateur est celui qui apporte le métal d'apport.
Le deuxième opérateur est celui qui assure la sortie du métal. Il est en principe à l'intérieur de la virole à souder.
2 - Intensité de soudage à appliquer
| INTENSITÉ MOYENNE A APPLIQUER PAR CHAQUE SOUDEUR | ||
| Epaisseur à souder | Chanfrein | Intensité par soudeur |
| 2 à 2,5 mm | Bord droit | 20 à 30 Ampères |
| 3 mm | Bord droit | 30 à 40 Ampères |
| 4 mm | Chanfrein en Vé | 50 à 60 Ampères |
| 5 mm | Chanfrein en Vé | 60 à 70 Ampères |
| 6 mm | Chanfrein en X | 60 à 80 Ampères |
| 8 mm | Chanfrein en X | 80 à 100 Ampères |
| 10 mm | Chanfrein en X | 90 à 100 Ampères |
3 - Préparation des joints à souder
[*]Pointage régulier et soigné.
[*]Protection gazeuse envers des points
[*]Planage des points pour minimiser les décalages des bords
[*]Dégraissage soigné des rives
4 - Positionnement de la pièce à souder
Les pièces à souder seront placées dans un lieu à l'abri des courants d'air.
Le positionnement des soudures sera orienté à l'opposé de toute porte de passage.
4 - 1 - Longitudinale de viroles
Les viroles de petites dimensions seront placées axe vertical sur des tréteaux afin de pouvoir mettre en place les plaquettes d'amorçage en bout de la longitudinale.
Cette méthode permet d'éviter la mauvaise position du soudeur en début de soudage.
Les viroles de grande hauteur seront placées axe vertical sur des cales afin de pouvoir mettre en place les plaquettes d'amorçage en bout de la longitudinale.
4 - 2 - Circulaire de viroles
Les viroles seront placées axe vertical. Un échafaudage sera placé à l'extérieur et à l'intérieur de la virole afin d'assurer le positionnement aisé et sécurisé des soudeurs.
5 - Électrode réfractaire de tungstène
[*]Affûtage soigné et correct de la pointe à bout arrondi tout au long du soudage.
[*]Sortir l'extrémité du tungstène de 4 à 6 mm du bord de la buse en céramique.
[*]Utiliser un diamètre intérieur de buse de 11 mm.
[*]Utiliser un diamètre de tungstène adapté au courant de soudage.
6 - Positionnement de la torche de soudage
[*]Inclinaison du corps de torche de 65° à 75° par rapport à la soudure.
[*]Inclinaison de 20° par rapport au plan horizontal.
[*]20° en dérive maximale vers la droite.
[*]Tenir la torche d'une façon souple pour éviter les tremblements et les crispations.
[*]Faire un essai de passage à blanc pour vérifier la position correcte.
7 - Le métal d'apport
[*]L'apport de métal doit être régulier par petites gouttes.
[*]L'extrémité de la baguette d'apport ne doit pas sortir du cône d'inertage.
[*]La baguette de métal d'apport doit glissée entre les doigts du soudeur.
[*]Le port d'un gant de cuir très fin est recommandé.
8 - Décalage des torches de soudage
8 - 1 - Cordon trop plat
[*]Manque d'intensité.
[*]Vitesse d'avance trop importante.
[*]Le soudeur assurant la sortie du métal est trop haut par rapport au bain.
[*]La torche est trop inclinée par rapport au joint.
[*]Mauvaise visibilité de la surépaisseur par le soudeur
8 - 2 - Cordon trop bombé
[*]Intensité trop importante.
[*]Vitesse d'avance trop lente.
[*]Le soudeur assurant la sortie du métal est trop bas par rapport au bain.
[*]La torche n'est pas assez inclinée par rapport au joint.
[*]Longueur d'arc trop importante.
9 - Mouvement de la torche de soudage
[*]Un mouvement en avant et en arrière de la torche est recommandé avec une longueur d'arc constante pour obtenir un aspect régulier et une fusion correcte.
[*]Éviter le mouvement latéral de la torche.
10 - Présence d'une oxydation du cordon
[*]Courant d'air important ou effet de cheminée.
[*]Longueur d'arc trop grande.
[*]Débit d'argon insuffisant ou prise d'air dans les canalisations.
[*]Extrémité du fil d'apport oxydé
[*]Le soudeur assurant la sortie du métal est trop haut par rapport au bain.
11 - Meulage des reprises de soudage
[*]Chaque arrêt de soudage est meulé dans le sens long de la soudure.
[*]Le meulage est réalisé en forme de sifflet.
12 - Présence de caniveaux
[*]Ampérage trop important.
[*]Longueur d'arc trop grande.
[*]Vitesse d'avance trop grande.
[*]Mouvement latéral de torche intempestif.
[*]Manque d'apport de métal.
13 - Présence de soufflures
[*]Mauvais apport du métal (grosses gouttes, trop grosse quantité).
[*]Mauvais dégraissage des bords à souder.
[*]Débit d'argon trop important à la torche.
[*]Avance trop rapide.
14 - Photographie d'un soudage en corniche

15 - Quelques liens Internet utiles
16 - Vos commentaires utiles sur cet article
Vous avez la possibilité, en qualité de visiteur et membre du site, d'apporter votre contribution, vos commentaires sur cet article technique en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire .
Votre message sera vu et lu uniquement par les lecteurs de cet article. Veuillez respecter la ligne éditoriale de l'article technique en question.
Ce partage de connaissances et de pratiques entre membres permet l'amélioration du contenu technique et sa compréhension.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

