
1 - Définition du procédé de soudage
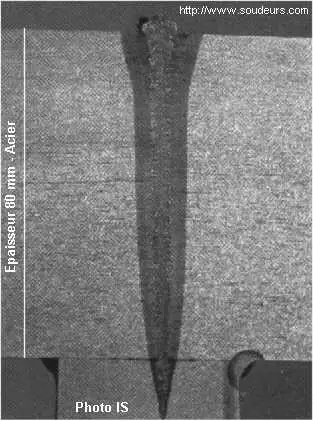
| Le soudage par faisceau d'électrons, comme le soudage laser, fait partie des procédés de soudage dits « à haute énergie ». C?est un procédé caractérisé par une concentration très importante d'énergie en un point donné. Cette concentration thermique du faisceau, très focalisé, permet d'obtenir des densités de puissance de l'ordre de 10 à 100 MW par cm[SUP]2[/SUP]. Contrairement aux procédés conventionnels, les procédés à haute énergie ne réalisent pas la fusion des matériaux à souder par transfert thermique de la surface vers l'intérieur de la pièce mais bénéficient de la formation d'un capillaire ou keyhole rempli de vapeurs métalliques. La formation de ce capillaire permet donc un transfert direct de l'énergie au c'ur de la matière, permettant ainsi l'obtention de cordons de soudure beaucoup moins larges que pénétrants. |
 |
2 - Principe du procédé de soudage
Le principe de base du procédé par faisceau d'électrons (F.E.) est la transformation de l'énergie cinétique d'un faisceau d'électrons en énergie calorifique. Le processus de soudage est réalisé dans une chambre à vide de l'ordre de 10-6 mbar à 10-7 mbar (10-4 Pa à 10-5 Pa). Le faisceau d'électrons est généré par un canon lui-même placé sous vide.
| TABLEAU DE CORRESPONDANCE DES UNITÉS DE PRESSION | |||
| Vaut | Atmosphère | Pascal | mbar |
| 1 Atmosphère (Atm) | 1 | 1,013 x 10 [SUP]5[/SUP] | 1013 |
| 1 Pascal (1 Pa) | 9,87 x 10 [SUP]- 6[/SUP] | 1 | 1 x 10 [SUP]- 2[/SUP] |
| 1 millibar (1 mbar) | 9,87 x 10 [SUP]- 4[/SUP] | 1 x 10 [SUP]2[/SUP] | 1 |
3 - Constitution d'une installation de soudage par faisceau d'électrons
[*]Un canon à électrons avec son générateur de puissance
[*]Une enceinte résistante au vide pour recevoir les pièces à souder.
[*]Un système de pompage pour réaliser le vide poussée dans l'enceinte
[*]Un système mécanique pour positionner et déplacer les pièces
[*]Un système précis de visée du faisceau
[*]Un coffret de commande et de réglage du cycle de soudage (commande numérique)
| La cathode (-) (filament réalisé en Tungstène ou en Tantale) du canon à électrons est traversée par un courant de faible tension (de l'ordre de 5 V) et de forte intensité (de 50 à 500 mA). La cathode s'échauffe et émet des électrons par effet thermoélectrique. L'anode (+) est soumise à une forte tension de l'ordre de 25 000 à 250 000 Volts. La différence de potentiel attire et accélère les électrons. Le faisceau d'électrons passe au milieu de l'anode qui assure une première focalisation. La trajectoire des électrons est influencée par les champs électromagnétiques. La focalisation du faisceau d'électrons est assurée par des bobines magnétiques de correction, des bobines de focalisation et des bobines de déflexion. Le soudage sous vide a pour avantage important qu'il n'y a pas d'oxydation ou d'interaction avec l'azote ou l'hydrogène. Il est possible de souder sous vide élevé (10-3 à 10-6 mbar); ceci donne la pureté maximale, une grande précision et le rapport hauteur/largeur de la soudure le plus élevé. Sous vide moyen/faible (10-1 à 10-3 mbar), on peut également travailler dans un espace pur mais le faisceau est plus dispersé. |
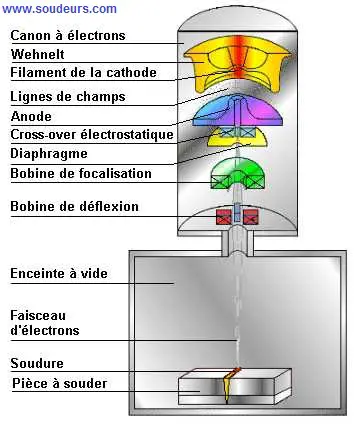 |
Le wehnelt est une électrode qui entoure la cathode et contribue à faire converger le faisceau d'électrons vers le centre de l'anode.
4 - Avantages du procédé de soudage
[*]Procédé de soudage entièrement automatique
[*]Soudures de faibles dimensions
[*]Soudage de pièces très épaisses (de l'ordre de 200 mm sur l'acier)
[*]Très faible oxydation des joints soudés (absence d'air).
[*]Soudage de matériaux très réactifs à l'oxydation (zirconium, tantale, titane).
[*]Très faibles déformation des pièces soudées (zone fondue faible).
[*]Zone affectée thermiquement (ou Z.A.T.) très faible.
[*]Grandes vitesses de soudage supérieures au mètre / minute.
[*]Soudage de matériaux hétérogènes sans métal d'apport (cuivre/inox).
5 - Contraintes du procédé de soudage
[*]Investissement très important.
[*]Matériels sophistiqués
[*]Positionnement précis des pièces.
[*]Préparation soignée des assemblages par usinage.
[*]Accostage précis des pièces à souder (1/100 mm)
[*]Soudage sous vide poussé
[*]Les matériaux à souder doivent être amagnétiques ou démagnétisés.
[*]Le dimensionnement des pièces est limité par la chambre à vide.
[*]Impossibilité de souder des matériaux contenant du magnésium et du zinc (volatils)
6 - Domaine d'application du procédé de soudage
[*]Soudage des aciers carbone jusqu'à 200 mm
[*]Soudage des aciers inoxydables jusqu'à 100 mm
[*]Soudage des nickels et de ses alliages jusqu'à 100 mm
[*]Soudage des alliages d'aluminium jusqu'à 300 mm
[*]Soudage du titane et de ses alliages jusqu'à 50 mm
[*]Soudage du zirconium et de ses alliages jusqu'à 50 mm
[*]Soudage du cuivre et de ses alliages jusqu'à 15 mm
7 - Paramètres de soudage
Les paramètres qui permettent de faire varier le faisceau d'électrons sont définis ci-dessous :
7 - 1 - Intensité du courant cathodique
L'intensité du courant donc l'échauffement de la cathode permet de faire varier le nombre d'électrons.
Les valeurs de la haute tension vont de 30 à 150 kV.
Quand le courant de soudage augmente (ou donc quand la quantité d'électrons qui atteint la pièce par seconde, augmente), la pénétration augmente également.
La pénétration augmente également quand la différence de potentiel augmente.
7 - 2 - Tension de l'anode
L'augmentation de la tension de l'anode assure l'augmentation de la vitesse et de l'énergie cinétique des électrons.
Les valeurs de la tension du courant de soudage de 1mA à 1A
7 - 3 - Focalisation du faisceau d'électrons
La variation du champ magnétique de la bobine de focalisation permet d'obtenir une concentration plus ou moins importante du faisceau d'électrons sur la surface de la pièce.
Quand le foyer du faisceau est au-dessus du bain, on a une pénétration peu profonde.
Quand le foyer du faisceau est en dessous du bain, on a un bain en forme de V.
7 - 4 - Vitesse de soudage avec le faisceau d'électrons
Vitesse de soudage: vitesse relative du faisceau par rapport à la pièce (m/min).
Quand la vitesse de soudage augmente, la pénétration diminue
Tous ces paramètres, ainsi que le cycle et la vitesse de soudage sont contrôlés et asservis par une commande numérique.
8 - Matériels utilisés pour la mise en ?uvre du vide
Le vide est obtenu par l'évacuation de l'air de l'enceinte de soudage, à l'aide d'une pompe primaire de type mécanique pouvant atteindre 10 [SUP]?2 [/SUP]Pa.
Un second pompage est réalisé avec une pompe secondaire de type moléculaire pour atteindre une dépression de 10 [SUP]?4 [/SUP]Pa à 10 [SUP]?5 [/SUP]Pa.
9 - Quelques préparations de joints
| TABLEAU DES PRÉPARATIONS D'ASSEMBLAGE | |
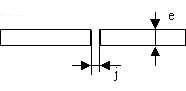 |
Bord à bord : jeu maxi : < 0.05 x épaisseur |
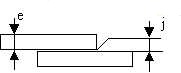 |
Clin : jeu maxi : < 0.05 x épaisseur |
 |
Recouvrement : jeu maxi : < 0.2 épaisseur |
10 - Les défauts de soudage
Le soudage par faisceau d'électrons impose des exigences élevées à la préparation du joint de soudage.
Toute impureté ou graisse doit être enlevée.
Sinon le temps de création du vide est beaucoup trop long.
De plus, les pièces doivent être démagnétisées.
Chaque source de magnétisme (par ex. un outil comme un tournevis resté dans l'enceinte) cause une déviation du faisceau d'électrons. Les pièces à assembler sont amenées à fusion sans métal d'apport. Les pièces doivent donc être très bien adaptées à la soudure.
De plus, il faut travailler d'une façon très précise de telle sorte que la soudure ne soit pas ratée en raison d'un mince faisceau
On peut choisir de travailler en pleine pénétration ou avec une pénétration partielle.
Les deux ont leurs avantages et leurs inconvénients.
Une pleine pénétration donne un aspect moins esthétique: la soudure peut avoir une surépaisseur, présenter un effondrement ou des morsures.
L'avantage est qu'il y a moins de risques d'avoir des porosités.
Dans le cas où on n'a pas de pleine pénétration, on peut avoir du gaz qui reste emprisonné à la racine de la soudure.
Avec une pénétration partielle, une profondeur irrégulière de pénétration peut apparaître, ce qui peut provoquer parfois une mauvaise
soudure.
Ce type de défaut s'appelle ?spikes' (ou 'doigts de gant').
Un joint sans pleine pénétration a toujours un bel aspect extérieur.
Comme on n'utilise pas de métal d'apport et en raison du grand rapport hauteur/largeur, on a un plus grand risque d'avoir des fissures
verticales ou des fissures à chaud.
Le faisceau d'électrons permet également de réaliser des soudures dans des endroits difficilement accessibles.
Le faisceau très mince peut être dirigé, au travers d'un trou ou d'une fente, vers l'emplacement de la soudure.
Par exemple, un anneau peut être soudé en une seule passe du côté supérieur et du côté inférieur tandis qu'avec un autre procédé de soudage, il sera difficilement ou pas accessible du côté inférieur.
11 - Quelques liens Internet utiles
12 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

