L'objectif de l'utilisation de ces systèmes de purge est la réduction du temps d'inertage, la consommation minimale de gaz de protection et la qualité d'inertage de la soudure.
Cet article s'adresse principalement aux professionnels et spécialistes du soudage.
1 -Pourquoi inerter l'envers d'une soudure
La protection gazeuse inerte à l'envers des soudures est obligatoire sur de nombreuses nuances de matériaux sensibles à l'oxydation à chaud comme les aciers chrome-molybdène, les aciers inoxydables, les aciers duplex, les bases nickel, le titane, le zirconium afin d'éviter l'oxydation de surface nommé rochage qui entraîne un refus de la soudure lors du contrôle visuel.
 |
 |
 |
| Protection gazeuse avec 7 ppm O2 | Protection gazeuse avec 50 ppm O2 | Protection gazeuse avec 100 ppm O2 |
2 - Choisir un dispositif de protection gazeuse de l'envers d'une soudure
Il existe différents dispositifs pour assurer une bonne protection gazeuse de l'envers d'une soudure :
[*]ruban aluminium adhésif avec fibre de verre
[*]bouchon d'obturation et de purge extensible
[*]papier soluble à l'eau
[*]film plastique soluble à l'eau
[*]système de purge avec flasque à lèvres en silicone
[*]système de purge gonflable
3 - Ruban aluminium adhésif avec fibre de verre
Les support envers se composent d'un fin ruban d'aluminium, de largeur 75 mm dont l'une des faces comporte un adhésif résistant à haute température.
A l'envers, au centre de ce ruban d'aluminium, est disposée une bande de fibres de verre. Le type standard de support envers est livré en rouleaux de 25 mètres et support des intensités de soudage jusque 80 A. Le type renforcé est livré en longueur de 12.5 mètres et tient jusque 160 A.
En appliquant, grâce à l'adhésif, le support envers, à l'envers du joint à souder, le ruban constitue immédiatement un support pour le bain de fusion à venir. Le soudage TIG ou plasma peut alors etre réalisé. Le bain de fusion est soutenu par la fibre de verre, qui assure aussi, conjointement avec le gaz de soudage de la torche, une protection de la racine du joint.

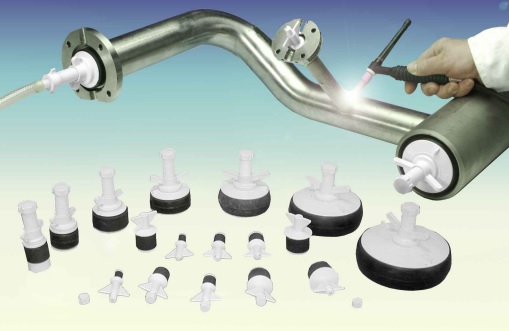
4 - Bouchons d'obturation et de purge
Lorsque vous avez à remplir les tuyauteries complexes avec un gaz inerte, les bouchons de purge sont un produit parfait pour obturer tous les trous et les orifices pour assurer la qualité interne de purge.
Utilisé dans les tuyaux de petit diamètre où les autres systèmes de purge peuvent ne pas être disponibles ou pratique à utiliser.
Les bouchons de purge sont utilisables pour les tubes ronds ou ovales ainsi que dans les coudes, tés et autres accessoires.
C'est un matériel largement utilisé, qui assure une bonne étanchéité et est rentable à l'usage
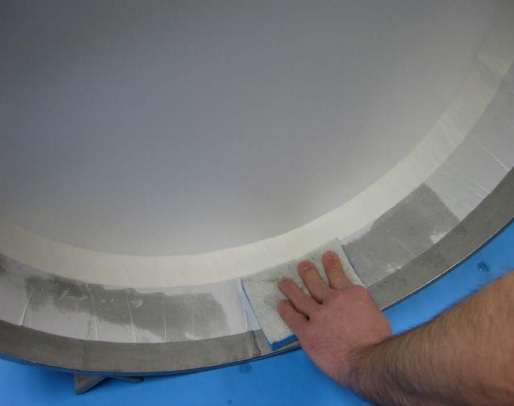
5 - Papier soluble dans l'eau
Pour les tuyauteries de diamètre intérieur 100 mm et plus, découper un disque de papier hydrosoluble Dissolvo à un diamètre supérieur de 60 mm au diamètre intérieur (ex : pour une conduite diamètre intérieur 100, découper à diamètre 160).
Tracer ou imprimer par pression le diamètre intérieur de la tuyauterie sur le papier et rabattre le bord à 90º suivant cette ligne. Mettre le tampon obtenu en place en situant le rabat du côté du joint à souder.
Fixer le tampon avec quelques morceaux d'adhésif. Il peut être souhaitable de faire un petit trou dans le papier pour assurer une évacuation complète de l'air au moment de l'épuration.
Pour les tuyauteries de diamètre supérieur à 700 mm, raccorder deux ou plusieurs feuilles de Dissolvo à l'aide de l'adhésif.
Après la mise en place des tampons, introduire l'Argon ou tout autre gaz de purge à travers le joint à souder à l'aide de la sonde aiguille réservée à cet effet.
Si une extrémité de la tuyauterie est accessible, le gaz peut être introduit à travers un trou pratiqué dans la partie inférieure du tampon…
Un trou d'évacuation peut être réalisé dans la partie supérieure de l'autre tampon afin de permettre l'évacuation de l'air. Il peut être nécessaire d'obturer le joint à souder à l'aide d'une bande d'adhésif afin d'éviter une trop grande perte de gaz.
6 - Film plastique soluble dans l'eau
Le film plastique soluble dans l'eau est disponible pour isoler des sections de tube ou tuyauterie en vue de leur inertage avant soudage.
Ce produit fabriqué en Grande Bretagne se présente sous la forme d'un kit comprenant un film (genre film alimentaire) de largeur 1 mètre et de longueur 20 mètres, enroulé sur la moitié de la largeur autour d'un rouleau de longueur 50 cm.
Le kit comprend deux bouteilles d'adhésif, un couteau pour couper rapidement le film et un manuel d'instruction sur la méthode de réalisation des bouchons pour inertage avant soudage.
L'utilisation d'un film soluble dans l'eau pour réaliser des bouchons avant inertage est largement éprouvée.
Les film soluble Argweld donne des résultats largement supérieurs à tous les autres produits solubles dans l'eau.
Ce film peut être utilisé sur les aciers inoxydables, duplex, chrome-molybdène ainsi que sur le titane.
Le film de purge Argweld® permet de produire des bouchons qui constitueront une barrière impénétrable au gaz inerte de purge et qui pourra être facilement dissout dans de l'eau lors des épreuves hydrauliques ou tout simplement dans une eau de rinçage.
Le film de purge se dissout totalement sans laisser de fibres qui pourraient boucher des filtres ou autres éléments sensibles du circuit soudé.
Le film est résistant dans toutes les directions et constitue une barrière efficace contre des fuites de gaz inerte.
Un certificat attestant de l'absence de nocivité des résidus (chlore, ...) peut être fourni.
Le film et l'adhésif sont totalement biodégradables. L'emballage est réalisé en matériau recyclable.

7 - Bouchon de purge avec flasques à lèvres en silicone
Ce dispositif comprend des modèles pour les tubes de diamètre intérieur de 13 mm à 215 mm.
Les disques en silicone à triple lèvres sont résistants à des températures allant jusqu'à 340 º C (maxi pendant 1 heure).
Le diffuseur de gaz en alliage fritté type Poral est intégré.
Ce diffuseur de gaz garantit qu'aucun tourbillon ou turbulence de gaz se forme et minimise ainsi les risques d'entrée de l'oxygène dans la chambre de soudage.
Dans le même temps ce système assure un temps de purge extrêmement court.
Les temps de purge extrêmement court entraîne également des économies considérables de gaz et assure une soudure sans coloration.

8 - Système de purge gonflable type Argweld PurgElite
Utilisable pour la soudure de tubes conçus dans les matériaux les plus précieux mais aussi sur des assemblages des plus complexes.
Cette nouvelle gamme d'Argweld® PurgElite® est désormais disponible pour équiper les structures de 25mm à 300mm de diamètre.
Le volume de purge a lui aussi été encore une fois diminué au minimum. Ce qui réduit le temps de purge mais aussi le volume de gaz inerte utilisé.
Les produits Argweld® PurgElite® sont dotés de deux vessies gonflables recouvertes de tissu ininflammable de haute qualité.
Ces deux vessies sont placées aux extrémités du tube de purge qui a été modifié.
Ce nouveau design n'est, effectivement, doté que d'une seule vanne de purge, les modèles précédents intégraient deux vannes de purge.

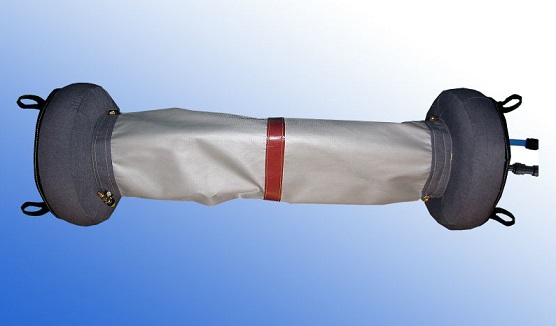
9 - Système de purge gonflable type Argweld Quick Purge
Après avoir été posé à l'intérieur de la canalisation, à l'aide de ses languettes de traction, le système Argweld Quick Purge est gonflé à l'aide de l'alimentation en gaz inerte, de telle sorte que chaque coussin-barrage d'extrémité forme un joint étanche.
Lorsque les coussins-barrages sont complètement gonflés, la pression provoque l'ouverture d'une valve qui permet au gaz inerte de pénétrer dans l'espace situé entre le manchon et la canalisation afin de déplacer l'air.
Le soudage peut commencer dès que le niveau d'oxygène est suffisamment faible.
Par ailleurs, on maintient le flux de gaz inerte pendant la réalisation de la totalité des opérations de soudage, afin de purger l'oxygène qui est libéré en raison de l'augmentation de la température, et le débit de gaz inerte continue jusqu'à ce que la soudure, une fois terminée, se soit refroidie jusqu'à un niveau inférieur à la température d'oxydation.
Puis on arrête l'alimentation en gaz de purge et le système se dégonfle, ce qui permet de le retirer de la canalisation.
A noter que des matériaux résistant à la chaleur protègent le système Argweld Quick Purge contre les températures élevées que l'on rencontre à proximité de la soudure. Il est possible de brancher un moniteur de purge sur le système afin de surveiller la teneur en oxygène. Ce moniteur est proposé dans diverses tailles convenant à des canalisations entre 200 et 1 800 mm de diamètre.

10 - Système de purge gonflable spéciale haute température
Systéme pour purge résistant thermiquement pour le soudage de tuyauterie préchauffée et post-chauffée (par exemple en acier chrome-molybdène comme le P91).
Convient pour les toutes les tailles comprises entre 6" (15,24 cm) et 72" (182,88 cm).
Résiste à des températures allant jusqu'à 300 ºC (572 ºF) pendant 24 heures d'exposition à la chaleur.
10 - Système de purge gonflable spéciale haute température
Systéme pour purge résistant thermiquement pour le soudage de tuyauterie préchauffée et post-chauffée (par exemple en acier chrome-
11 - Distributeurs de systèmes de purge
12 - Représentant Français de matériels d'inertage HUNTINGDONFUSION
Clémence RETEL
Gérante HFT® France - France Inertage
Tel +33 (0) 6 52 84 28 39
Fax:+44 (0) 1 554 836 837
clemenceretel@huntingdonfusion.com
www.huntingdonfusion.com
13 - Quelques liens Internet utiles
14 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
15 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal.

