
En aucun cas, cet article ne peut être considéré comme une norme ou une spécification.
1 - Principe du contrôle par magnétoscopie
| Le contrôle magnétoscopique permet de détecter des discontinuités débouchantes qui peuvent être des défauts (obstrués ou non) et sous-jacents (de 1 à 2 mm environ) sous la surface des matériaux métalliques ferromagnétiques (les aciers inoxydables, les alliages de cuivre et les alliages d'aluminium sont exclus de cette application). Un champ magnétique important (> 2400 A / m) traverse la pièce à contrôler jusqu'à saturation magnétique avec l'application simultanée en surface d'une liqueur magnétique colorée ou fluorescente constituée de traceurs comme produit indicateur. |
 |
La perpendicularité du défaut par rapport aux lignes du champ magnétique accentue la sensibilité de détection du contrôle.
Toutes les pièces possèdent des discontinuités.
Une discontinuité devient un défaut lorsque au moins un des paramètres suivants: ses dimensions, son emplacement, son orientation, le nombre par unité de surface ou de volume, dépasse les critères d'acceptation. Source Patrick DUBOSC.
2 - Rappel de quelques notions de magnétisme
Le champ magnétique (H) est exprimé en Ampère par mètre (A / m) ou en Oersted (1 Oe = 80 A / m).
L'induction magnétique (B) est exprimée en Tesla (T) ou en Gauss (1 auss = 10[SUP] - 4[/SUP] Tesla ou 1 Tesla = 10 000 Gauss)
B (Tesla) = µ0 x µr x H (A / m) ou B = µ x H avec µ = µ0 x µr
[*]µ : perméabilité absolue du matériau (exprimée en Henry / mètre ou H / m)
[*]µ0 : perméabilité du vide (4 x 3,1416 x 10 [SUP]- 7[/SUP] H / m)
[*]µr : perméabilité relative du matériau
Le flux magnétique (f) est exprimé en Weber (Wb) ou en Maxwell (M) (1 Wb = 10[SUP]8[/SUP] Maxwell ).
f = B x S x cos a
3 - Différentes méthodes d'aimantation
Deux méthodes de magnétisation sont possibles :
3 - 1 - Aimantation longitudinale par passage d'un champ magnétique
3 - 1 - 1 - Par circuit magnétique fermé
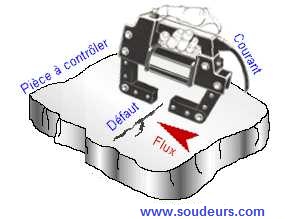 |
Un électro-aimant fixe ou portatif à pièces polaires fixes ou articulées est utilisé au contact de la pièce à contrôler. L'aimantation est longitudinale et l'induction B est parallèle à l'axe Nord-sud des poles et à la direction de l'examen. Des défauts transversaux sont détectés. |
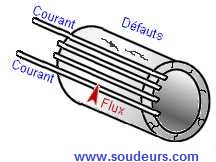
| Des spires sont enroulées sur la paroi de la pièce annulaire à contrôler. L'aimantation est longitudinale et l'induction B est parallèle à la direction de l'examen. Des défauts transversaux sont détectés. |
 |
3 - 1 - 2 - Par circuit magnétique ouvert
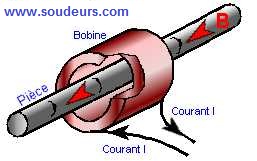 |
Une bobine fixe ou mobile est utilisée. La pièce à contrôler est placée au centre de cette bobine et forme le noyau. L'aimantation est longitudinale et l'induction B est parallèle à la direction de l'examen. Des défauts transversaux sont détectés. |
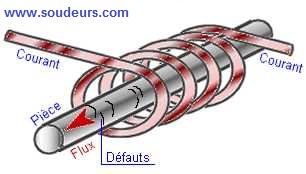
| Un solénoïde est utilisé et traversé par un courant électrique. La pièce à contrôler est placée à l'intérieur du solénoïde et elle constitue le noyau. L'aimantation est longitudinale et l'induction B est parallèle à la direction de l'examen. Des défauts transversaux sont détectés. |
 |
3 - 2 - Aimantation transversale par passage de courant électrique
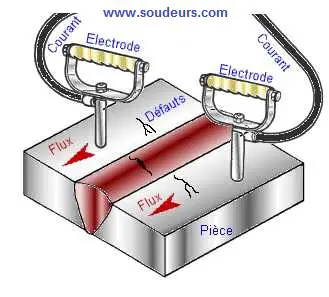 |
L'aimantation est réalisée par passage direct de courant dans la pièce à contrôler soit avec un appareil fixe ou banc d'aimantation, soit avec un système à deux électrodes (contrôle à la touche). L'aimantation est transversale et l'induction B est perpendiculaire à la direction de l'examen. Des défauts transversaux sont détectés. |
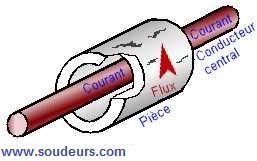
| Un conducteur central traversé par un courant est placé au centre de la pièce annulaire à contrôler. L'aimantation est transversale et l'induction B est perpendiculaire à la direction de l'examen. Des défauts transversaux sont détectés. |
 |
4 - Produits détecteurs magnétiques
4 - 1 - Liqueur magnétique
La détection des défauts fins est réalisée avec une liqueur magnétique constituée de poudres magnétiques très fines colorées ou fluorescentes ( de 0,1 micron à 2 microns) en suspension dans de l'eau avec un agent mouillant, un antimoussant, un agent bactéricide et un inhibiteur de corrosion ou bien dans un produit pétrolier à base d'huile légère. Cette liqueur est régulièrement brassée par agitation pour conserver une concentration uniforme. La concentration est de l'ordre de 2 à 10 grammes de poudre colorée par litre et de 0,5 à 2 grammes de poudre fluorescente par litre.
4 - 2 - Poudre sèche magnétique
La détection des défauts plus grossiers est réalisée avec une poudre sèche constituée de grains de spinelle de fer Fe3 O4 - Fe O et de fer oxydé finement divisés ( de l'ordre de 10 à 30 microns)
5 - Contrôle de la qualité de l'aimantation
La vérification de l'intensité du champ magnétique qui doit être supérieure à 2 400 A / m est faite au moyen d'un mesureur de champ tangentiel.
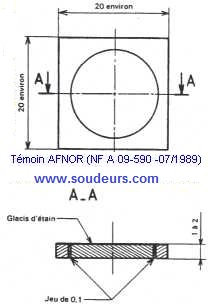
| L'opérateur contrôleur peut éventuellement utiliser un témoin d'aimantation pour vérifier la qualité de la détection magnétique. [*]Témoin AFNOR [*]Croix de BERTHOLD [*]Témoin ASME [*]Témoin BURMAH CASTROL® |
 |

6 - Mode d'examen
Le contrôle par magnétoscopie est réalisé :
[*]soit en lumière blanche (500 lux minimum à la surface de la pièce) en utilisant des traceurs colorés et des fonds blancs contrastants (en bombe aérosol).
[*]soit en lumière ultraviolette avec lampe de Wood (100 à 150 Watts) en utilisant des traceurs fluorescents (l'intensité lumineuse U.V. doit être supérieure à 10 W/ m[SUP]2[/SUP]).
[*]Pour l'éclairage ultraviolet, on utilise de plus en plus des sources LED, dont les puissances électriques sont de quelques watts(mais certains grands donneurs d'ordre les interdisent). Par ailleurs, l'éclairement énergétique minimum est de 10 W/m² (norme ISO 3059). Source Patrick DUBOSC
[*]La valeur de 8 W/m² figurait dans l'ancienne norme française qui existait avant l'application de la norme ISO.
7 - Avantages du contrôle par magnétoscopie
[*]Méthode de mise en oeuvre plus rapide que le contrôle par ressuage
[*]Facilité de détection des défauts débouchants et sous-jacents (à 2 mm maxi).
[*]Les défauts peuvent être matés ou obstrués.
[*]Rapidité relative d'obtention des résultats.
[*]Bonne sensibilité de détection des défauts perpendiculaires au champ.
[*]Possibilité d'automatisation du procédé de contrôle.
8 - Inconvénients du contrôle par magnétoscopie
[*]Méthode de contrôle exclusivement réservée aux matériaux ferromagnétiques.
[*]Nettoyage et dégraissage des surfaces des zones à contrôler.
[*]Impossibilité de détecter des défauts en profondeur (> 2 mm de profondeur).
[*]Les opérateurs doivent être formés et expérimentés.
[*]Risque d'interprétation d'images fallacieuses (sur filetage de vis par exemple)
[*]Risque électrique par passage direct de courant.
[*]Risque d'inflammation par passage direct de courant.
[*]Risque de micro fissuration sur certains aciers sensibles.
[*]Démagnétisation obligatoire après contrôle.
[*]Limitation du contrôle pour les grandes dimensions de pièces.
[*]Méthode de contrôle très salissante pour les opérateurs (produit pétrolier à base d'huile légère)
9 - Quelques liens Internet utiles
10 - Vos commentaires et réactions sur cet article technique
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

