
Le soudage TIG orbital mécanisé automatisé est souvent employé avec des matériaux de haute qualité.
1 - Définition du procédé de soudage
Cette page est rédigée en partie à partir de la documentation technique et commerciale ESAB.
L'utilisation de ce procédé est dicté par des impératifs sévères de qualité et d'aspect des soudures.
Il est utilisé principalement en automatique pour le raboutage bout à bout de tubes fixes.
Nous vous invitons à lire la page TIG Manuel pour appréhender le procédé.
2 - Principe du procédé de soudage
| La torche de soudage est reliée sur la borne électrique de sortie négative du générateur de soudage à courant continu ou alternatif. La masse est reliée au générateur sur la borne positive et est placée sur la pièce à souder. Une alimentation en gaz de soudage inerte est branchée sur le poste par l'intermédiaire d'une bouteille et d'un détendeur / débitmètre. Avec un équipement d'amorçage par haute fréquence, l'arc de soudage est allumé par l'intermédiaire d'un étincelage d'arc électrique de plusieurs milliers de volts avec une fréquence de 1 à 2 MHz délivré entre l'électrode de tungstène et la pièce pendant un très court instant. Le suivi du joint est réalisé par une molette en contact avec la surface du tube ou avec une régulation de la tension d'arc qui règle la hauteur de l'arc automatiquement. |
 |
3 - Avantages du procédé TIG Orbital
[*]Soudage de grandes séries de pièces
[*]Utilisation dans les milieux hostiles à l'homme
[*]Utilisation possible dans les espaces confinés à accessibilité réduite
[*]Aspect et finition de cordon de très grande qualité
[*]Maîtrise parfaite du cordon de pénétration en toutes positions
[*]Grande répétitivité de production
[*]Aucune préparation de joint sur les faibles épaisseurs (< 3 mm)
[*]Procédé complètement automatisé
[*]Excellentes qualités de joint et bonnes caractéristiques mécaniques
[*]Peu de nuisance environnementale
4 - Domaines d'application du procédé TIG Orbital
[*]Industrie nucléaire
[*]Industrie agro-alimentaire
[*]Industrie chimique
[*]Industrie pétrochimique
[*]Industrie automobile
[*]Industrie aéronautique
5 - Installation de soudage du procédé TIG Orbital
[LIST=1]
[*]Un générateur de courant continu ou alternatif (principalement pour l'aluminium).
[*]Un coffret de commande de la programmation des paramètres
[*]Un dévidoir automatique de fil d'apport et sa gaine guide-fil.
[*]Une tête de soudage avec torche (avec ou sans refroidissement) avec câble conducteur
[*]Une unité ou groupe réfrigérant à circuit fermé (lors d'utilisation à forte intensité)
[*]Une bouteille de gaz industriel avec détendeur/débitmètre et boyaux d'alimentation
[*]Une pince de masse avec câble conducteur
[*]Un masque avec verres teintés spéciaux numéro 10 à 13
[*]Une combinaison de soudeur et gants en cuir souple
[*]Une brosse métallique
[*]Une meuleuse d'angle électrique ou pneumatique pour les reprises.
[*]Des écrans ou rideaux de protection
[*]Une ventilation efficace dans les endroits confinés
6 - Les différentes types de tête de soudage du procédé TIG Orbital
| Les têtes de soudage dites fermées sont principalement utilisées sur les tubes de faible diamètre et faible épaisseur. Le soudage est réalisé sans métal d'apport. |
 |
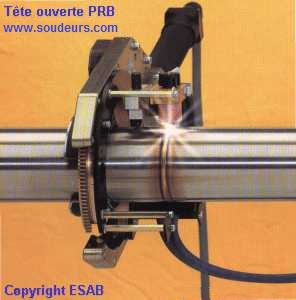
| Les têtes de soudage dites ouvertes sont principalement utilisées sur les tubes de 14 à 220 mm de diamètre. Chaque tête de soudage couvre une fourchette de diamètre. Le soudage est réalisé avec ou sans apport de métal d'apport. Une régulation de l'arc de soudage peut être ajoutée à ce type de tête. |
 |
| Cette tête de soudage est spécialement étudiée pour souder les tubes sur plaque tubulaire (faisceaux tubulaires). Un dispositif de centrage interne tube accompagné d'un système de trépied ou de cloche circulaire permet de positionner la torche de soudage au droit du joint à souder. Le soudage est réalisé avec ou sans métal d'apport. |
 |
7 - Les différents gaz industriels de soudage du procédé TIG Orbital
| GAZ DE PROTECTION ENDROIT POUR LE SOUDAGE TIG | |||
| Composition | Ancienne couleur d'ogive | Nouvelle couleur d'ogive | Description |
| GAZ PUR | |||
| ARGON |  |
 |
Utilisable dans la grande majorité des applications de soudage TIG. |
| MÉLANGES BINAIRES | |||
| ARGON + 20 % HELIUM |  |
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Polyvalence / Performance. Coût relativement important |
| ARGON + 1 à 3 % AZOTE |  |
|
Utilisable sur les aciers duplex (austéno-ferritique). |
| ARGON + 2 à 5% HYDROGÈNE |  |
 |
Utilisable en TIG automatique et TIG Orbital avec les inox austénitiques - Bain de fusion plus chaud - Meilleur mouillage - Vitesse d'avance plus élevée - Pénétration améliorée. A interdire sur les aciers inoxydables martensitiques et les matériaux sensibles à l'oxydation à chaud (titane, zirconium, tantale). |
8 - Les différentes préparations de joints du procédé TIG Orbital
La préparation des joints à souder doit être soigneusement réalisée.
La préparation doit être effectuée mécaniquement avec une machine outil portative spécialement étudiée.
Les faces des tubes doivent être coupées droites et d'équerre.
Les couteaux des outils sont profilés pour réaliser les préparations spéciales. Le dégraissage des joints après usinage et avant soudage est indispensable.
Le jeu entre les bords de tubes est nul.
| PRÉPARATIONS BW DE JOINTS POUR LE SOUDAGE TIG ORBITAL | |
| Le soudage en bout à bout sans préparation est réalisable jusqu'à 3 mm selon la nuance et la chimie des matériaux (% S et % P). | 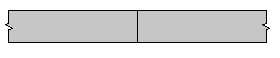 |
| La préparation en U ou en tulipe est préconisée pour les épaisseurs supérieures à 3 mm et lorsque le cordon de pénétration est difficile à obtenir sans enlèvement de matière. | 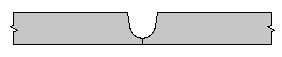 |
| La préparation en U à écartement serré est recommandé sur les épaisseurs supérieures à 6 mm pour réduire le nombre de passes et les temps de soudage. | 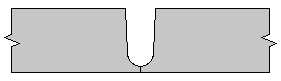 |
9 - Quelques liens Internet utiles
10 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
