
On appelle procédé laser hybride l'association de deux sources de chaleur : le laser (CO2,
Nd :YAG,?) et une autre source (MIG-MAG, TIG, plasma?).
Le procédé laser hybride est un dérivé du soudage laser.
1 - Définition du procédé de soudage
Le soudage hybride laser / arc électrique permet d'allier les avantages d'un couplage de l'énergie d'un faisceau laser par sa productivité et ses grandes vitesses de soudage avec l'énergie d'un arc électrique par sa souplesse opératoire et ses tolérances d'assemblage peu contraignantes pour réaliser des travaux de soudage rapides, efficaces et précis.
 Lire l'article technique sur le soudage laser du site
Lire l'article technique sur le soudage laser du site2 - Problématique rencontrée avec l'arc électrique
[*]Il est très difficile de stabiliser un arc électrique de soudage aux grandes vitesses de soudage d'un faisceau laser
[*]La propagation de l'énergie de l'arc se réalise uniquement par conduction thermique
[*]La densité de puissance de l'arc électrique ne chauffe pas suffisamment le matériau à souder
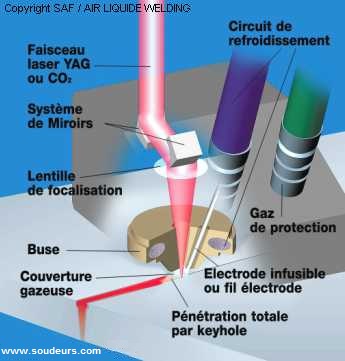
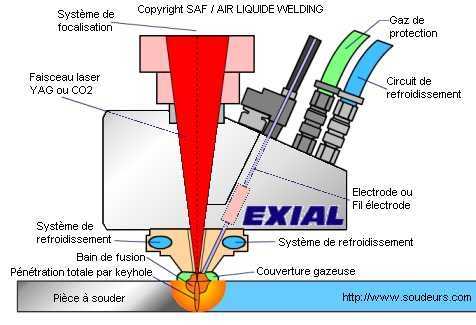
3 - Principe du procédé hybride laser et arc électrique
[*]Le procédé est réalisé dans un environnement gazeux en produisant un arc électrique vers le point de focalisation du faisceau laser de soudage.
[*]Le cordon de soudure est créé par l'association combinée d'un keyhole étroit généré par le faisceau laser et un élargissement de la zone fondue par l'arc électrique dans la partie supérieure du cordon de soudure
[*]Le plasma des vapeurs métalliques et les électrons libres produits dans le keyhole constituent un milieu privilégié pour accrocher et stabiliser l'arc électrique.
4 - Résultats sur des lignes de fusion
 |
 |
 |
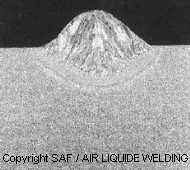
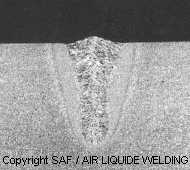
| Soudage MIG à 70 cm/min à 200 A avec un fil Ø 1,2 mm et gaz Ar/CO2 sur tôle de 10 mm | Soudage Laser YAG à 70 cm/min à 4 KW avec un gaz Ar/CO2 sur tôle de 10 mm | Soudage EXIALLaser YAG + MIG avec les mêmes paramètres que ceux définis ci-contre |
Les résultats obtenus en soudage MIG, en soudage laser YAG et en soudage hybride laser YAG/MIG sont indiqués ci-dessus. Le cordon de soudure MIG est très peu pénétré pour la vitesse appliquée. On remarque également une augmentation de la largeur (environ le double) du cordon YAG/MIG par rapport à celle du cordon réalisé en soudage laser YAG.
Il y a également une augmentation de la pénétration (on passe de 5,3 mm à 5,9 mm). Là aussi, la largeur envers du cordon est sensiblement la même dans le cas du laser/MIG et dans le cas du laser seul. Ces résultats indiquent que la combinaison de l'arc électrique et du laser induit un cordon de soudage dont le profil est la superposition d'un cordon de soudage laser de type "keyhole" avec un élargissement du bain de soudage causée par l'arc électrique dans la partie supérieure de la soudure de la tôle.
Le plasma de vapeurs métalliques issues du "keyhole" est un milieu privilégié pour "accrocher" l'arc électrique Il est en effet chaud (sensiblement 1 eV) et riche en électrons libres, et il est donc probable que ce soit làque l'arc électrique se stabilise.
D?ailleurs, si l'on compare la valeur moyenne de la tension d'arc dans le cas du soudage hybride et dans le cas du soudage à l'arc, on observe une nette diminution, indiquant par là même que le champ électrique est plus faible dans le cas du soudage hybride alors que les hauteurs d'arc n'ont pas varié. Il est donc probable que le surplus d'énergie amené par l'arc électrique se dépose au niveau de la partie supérieure du "keyhole" induisant ainsi un élargissement du bain dans la partie supérieure de la tôle.
Aux vitesses du soudage laser, il est la plupart du temps impossible de stabiliser un arc électrique (surtout dans la polarité MIG).
En effet, celui-ci n'a pas le temps de chauffer suffisamment la tôle (la densité de puissance d'un arc électrique est faible et la propagation de l'énergie dans la tôle se fait par conduction thermique) et comme il vient en quelque sorte se fixer là où il a généré le plus de vapeurs métalliques, on observe généralement un décalage progressif entre l'axe de l'électrode et le bain de soudage, décalage qui s'accentue progressivement au cours du temps et qui finit par étirer l'arc au delà des valeurs permises : l'arc "saute" et revient se fixer en un autre point où la tension est plus faible.
Dans le procédé hybride EXIAL, puisque la vapeur métallique est générée et entretenue au cours du temps par le laser lui même, il n'y a plus de décalage et l'arc est stabilisé, même à des vitesses élevées.
5 - Avantage du procédé hybride laser et arc électrique
[*]Gain appréciable en vitesse de soudage par rapport au laser seul.
[*]Augmentation des tolérances d'accostage des pièces.
[*]Augmentation de la tolérance de positionnement du faisceau par rapport au plan de joint.
6 - Principaux domaines d'application du procédé
[*]Le soudage et raboutage de tôles revêtues fines de carrosserie automobile
[*]Le soudage et raboutage de profilés
[*]Le soudage en continu et raboutage des tubes fins en acier inoxydable
7 - La sécurité liée à l'utilisation d'un faisceau laser
L'utilisateur peut être exposé à des rayonnements directs ou indirects d'un faisceau laser. Pour sa sécurité, il doit utiliser un dispositif laser de classe 1 dont la valeur ne dépasse pas 1000 W / m2 . Les risques encourus peuvent être très graves (brûlures cutanées et oculaires, lésions irréversibles sur l'?il dans certains cas)
Quelques conseils pour limiter le risque laser
[*]ne jamais s'exposer directement au faisceau laser
[*]porter des lunettes de protection adaptées lors des opérations de maintenance, de réglage et de production.
[*]vérifier que les lunettes sont adaptées au type de laser, à sa longueur d'onde et à sa puissance
[*]éviter les surfaces réfléchissantes
[*]apposer des étiquettes signalant le risque laser
[*]être conscient qu'il y a toujours un risque de réflexion du faisceau laser
[*]limiter l'accès aux personnes habilitées
8 - Quelques liens Internet utiles
9 - Vos commentaires utiles sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Votre message sera vu et lu uniquement par les lecteurs de cet article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Ce partage de connaissances et de pratiques entre membres permet l'amélioration du contenu technique et sa compréhension.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
