
Cette méthode de contrôle permet de déceler des discontinuités ouvertes et les défauts débouchants en surface.
1 - Principe du contrôle par ressuage
| Le contrôle par ressuage permet de détecter des discontinuités ou défauts de compacité, parfois très fins, débouchants en surface et non obstrués (fissures, porosités, tapures, replis, manque de liaison) sur des matériaux métalliques non poreux et non absorbants. Après un nettoyage soigné de la surface à contrôler, le contrôle est réalisé à l'aide de produits (les pénétrants) à très faible tension superficielle qui pénétrent par capillarité dans les défauts débouchants en surface. |  |
| Après élimination de l'excès de pénétrant sur la surface des pièces par lavage et séchage, l'apparition visuelle des défauts est réalisée par l'application d'un révélateur en une fine couche de poudre constituée de microscopiques tubes capillaires qui pompent le pénétrant retenu dans les discontinuités des défauts. Toutes les pièces possèdent des discontinuités. Une discontinuité devient un défaut lorsque au moins un des paramètres suivants: ses dimensions, son emplacement, son orientation, le nombre par unité de surface ou de volume, dépasse les critères d'acceptation. Source Patrick Dubosc |
2 - Choix du produit de ressuage en fonction de la mise en oeuvre
[*]Pénétrant pré-émulsionné : lavable à l'eau - Facile d'emploi.
[*]Pénétrant post-émulsionné : lavable à l'eau après émulsification (émulsifiant hydrophile ou lipophile) - Difficile d'emploi.
[*]Révélateur à support volatil : bombe aérosol - Facile d'emploi.
[*]Révélateur sec : application par brouillard ou pulvérisation .
[*]Révélateur en suspension aqueuse : application sur pièce humide
[*]Révélateur pelable : application en gel tixotropique pour archive des résultats
3 - Choix du pénétrant de ressuage en fonction de la sensibilité
[*]Sensibilité moyenne : Pénétrant coloré pré-émulsionné - Dimension des défauts de l'ordre de 0,3 mm.
[*]Haute sensibilité : Pénétrant fluorescent pré-émulsionné - Dimension des défauts de l'ordre de 0,1 mm.
[*]Très haute sensibilité : Pénétrant fluorescent post-émulsionné - Dimension des défauts détectables inférieure à 0,1 mm.
4 - Méthode simple de mise en oeuvre du contrôle par ressuage
| Méthode simple de mise en oeuvre du ressuage | ||
| 1 | Nettoyage rigoureux et efficace avec brosse métallique pour éliminer toute trace de rouille ou calamine puis dégraissage soigné avec solvant volatil non chloré de la surface de la pièce à contrôler. Vérification du séchage complet de la pièce à contrôler. La pièce doit avoir une température supérieure à 10° Celsius. |  |
| 2 | Application par pulvérisation (ou application au pinceau de soie) du liquide pénétrant (pré ou post émulsionné) coloré, fluorescent ou mixte sur toute la surface à examiner |  |
| 3 | Temps d'imprégnation (de 15 à 40 minutes selon la température et la procédure applicable) du pénétrant par capillarité dans les défauts débouchants. |  |
| 4 | Application d'un émulgateur lipophile (à base d'huile) uniquement lors de l'utilisation d'un pénétrant post émulsionné avec émulgateur lipophile. |  |
| 5 | Élimination de l'excès de pénétrant sur la surface de la pièce à contrôler par rinçage à l'eau sous une pression inférieure à 2 bar ou par solvant spécial imbibé sur un chiffon non pelucheux. Vérification de l'élimination complète de l'excès de pénétrant et vérification du séchage complet de la pièce à contrôler. | |
| 6 | Application d'un émulgateur hydrophile (à diluer dans l'eau) uniquement lors de l'utilisation d'un pénétrant post émulsionné avec émulgateur hydrophile. | |
| 7 | Immédiatement après l'élimination de l'excès de pénétrant, application par pulvérisation du révélateur à sec ou en suspension dans un solvant volatil en une couche mince et uniforme. Le révélateur pompe le pénétrant resté dans les discontinuités des défauts débouchants. Des taches colorées apparaissent à l'endroit des défauts. |  |
| 8 | Interprétation immédiatement après le séchage du révélateur pour évaluer les indications linéaires et arrondies et interprétation finale du ressuage dans un délai de 10 à 30 minutes (voir plus selon la procédure applicable) après application du révélateur sous un éclairage de 500 lux minimum à la surface de la pièce pour les pénétrants colorés ou mixtes. Interprétation sous éclairage ultraviolet avec lampe de Wood (800 à 1500 µW/cm2) requis à la surface de la pièce) pour les pénétrants fluorescents et mixtes dans une pièce sombre (moins de 40 lux). | 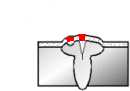 |
| 9 | Nettoyage, élimination complète des traces de produits, séchage et remise en état de la pièce contrôlée. | |
| 10 | Rédaction du rapport de contrôle par ressuage coloré (si exigé par le donneur d'ordre) avec indication de la méthodologie du mode opératoire de contrôle, le relevé des indications observées et la déclaration de conformité de chaque indication. | |
5 - Domaines d'application du contrôle par ressuage
[*]Avant soudage : préparation des chanfreins
[*]Pendant le soudage : contrôle entre passes, gougeage d'une reprise envers
[*]Après soudage : défauts débouchants superficiels, étanchéité
La méthode de contrôle est utilisée dans l'aéronautique, l'automobile, le nucléaire, la fonderie, la mécanique, la tuyauterie, etc...
6 - Avantages du contrôle par ressuage
[*]Facilité de mise en oeuvre avec les produits pré émulsionnés
[*]Facilité de mise en oeuvre sur les chantiers avec les produits pré-émulsionnés
[*]Bonne sensibilité de détection des défauts débouchants
[*]Contrôle relativement économique et rapide
[*]Contrôle complémentaire aux autres techniques de contrôles
7 - Inconvénients du contrôle par ressuage
[*]Impossibilité de révéler les défauts internes et obstrués
[*]Impossibilité d'évaluer la profondeur des défauts
[*]Impossibilité de contrôler les matériaux poreux
[*]Nettoyage et dégraissage rigoureux des pièces avant le contrôle
[*]Les opérateurs doivent être expérimentés pour certaines techniques
[*]Produits inflammables, volatils et nocifs
[*]Gestion des déchets liquides rejetés à l'égout
[*]Difficilement automatisable
8 - Exemple de contrôle par ressuage coloré en image
Présence d'une indication de type arrondie après examen par ressuage d'une soudure.
Cette indication fait plus de 4 mm de diamètre.
Elle est inacceptable dans la majorité des normes et spécifications de contrôle

Photographie de la page Facebook de QWI
9 - Exemple de contrôle par ressuage fluorescent en image
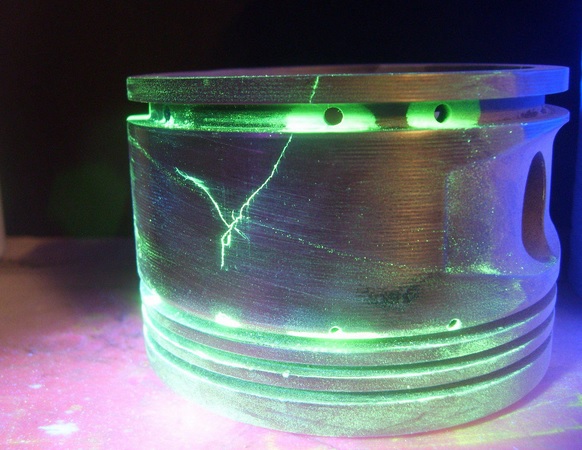
Photographie de la page Facebook de QWI
10 - Quelques liens Internet utiles
11 - Vos commentaires et réactions sur cet article technique
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

